基于Powermill的大力神杯零件数控编程与仿真
2015-02-18刘学航廖璘志
刘学航, 廖璘志
(宜宾职业技术学院 现代制造工程系,四川 宜宾 644003)
0 引言
在玩具制造业中,经常会加工各种工艺品的模型。这些工艺品一般由形状复杂的曲面构成,加工难度大、加工精度高,通常需要使用CAD/CAM软件编写加工刀路。再将刀路文件后置处理成机床能识别的NC代码传输到多轴机床上加工。这里说的多轴机床是指4轴以上的数控机床,其中具有代表性的是5轴数控机床。将工件一次装夹就可完成多项复杂的加工,它不但可以加工形状复杂的三维曲面,而且刀轴的摆角可调,可以避免加工中刀具的过切、欠切和干涉。5轴机床大大减少了专用工装夹具的使用,减少了加工准备时间,提高了加工精度和生产效率,缩短新产品研发周期。目前,市场上的5轴机床种类很多,但在定义机床的旋转轴时,通常定义A轴为绕X轴旋转的轴;B轴为绕Y轴旋转的轴;C轴为绕Z轴旋转的轴,同时按笛卡尔原则规定逆时针方向旋转为旋转正方向,常见5轴机床的类型坐标轴如图1所示。

1 Powermill软件简介
在多轴加工中,常用的CAM编程软件有UG NX、Powermill、Hypermill、CAXA 制 造 工 程 师 、Mastercam X等。其中英国Delcam公司推出的Powermill软件是具有代表性的软件,目前,最新的版本是PowerMILL 2015。该软件广泛应用于航空航天、汽车、船舶和模具制造、制鞋等行业。
2“大力神杯”零件数控加工工艺分析
2.1 毛坯及装夹方案
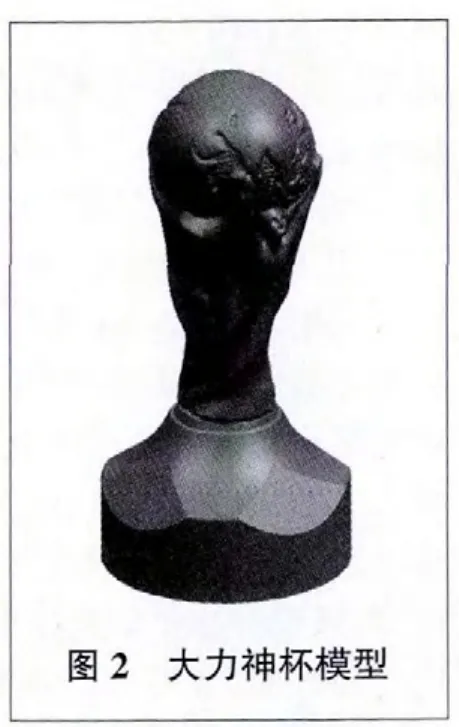
