锥面磨削产生凸台的原因及解决办法
2015-02-19湖南天雁机械股份有限公司衡阳421005周小伟倪洪义
■湖南天雁机械股份有限公司 (衡阳 421005) 周小伟 倪洪义
锥面磨削产生凸台的原因及解决办法
■湖南天雁机械股份有限公司 (衡阳 421005) 周小伟 倪洪义
摘要:针对气门锥面磨削过程中出现凸台的问题,通过分析机床结构,了解相关运动过程,结合机床数控加工程序,采用修改数控加工程序或参数的方法解决凸台问题。

1. 加工产品出现凸起台阶
一台数控锥面磨床用于精加工如图1所示的气门锥面(C1C2部分锥面)。结果发现,随着加工的进行,会出现如图2所示的情况。

图1
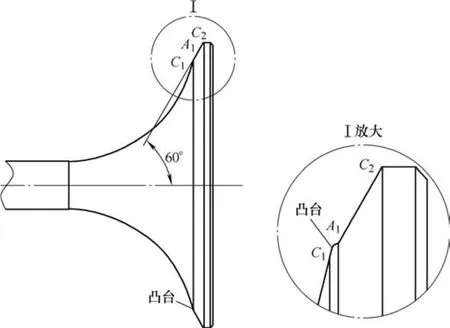
图2
2. 设备相关结构及加工工艺
(1)设备相关结构:如图3所示,工件头架固定在床身底座上,但可通过使用工具在床身底座上左右调整。砂轮头架可在下面的十字滑台(X轴向滑板在上,Z轴向滑板在下,图中未画出实际形状,而以X、Z轴表示)上旋转,十字滑台可在床身底座上旋转。
(2)加工工艺:如图3所示,十字滑台在底座上旋转到其Z轴与磨削锥面母线C1C2相平行,与工件轴线成60°夹角,砂轮头架旋转到其轴线与X轴线成一个α角(此角度本例中可调整范围为5°~20°,最大调整范围0° ~20°),以便较为合理地利
用砂轮。加工过程中只有X方向的进给,而无Z方向的进给(但加工每一件时做此方向的往复运动)。图中A0为砂轮与工件间的干涉点,A1为砂轮的尖角点。为最大限度地利用砂轮,在新砂轮时此两点基本重合(下面的分析视为重合)。A0A2为进给方向,A1A3为砂轮端面,从图中可见,砂轮端面与进给方向有一个夹角α。图中未画出砂轮修整器。修整时是通过十字滑台做Z向运动,使砂轮的磨削面母线与工件锥面母线平行,修整量则是通过十字滑台的Z向进给实现。
3. 产生凸起台阶的原因
如图4所示,由于α角的存在,使得随着磨削反复进行,砂轮的尖角A1会沿着锥面(Z向)逐步离开最初的A0,离开的量为
A0A1=A0B0tanα
式中,A0B0为X方向的进给量。
随着磨削的不断进行,A0A1不断增大,直至A1进到C1C2中间,造成部分锥面未磨削而出现凸起台阶(见图4、图5)。
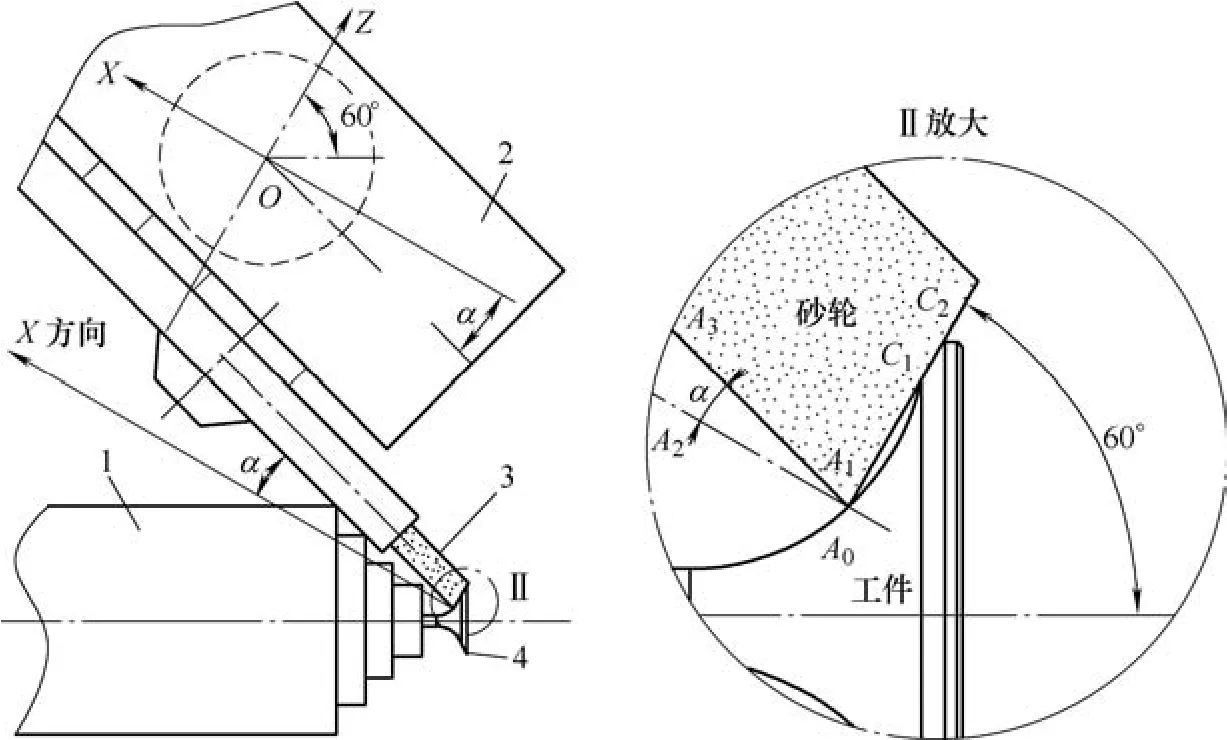
图3

