成形砂轮跨齿磨削的应用
2015-02-18陕西秦川机床工具集团有限公司宝鸡721000姜永军杨利强
■陕西秦川机床工具集团有限公司 (宝鸡 721000) 姜永军 杨利强
成形砂轮跨齿磨削的应用
■陕西秦川机床工具集团有限公司 (宝鸡 721000) 姜永军 杨利强
摘要:从磨齿加工的工艺性出发,详细对比了单齿单片成形砂轮磨削和跨齿双片成形砂轮磨削的加工效率,同时兼顾齿面的加工质量,从磨齿原理和磨削对比试验出发进行工艺性攻关试验和总结,为齿轮生产制造厂家解决了加工效率低的问题。
齿轮在机械传动系统中的使用越来越普遍。目前,齿轮的精密加工主要以磨齿加工为主,主要方法有锥面砂轮磨齿机磨削(展成原理)、蜗杆砂轮磨齿机磨削(蜗杆蜗轮啮合原理)和成形砂轮磨齿机磨削(成形法)。成形砂轮磨齿机的成本较低,加工原理相对简单,随之应用也越来越广泛。
成形砂轮磨齿加工传统方法以完整的成形单齿磨削加工进行,但在实际应用过程中,由于齿面公法线余量大、径向余量大,就造成加工时间较长。而磨齿的加工效率和精度是齿轮生产制造厂商最关注的重要因素,提高效率、提高齿轮的加工精度是齿轮生产制造厂谋求发展、获得经济利益的关键。
1. 存在的问题
数控机床加工外啮合齿轮泵用直齿轮时间较长,程序中齿轮的详细参数为:模数m=5.0mm,齿数z=10,压力角α=20°,变位系数X=0.0,齿轮径向需下刀总量为1.29mm(单边)。粗磨总余量1.26mm,每次吃刀量0.03mm(从左往右0.03mm,从右往左0.03mm),进给速度4 000mm/min;精磨总余量0.03mm,每次吃刀量0.03mm(从左往右0.03mm,从右往左0mm),进给速度1 600mm/min。加工完整个工件用时19min36s,其中粗磨完修砂轮2次,修砂轮耗时1min40s。