如图2所示的大力神杯零件,整个外形成倒扣状,外表面为不规则曲面。是较为典型的多轴加工零件。由模型分析可知:模型总高度为180 mm,底座最大处直径为84 mm;零件表面多为回转倒扣曲面,曲面陡峭;模型表面刻有两个形象的大力士托起一个浮雕图案的地球;零件构成的图素相当精致和逼真,尺寸精度和表面粗糙度要求较高。为保证加工余量及装夹,设定毛坯尺寸为φ85 mm×200 mm,材料为6061铝合金实心圆棒料,直接用五轴机床粗加工时去除余量较大,加工时间较长。为减少在5轴联动数控机床的开粗加工时间,可以先把毛坯料用车床切削去除尽可能多的余料,如图3所示。装夹方案采用三爪自定心卡盘装夹,如图4所示。

2.2 加工最小刀具的选择
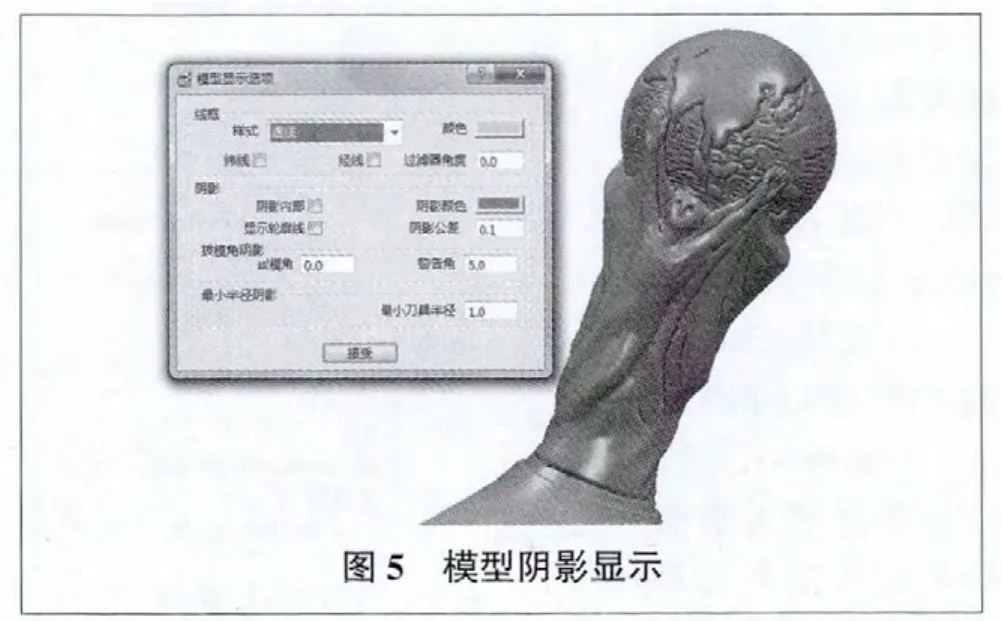
在数控铣床/加工中心上使用的刀具主要有立(端)铣刀、面铣刀、球头刀、鼓形刀和锥形刀等。选择刀具时,首先根据加工内容和零件轮廓外形确定刀具类型,再根据加工部分圆角或拐角大小选择刀具大小。对于形状复杂的零件,通过Powermill软件的模型显示选项功能分析可知,刀具半径为1 mm时,基本能加工到所有局部特征,如图5所示。因此,在选择刀具时,最小的精加工刀具应选择R1的球头铣刀。
2.3 零件加工工艺方案
大力神杯零件的加工采用Powermill 2015软件进行数控加工刀具路径设计,软件后置处理后的NC代码使用法国HURON_K2X8_FIVE多轴数控机床进行加工。由于零件要求的表面质量高,遵循先粗后精加工原则,该零件采取粗加工、半精加工、精加工的工艺流程。粗加工采用“3+2”轴定向加工,精加工采用5轴联动加工;同时在加工过程中为避免机床主轴头与工作台和夹具的干涉,开粗时把加工坐标系倾斜30°,其加工流程见表1。
表1 加工工序表
3 Powermill加工编程过程
3.1 零件粗加工策略设置
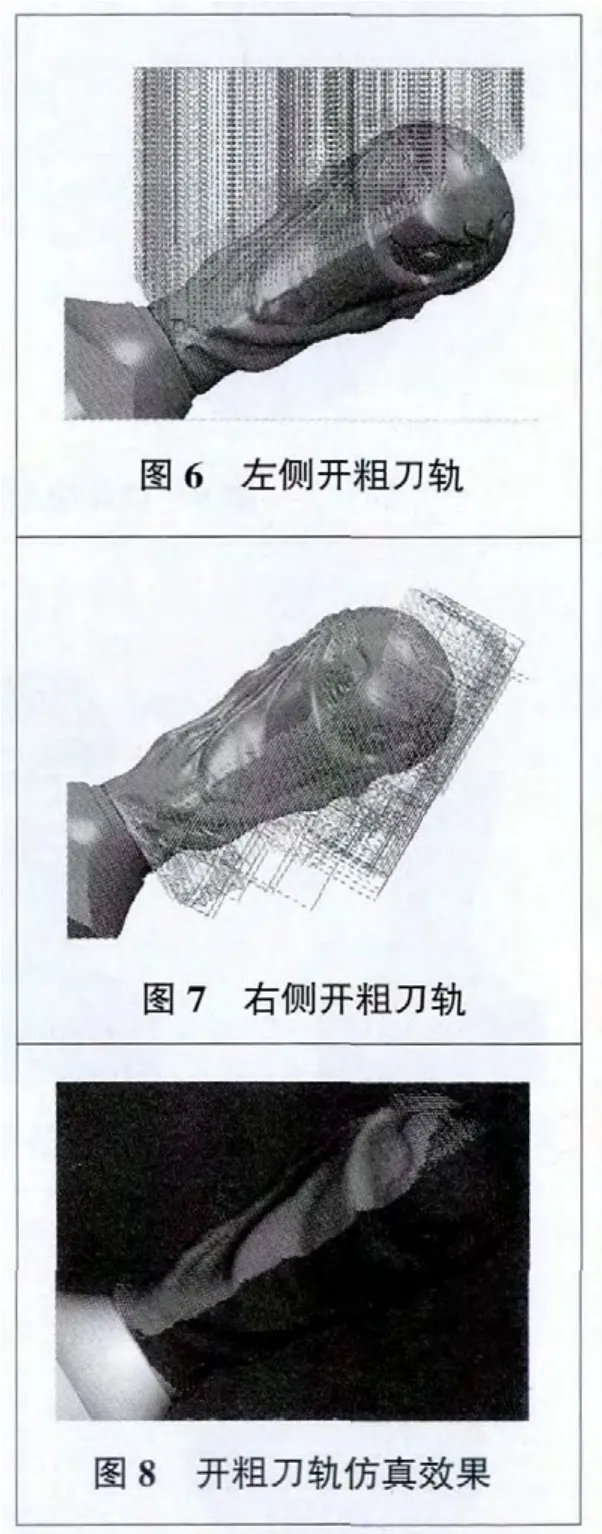
