面向资源与环境的生物基化学品技术创新与展望
2015-02-18徐鑫陈骁咸漠
徐鑫,陈骁,咸漠
(中国科学院生物基材料重点实验室,中国科学院青岛生物能源与过程研究所,山东 青岛266100)
面向资源与环境的生物基化学品技术创新与展望
徐鑫,陈骁,咸漠
(中国科学院生物基材料重点实验室,中国科学院青岛生物能源与过程研究所,山东 青岛266100)
生物基化学品是以可再生的生物质为原料,以生物细胞或酶蛋白为催化剂合成的产品。由于摆脱了对化石原料的依赖,同时避免了石油基产品制备过程的高能耗高污染,为了资源和环境的绿色、可持续发展,以可再生的生物质资源为原料,以生物转化技术制备化学品是未来发展的主要趋势。本文对目前国内外生物基化学品研发及生产概况进行综述,预测生物基化学品制造业将朝着为原料多元化、生物转化过程高效化、产品高值化的方向发展,针对生物转化过程高效化的关键科学问题进行深入探讨,提出生物学科与其他学科交叉融合是生物基化学品制造技术未来的发展方向,包括生物技术自身融合、生物与化工技术融合及生物与过程控制技术融合。
生物基化学品;制备技术;转化体系;学科融合
生物基化学品是指利用可再生的生物质(淀粉、葡萄糖、木质纤维素等)为原料生产的高需求量的大宗化学品和高附件值的精细化学品等产品。由于摆脱了对化石原料的依赖,同时避免了石油基产品制备过程的高能耗和高污染,基于资源和环境可持续发展的双重考量,以可再生的生物质资源替代不可再生的化石资源制备化学品是未来发展的主要趋势。据世界经济合作与发展组织预计,到2025 年,生物基化学品的产值将超过5000亿美元,占全部化学品的25%左右。
世界各国政府、跨国企业、研究机构均高度重视生物基化学品的研发和生产。欧盟发布“创新可持续发展:欧洲生物经济”战略,提出增加研发投入和开发生物基产品市场等内容。美国2012 年发布的“国家生物经济蓝图”将发展生物基化学品作为生物经济的主要内容之一[1]。我国政府自“九五”起就不断加大对生物基化学品的研发投入,“十二五”将生物产业作为大力发展和重点扶持的战略新兴产业,并出台相关财税政策扶持。全球范围内,能源及化工制造业正在从不可再生的“碳氢化合物”时代向可再生的“碳水化合物”时代过渡[2]。
2015年3月24日,中央政治局会议中首次提出“绿色化”的概念,即加快推动科技含量高、资源消耗低、环境污染少的产业结构和生产方式。生物转化技术的重金属、有机溶剂、化学助剂使用少,对化石资源依赖程度低,是符合“绿色化”标准的环保的生产方式。因此,应大力发展生物基化学品制备技术,并以此为基础,构建绿色新型产业结构和工业体系,逐步实现资源、环境及社会的可持续发展。
1 国内外生物基化学品研发与生产概况
生物质原料替代石油基原料、生物法替代化学法是国际化学品制造业发展的重点方向。近年来基因组学、蛋白组学、代谢组学及系统生物学等技术的进步,共同构建了化学品的生物合成通道。在各国政府政策和计划的鼓励和刺激下,英国石油公司(BP)、壳牌(Shell)、巴斯夫(BASF)、拜尔(Bayer)、杜邦(Dupont)、道化学(Dow Chemical)等大型跨国石油和化工集团斥巨资投入生物化工产业,发展面向生物制造的工业生物技术。目前已建立1,3-丙二醇、3-羟基丙酸、丁二酸、类异戊二烯、1,4-丁二醇、异戊醇、丙烯酸等传统石油化工产品的生物制造路线,生物合成技术已经或即将产业化[3-9]。全球生物基化学品技术迅猛发展,目前已成功合成生物概念橡胶、生化纤维及生物塑料等产品已进入产业化应用。随着绿色生物催化技术的进步,生物催化剂在化妆品、药物及其中间体,或其他精细化学品合成中的应用正逐步扩大[10-14]。部分跨国公司生物基化学品生产规模见表1。