2. 解决措施及办法
为了解决这一问题,我们决定加大每次的吃刀量和提高进给速度,吃刀量由原来的0.03mm变为0.045mm,进给速度由原来的4 000mm/min提高到6 000mm/min。采取此措施后,齿轮的表面不仅有明显的烧伤,且齿面粗糙度质量下降,齿面振纹明显。之后又更换大扬程的冷却泵,齿面烧伤减小了,但齿面振纹还是明显存在,此时的加工总时间为13min8s。之后,经过长时间的分析、讨论,决定改变磨削方案,由原来的单齿磨削改为跨齿磨削,磨削简图如图1~4所示。
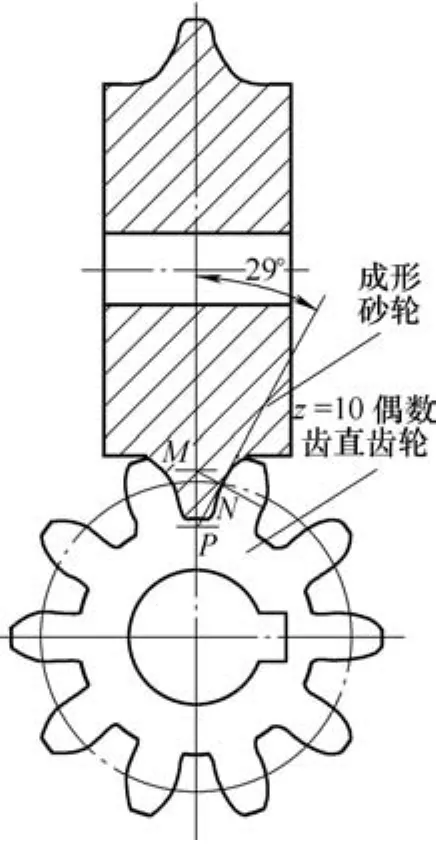
图1 偶数齿齿轮单齿磨削简图
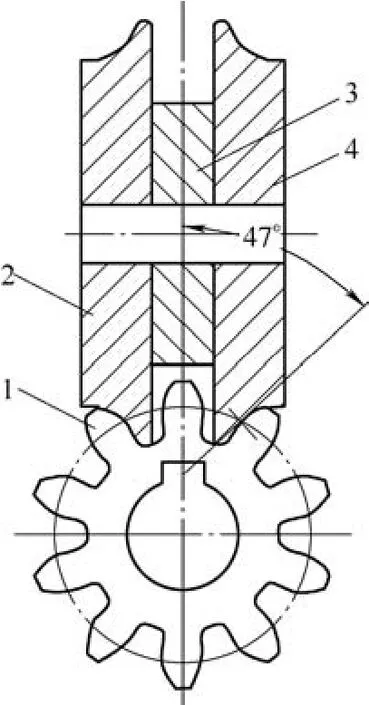
图2 偶数齿齿轮跨齿磨削简图
其中,图1和图2的齿轮为偶数齿,图3和图4的齿轮为奇数齿,无论齿数为偶数还是奇数,均可以进行跨1齿磨削,当然也可以跨2齿或多齿。跨齿数越多,要求砂轮的厚度越大,对于磨齿机主轴的要求就越
高,在实际解决问题的过程中,我们采用了跨1齿磨削,在两片砂轮之间增加了隔套,隔套的厚度为齿轮的毛坯齿厚+1mm(单边0.50mm),齿根圆直径df=(z-2.5)m,每齿对应的圆心角θ=360°/z,毛坯齿厚L的估算公式为
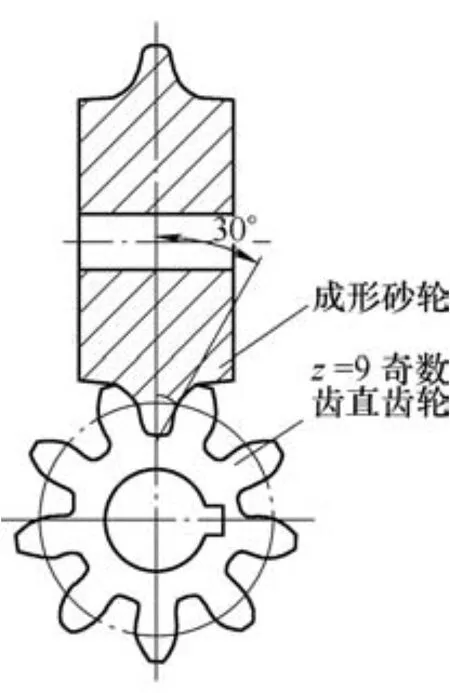
图3 奇数齿齿轮单齿磨削简图
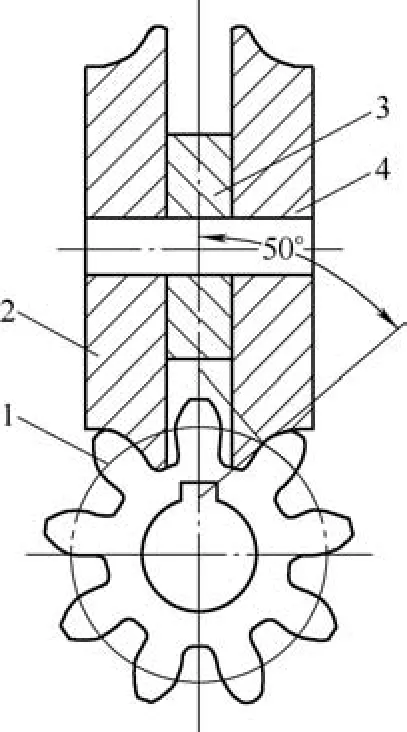
图4 奇数齿齿轮跨齿磨削简图