零件粗加工的目的是要尽快地去掉多余的材料,经过车削后的毛坯还有较大的余料需要去除,如果采用5轴联动开粗,机床旋转轴的摆动幅度大,机床稳定性差、振动大,会加剧刀具磨损,缩短刀具使用寿命。所以,大力神杯的粗加工采用“3+2”定轴开粗,选用“偏置区域清除模型”策略,分别对毛坯的上下两部分进行粗加工,分两次去掉余料。因此,在设置刀轨过程中需新建两个加工坐标系,新坐标系绕X轴旋转30°,分别是“坐标系1-30”和“坐标系2-30”。生成的粗加工刀轨如图6、图7、图8所示。
3.2 半精加工和精加工策略设置
从上面开粗刀轨的仿真效果可以看出,零件的外形轮廓已经基本形成,余量很少了,但是由于开粗时选择刀具较大,造成轮廓余量不均匀,局部地方的余量还很大。因此,需要对零件进行半精加工,去掉不均匀的余料,给精加工留下均匀合理的余量。
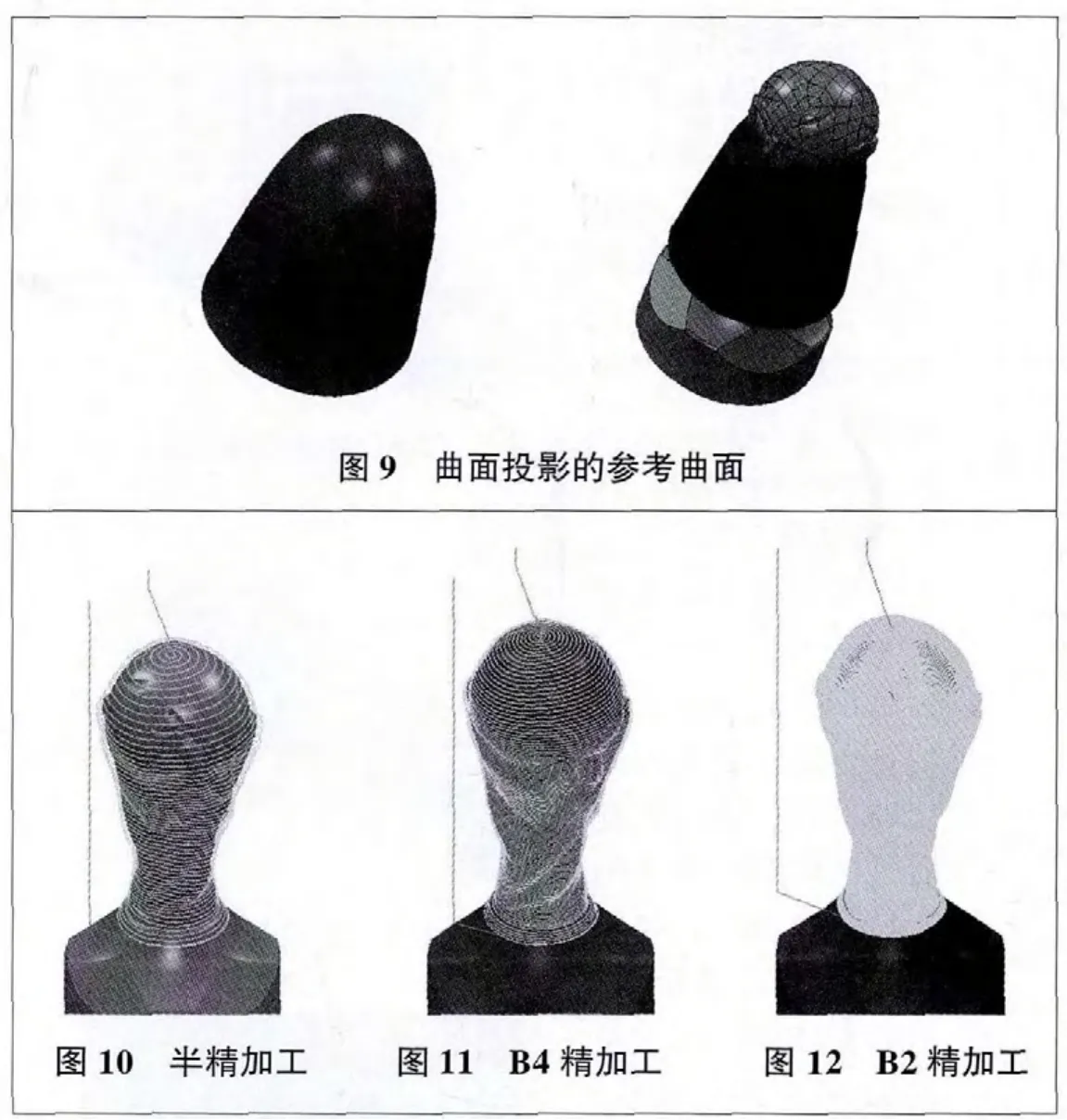
对于具有多种刀轴定位部位特征的加工,使用投影加工策略可以获得更加精确的精加工效果,Powermill提供了五种投影精加工策略:点投影精加工、直线投影精加工、平面投影精加工、投影曲线精加工以及曲面投影精加工。大力神杯零件属于回转零件,可以使用直线投影,也可以用曲面投影精加工。为了更好地控制曲面上加工刀路,这里采用曲面投影精加工策略,此策略沿单个参考曲面法向投影参考曲面到主部件(多曲面)上而形成刀具路径,而刀轴方向由用户指定。刀具路径可跨越或沿着参考曲面方向(U或V),而行距则由单位距离或曲面曲线间的参数段来确定。产生参考曲面可以用UG NX或Power SHAPE等曲面造型软件。如图9的参考曲面是用UG NX8.5产生的,生成的半精加工和精加工刀轨如图 10、图 11、图12所示。

3.3 斜面加工策略设置
底座的四个斜面(如图13所示)采用“偏置区域清除模型”和“平行线精加工”加工策略进行粗、精加工,生成的刀轨如图14、图15所示。
完成斜面的粗、精加工刀轨后,通过刀轨的变换得到其他几个斜面的刀轨。
4 程序后置处理、Vericut仿真加工验证及机床实体加工
