光阑架的铣削加工工艺
2015-02-20苏州一光仪器有限公司江苏215006
■苏州一光仪器有限公司 (江苏 215006) 王 金
光阑架的铣削加工工艺
■苏州一光仪器有限公司 (江苏 215006) 王 金
摘 要:对光阑架在铣削加工过程中易变形的工艺难点进行分析,提出具体的加工工艺流程和夹具设计方案,不但解决了该零件的加工难题,保证了零件质量,还实现了该零件在我公司的稳定批量生产,为同类零件的加工工艺提供借鉴。
1. 零件结构
我公司生产的光阑架零件(见图1、图2)材料是2A12,生产批量大,通过铣床加工成形。该零件在铣削加工过程中存在易变形的问题。我公司通过合理安排铣削加工工艺流程,将粗、精铣加工工序分开,并较好地控制铣削的切削用量,增加时效处理工序,使加工后的零件满足了图样的各项技术要求。
2. 工艺难点分析
该零件所采用的2A12硬铝材料本身存在一定的内应力,且受铣削加工产生的切削热影响,更容易产生变形。该零件的壁厚不均匀,尤其是尺寸为(1±0.1)mm的壁厚较薄,待铣削加工完毕的零件冷却后,该薄壁变形较大,严重影响了零件质量。此外,该零件的45°斜面在加工过程中所产生的切削力也容易导致零件变形。
3. 铣削加工工艺流程
通过以上工艺难点分析,我公司优选了较为恰当的铣削加工工艺流程(见图3),确定了零件加工的装夹方法,确保零件的变形在允许的范围之内,保证了零件的质量要求。
具体的铣削加工工艺流程为:铣削零件外形6mm×8mm× 20m m→粗铣开挡12m m→时效处理4h→粗精铣45°斜面→精铣开挡(14±0.1)mm→ 精铣薄壁外侧平面(1±0.1)mm→零件终检。
该铣削工艺流程将粗铣加工和精铣加工工序之间安排了时效工序,以保证精铣加工中的应力可以得到释放,减少零件变形量。零件开挡在粗铣工序中留有2mm余量,薄壁外侧平面也在铣外形工序中留有1mm余量,均待后续精加工工序中铣削到图样尺寸。
4. 夹具设计
每道铣削工序中均需要采用精密台钳来夹持零件,且在精铣45°斜面、精铣薄壁外侧平面等工序中,被加工件的刚性已经变弱。因此,在工装夹紧力和切削热等因素的作用下,被加工件也很容易产生不利的变形。针对此情况,我公司采用辅助夹具来解决此问题。
辅助夹具结构如图4所示,其长度调整范围为10.5~ 14.5mm,用来支撑被加工零件的开挡部位(见图5)。
辅助夹具装入被加工工件后,利用精密台钳将工件装夹在铣床工作台上,然后进行铣削精加工。
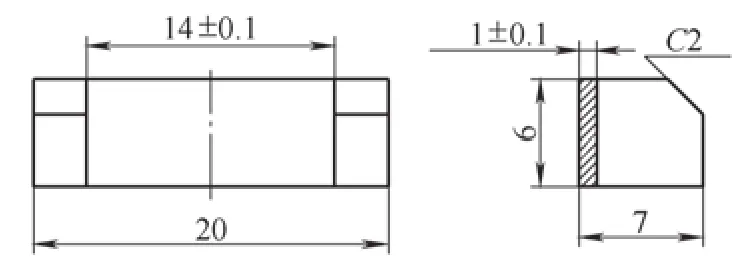
图1 光阑架结构尺寸

图2 光阑架三维实体图

图3 铣削加工工艺流程

图4 辅助夹具
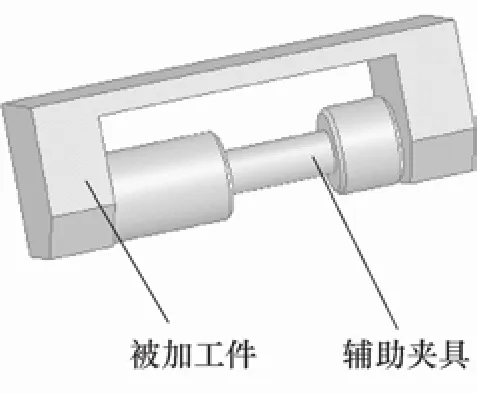
图5 夹具安装示意图
5. 结语
我公司已将该工艺方法成功应用于小批试生产中,共加工了100件零件,除人为失误造成的1件零件报废外,其他零件的尺寸精度、几何外形等均符合图样要求。该工艺方法保证了光阑架能够在变形量较小且可控的情况下稳定批量生产,为同类零件的加工提供了经验。
参考文献:
[1] 李换朝,胡增建,张雷. 某薄壁零件车削加工工艺研究[J].金属加工,2014(5):32-33.
[2] 赖正望.用浮动球面夹紧方式加工薄壁件[J]. 金属加工,2013(22):33-34.
[3] 王金. 淬火横轴的孔面磨削加工[J]. 金属加工,2014 (8):42-44.
专家点评

虽然工件形状并不复杂,也没有太多的难点和创新点,但作者在光阑架铣削加工过程中,根据工件特征,制定了具体的工艺流程,辅助夹具简单、实用,实现了该零件的稳定批量生产,为同类零件的加工提供了初步参考。
收稿日期:(20141015)