式中,rf为齿根圆半径(mm)。
代入数值可得
以上为计算值,在实际应用时,使用齿厚卡尺测量齿轮的毛坯齿厚,对于m=5mm、z=10、α=20°的齿轮,我们制作的隔套的实际厚度为11.50mm,隔套两端面平行度0.10mm以内。
对于m=5mm、z=10、α=20°的齿轮,在图1单齿磨削的情况下,当砂轮径向下刀量为0.03mm时,齿面的公法线减小量应当为0.014 54mm。具体计算如下

可得

在图2跨齿磨削的情况下,当砂轮径向下刀量为0.03mm时,齿面的公法线减小量应当为0.021 94mm。具体计算如下。

可得

经过两者的比较明显发现,在同样径向进刀量为0.03mm的情况下,显然第二种方法即图2、图4所示的加工量大,齿面的余量去除率大。
对于成形砂轮的修整,需要在原来的基础上,将原来的单齿两面分别对于工件中心进行坐标旋转就可以实现,详细如图5、图6所示,曲线的旋转通过CAXA2011软件实现。
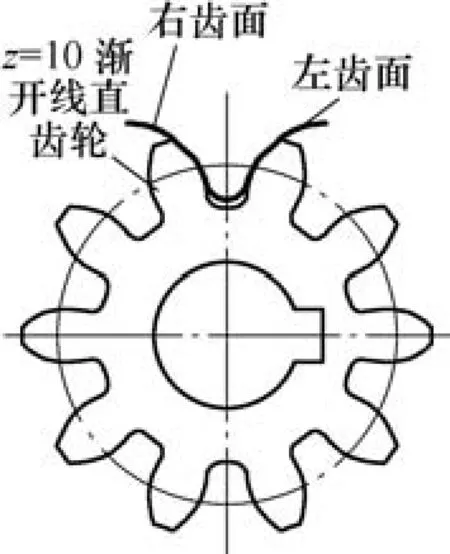
图5 渐开线砂轮磨齿简图

图6 旋转后砂轮截形磨削简图
用于该砂轮修整的数控磨齿机的修整轴为Y轴和Z轴,其中Z轴为上下运动,Y轴为前后运动,修整砂轮时通过两个直线轴的插补运动实现渐开线的拟合,齿轮渐开线拟合的方式为离散点的直线拟合。下面是走渐开线部分的原始程序:
G01 Z1.0000 Y0.0000
G01 Z0.9709 Y0.4297
G01 Z0.8840 Y0.8514
G01 Z0.0064 Y2.3107
G01 Z-0.3255 Y2.5852
G01 Z-2.3132 Y3.2346
G01 Z-3.6161 Y3.7523
...
G01 Z-8.1765 Y7.9974
G01 Z-8.2874 Y8.1538
G01 Z-9.5859 Y10.2705
G01 Z-9.6899 Y10.4670
G01 Z-10.0046 Y28.5000
点坐标导入CAXA2011时,文件名为*.dat,文件用记事本编写格式如下:
SPLINE
CLOSED
109
0,1,0
0.4297,0.9709, 0
0.8514,0.8840, 0
2.3107,0.0064, 0
...
28.5000 ,-10.0046,0
END
其中S P L I N E表示样条曲线,CLOSED表示曲线闭合,OPENED表示开曲线,109表示型值点个数,END表示点结束,点坐标分别为X,Y,Z,中间用逗号隔开。
图5为导入后的渐开线。在CAXA导入/导出曲线时使用X-Y平面,数控机床砂轮修整时使用Y-Z平面,Z轴为上下运动,Y轴为前后运动。
图6为旋转后的砂轮截形图,旋转时,绕工件回转中心旋转18°(360°/10/2),修整砂轮时,从砂轮对称中心往两侧修整。
对旋转后的曲线进行点输出时,用鼠标单击曲线,选中后右键单击,选择元素属性(E),出现记事本文件,文件名为:attribute.txt,可直接获得点坐标,从而完成跨齿成形砂轮的编程和修整。以下是跨齿砂轮修整的部分修整程序:
G01 Z18.842Y6.122
G01 Z18.737Y6.54
G01 Z18.689Y6.968
G01 Z18.699Y7.398
G01 Z21.905Y10.949
G01 Z21.96Y11.003
G01 Z22.016Y11.059
G01 Z22.072Y11.117
G01 Z22.13Y11.178
G01 Z25.155Y16.747
G01 Z25.611Y18.52
...
G01 Z25.774Y19.38
3. 结语
经过对m=5mm、z=10、α=20°的齿轮跨齿磨削,加工过程中其余参数保持不变,磨削的最终节拍为8min37s,达到了客户的技术要求。
通过成形砂轮的跨齿磨削,使得齿轮磨削的时间缩短为原来的43.96%,大大提高了加工效率,企业的经济效益显著增加。
参考文献:
[1]薛源顺. 磨工(技师、高级技师)[M]. 北京:机械工业出版社,2007.
[2] 西安交通大学机制教研室. 磨齿工作原理[M]. 北京:机械工业出版社,1997.
[3] 邵登君. YKS7336成形砂轮磨齿机使用说明书[E]. 宝鸡:秦川发展技术研究院,2013.
[4] 王文斌,林忠钦,严隽琪. 机械设计手册(3)[M]. 北京:机械工业出版社,2004.
[5] 胡仁喜. CAXA 2011从入门到精通(计算机辅助设计与制造CAD/CAM系列)[M]. 北京:机械工业出版社,2012.
专家点评

作为一家机床工具制造厂家的技术人员,作者改进齿轮磨削方案,由原来的单齿磨削改为跨齿磨削,缩短了齿轮磨削的时间,是一种提高效率的加工方法。
收稿日期:(20141224)