5轴联动加工中心是一种科技含量高、精密度高专门用于加工复杂曲面的加工中心,其运动关系复杂,加工中出现任何微小的失误都可能会对机床造成重创。为了保证实际加工的安全,需要对刀轨在后置处理后得到的程序进行仿真切削。仿真切削可以校验刀轨的正确性,检查加工中是否存在漏切、过切现象,可以初步检验NC代码是否满足加工要求。还可以进行干涉检查和程序优化,在编程软件中进行刀路仿真时,有些安全隐患是看不出的,如刀具对夹具产生的干涉等。所以在完成零件加工刀路编写、程序后置处理后,需要用Vericut仿真软件对程序进行仿真切削验证和程序优化,确认无误后将优化后的程序传入机床进行实体加工。加工过程中应密切注意刀具的干涉情况和进给速度变化,以保证零件顺利加工完成。
“大力神杯”零件Vericut加工仿真操作步骤如下:
1)打开Vericut软件,新建一个项目,调用已构建好的HURON_K2X8_FIVE 5轴加工中心模型,根据机床实际运动关系设置机床运动链树形图和机床模型如图16、图 17所示。
2)调用 CNC 控制文件(SIN 840D)。
3)根据NC代码中所指定的刀具规格和编号定义刀具列表并和刀具库文件中的刀具号建立映射关系。
4)创建毛坯,可以采用软件的绘图功能绘制毛坯,也可以将事先做好的毛坯STL模型文件调入部件树。
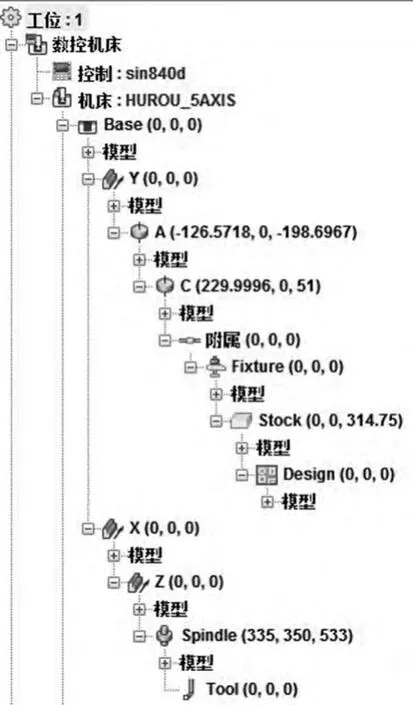
图16 运动链树形图

图17 机床切削模型图
5)设置工件坐标系,根据编程坐标系可知,工件坐标系的原点设置在毛坯顶面的中心。
6)调入Powermill后置处理好的NC程序。
7)开始加工仿真。仿真过程中,机床的运动状态与实际加工中机床运动状态相同,可以随时变换角度观察仿真情况,对机床、刀具以及夹具之间的干涉情况进行校验。大力神杯零件的加工仿真如图18所示。
8)仿真结果分析了零件有无干涉情况,有无过切、欠切等情况。若切削模型不理想,需要调整和更换NC程序,再次仿真加工,直至切削模型与设计原型一致,然后对程序进行优化。
