对接旋风刀盘的精度检测方法
2015-02-19齐重数控装备股份有限公司黑龙江齐齐哈尔161005韩建忠王志鹏郑灿林
■齐重数控装备股份有限公司 (黑龙江齐齐哈尔 161005) 韩建忠 王志鹏 郑灿林
对接旋风刀盘的精度检测方法
■齐重数控装备股份有限公司 (黑龙江齐齐哈尔 161005) 韩建忠 王志鹏 郑灿林
摘要:对接旋风刀盘为定位精度要求较高的大型薄壁拼接零件,在水平状态下加工,在垂直状态下使用。采取有效检测手段,保证对接旋风刀盘在水平状态下加工后的精度为垂直使用状态下的精度,定位精度要准确可靠。

数控旋风曲轴加工中心的关键部件旋风刀盘为两瓣拼接结构,用于加工曲轴的拐径。为保证旋风刀盘的切削精度,就要求旋风刀盘每次开合后的定位精度要准确、可靠。旋风刀盘是典型的薄壁型零件,显然在垂直状态对其进行加工,难度是极大的,且不易保证精度要求。最好的方法是在水平状态对旋风刀盘进行加工。旋风刀盘在车削曲轴的拐径时,是在垂直状态下完成的,而在加工制造过程中是在水平状态下完成的。这两个状态在转换的时候旋风刀盘是否有变形,变形量有多少,在加工制造时需要进行检测及控制。
在旋风刀盘定位结构安装完成后进行对旋风刀盘的精加工,在精加工后,对旋风刀盘定位结构及变形进行综合检验(见附图)。具体实施方式如下。
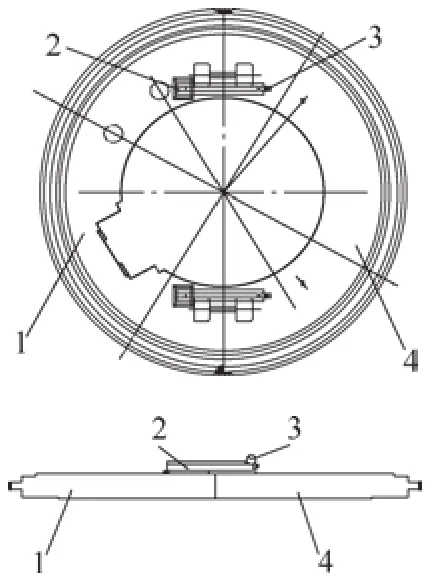
对接旋风刀盘垂直工作状态下的检测图
1. 两套支架及百分表在状态变化时自身的变化量H
将两套支架及百分表分别把合到一件平面度及刚度足够的钢板上,检查支架及百分表在状态变化时两套支架及百分表自身的变化量H。
2. 检测设备安装
在已经完成对接装配的旋风刀盘上,将两个表座支架2分别固定在左刀盘1的上、下两个位置上。将两块百分表3分别安装到两个表座支架2上,调整百分表3在表座支架2上的位置,保证其能够同时打在右刀盘4上后加以固定,手动调整百分表3至读数均为零。
3. 检测操作
将两块百分表3同时打在右刀盘4上,对旋风刀盘的状态进行调整,由水平状态调整到垂直状态观察两块百分表3的读数,再由垂直状态调整到水平状态,分别观察每一过程中两块百分表3的读数H1、H2。
4. 检测结果的判断
(1)如果两块百分表3的读数H1、H2不相同,用H1、H2分别减去支架及百分表自身的变化量H,如果一块表的折算读数X1=(H1-H)为“+”,另一块表的折算读数X2=(H2-H)为“-”,这就表明对接旋风刀盘中间定位结构定位不可靠,左、右刀盘出现错位现象,需要重新对定位结构进行调整。
(2)如果两块百分表3的读数相同均为HA,用其减去支架及百分表自身的变化量H,即为旋风刀盘的变化量为X=(HAH)。
如果X为零,那么说明旋风刀盘在状态变化时没有变形,即在水平状态与垂直状态转化时没有变形,因此在水平状态加工旋
风刀盘的精度就为旋风刀盘在垂直工作状态下的精度。
如果X不为零,那么说明旋风刀盘在状态变化时有变形,因此在水平状态加工旋风刀盘时就应该将旋风刀盘调整到垂直状态下为零的状态,调整量为X,这样在水平状态下加工出来的旋风刀盘的精度就为旋风刀盘在垂直工作状态下的精度。
通过实践证明用此方法进行对旋风刀盘的检测是可行的,通过此方法的检验,就可以检测出旋风刀盘在水平状态加工后,调整到工作状态时的变化量,加工时通过对旋风刀盘在水平状态下进行调整,就可以实现在水平状态下加工出的旋风刀盘达到垂直状态下要求的精度。同时此种检测方法还可用于各种薄壁形零件状态变化时的精度检测。
参考文献:
[1] 杨叔子. 机械加工工艺师手册[M]. 北京:机械工业出版社,2006.
[2] 陈心昭,权义鲁. 现代实用机床设计手册:上册[M]. 北京:机械工业出版社,2006.
[3] 王苑山,邢敏. 机械制造手册[M]. 辽宁:辽宁科学出版社,2002.
[4] 赵如福. 金属机械加工工艺人员手册[M]. 上海:上海科技技术出版社,1990.
收稿日期:(20150413)