图4
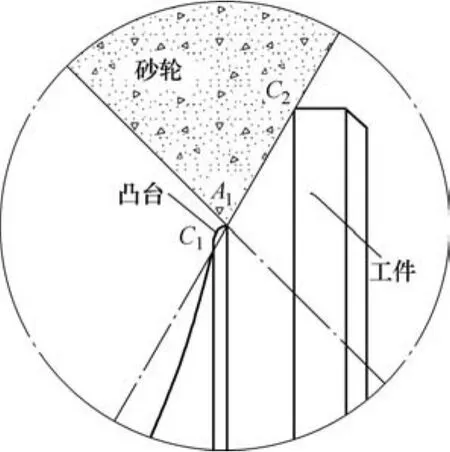
图5
4. 避免出现凸起台阶的办法
从以上分析可知,由于α不能等于0(否则砂轮头架会与工件头架发生干涉或者砂轮利用率降低),那么,随着X方向的不断进给,如果不进行Z轴方向的补偿,砂轮尖角逐渐移进锥面,出现凸起台阶就不可避免。因此,避免出现凸起台阶的方法就是在加工程序中增加-Z轴方向的进给,进给量为X方向进给量与tanα的乘积。具体实施可在每次或数次修整砂轮后进行,也可手动改变Z轴位置参数。
参考文献:
[1] 上海机床厂有限公司. H405 TY/1型数控专用磨床使用说明书[M]. 上海:上海机床厂有限公司,2011.
[2] 三菱电机株式会社名古屋制作所NC系统部. 三菱CNC700/70系列编程说明书[M]. 日本名古屋:三菱电机株式会社名古屋制作所NC系统部,2006.
收稿日期:(20150206)