9)将仿真优化后的程序传输到数控机床,进行实际切削加工,加工后的零件如图19所示。
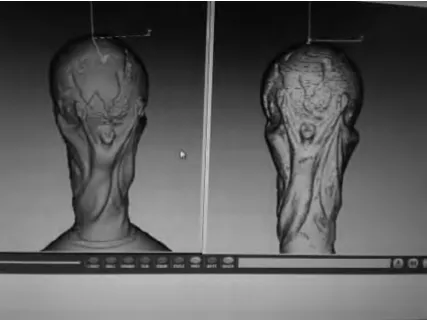
图18 仿真加工效果图
5 结语
本文以大力神杯零件为例,介绍了零件的工艺工装、Powermill软件编程的过程和Vericut软件仿真加工过程。提出了“3+2”定轴方式“偏置区域清除模型”加工策略进行开粗,提高了加工效率,选用曲面投影精加工方式对零件进行半精加工和精加工,保证零件加工精度。经Vericut仿真加工和实际切削验证,加工刀路是合理可行的,在零件的刀具路径设置过程中,通过将工作台倾斜使主轴与工件成一夹角,解决了在加工中主轴与夹具或工作台的干涉问题,同时还可以缩短刀具伸出长度,以提高刀具的刚性、提高加工精度及效率。
[1] 曹著明,马永旺.基于Powermill的五轴零件刀路设置[J].机床与液压,2014(4):13-16.
[2] 于斐,蒋玲玲.基于Vericut的整体叶轮五轴联动数控加工仿真[J].机械设计与制造,2010(7):159-160.
[3] 张久雷,张汝端.基于UG的大力神杯4轴数控加工技术[J].模具制造,2014(7):81-83.
[4] 张守军,成丽霞.基于Delcam软件中Powermill加工技术的应用[J].模具制造,2008(2):70-72.
[5] 沈自林,沈庆云,范彦斌.整体叶轮产品造型和数控加工研究[J].现代制造工程,2006(5):56-58.
[6] 陈光明.基于数控加工的工艺设计原则及方法研究[J].制造业自动化,2005(9):54-59,72.
[7] 杨晓琴,陶建华,刘晓初,等.面向电极加工的数控自动编程系统的开发[J].机床与液压,2011(6):12-15.
[8] 石皋莲.多轴数控编程与加工案例教程[M].北京:机械工业出版社,2013.