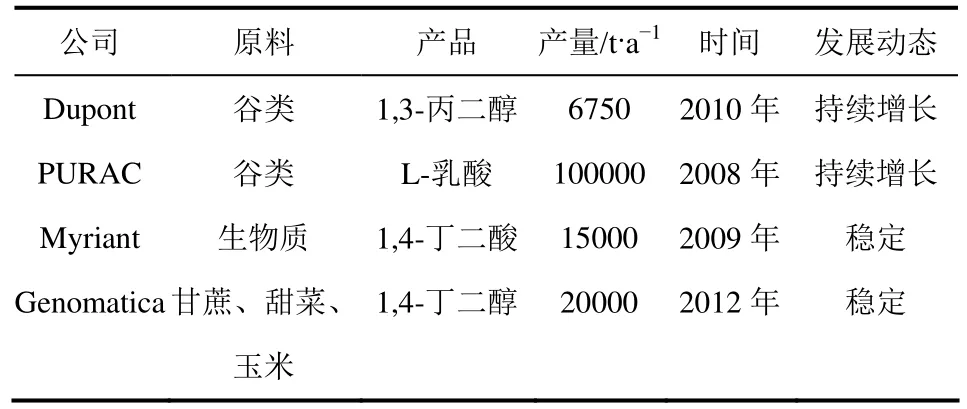
表1 部分跨国公司生物基化学品生产规模[15-18]
作为国家重点扶持的战略新兴产业,我国具备发展生物基化学品制造业的迫切需求与良好基础。在政府的支持及企业、研究机构的努力下,我国生物基化学品方面的研究取得了一些成果。例如,中国科学院青岛生物能源与过程所通过代谢工程技术在大肠杆菌中构建了异戊二烯的生物合成途径,形成具有自主知识产权的制造技术[4]。清华大学的1,3-丙二醇生物转化技术打破了杜邦等跨国企业的技术壁垒,并已与河南天冠集团等企业建成年产5000t的工业生产线[9,19]。南京工业大学与中国石化集团公司共同开发生物发酵法合成丁二酸技术,已建成1000t/a丁二酸生产中试装置[20-22]。安徽丰原格拉特乳酸有限公司是亚洲/大洋洲地区最大的L-乳酸生产厂家,年生产能力为30000t,可以为聚乳酸项目提供高质量乳酸单体[18]。
当前,工业生物技术已进入大规模产业化阶段,全球生物经济处于起步向快速发展的跃升期,生物制造产业势头强劲,已成为现代生物经济和生物产业发展的重点。然而,原料利用局限、产品种类单一、转化效率不高,是制约生物基化学品产业化的极大障碍,也是生物基化学品基础研究的关键攻关方向。加大生物基化学品的研发投入,培育与环境协调的高效生物炼制与生物转化体系,尽快与国际接轨,成为我国工业生物技术领域重要的战略任务。
2 生物基化学品发展与创新展望
2.1 原料利用多元化
原料成本占到生物基化学品总成本的30%~40%,乃至更高,开发价格低廉的多元化原料,是绿色化学品制备面临的重要任务。我国目前每年约有11×108t各类农林废弃物、15×108t畜禽粪便、1.6×108t城市垃圾、0.05×108t餐饮废油,另外还有1×108多公顷不宜耕种农田可用于种植能源植物,这些低劣生物质的可用量经不同转化途径得到的能源约折合10亿吨标准煤,是我国发展绿色化学品产业的重要的可持续资源[23-24]。此外,我国拥有丰富的煤炭资源,由煤炭而来的C1资源也是化学品转化的重要原料之一,这些都是对短缺的石油资源的有效补充。
图1示意了采用不同原料制备重要化学品丁二酸的合成路线[25-27]。以合成气、葡萄糖和丁烷为原料制备丁二酸的理论产率分别为92.2%、117%和203%,尽管合成气到丁二酸的原子利用效率较低,但是考虑其相对低廉的价格,较其他原料更具有优势。此外,合成气厌氧发酵还可转化为乙醇、丁醇、乙酸、乳酸、丁酸、2,3-丁二醇、丙酮等化学品,是极具潜力与竞争力的原料[28]。
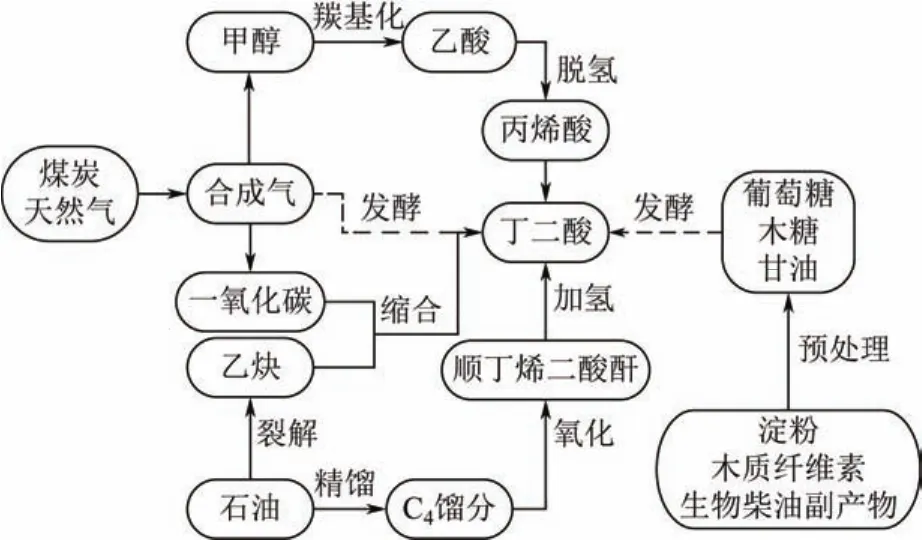
图1 采用不同原料制备丁二酸
采用两段式生物转化技术从废水中提炼生物能源与生物基化学品,是拓展原料来源的又一重要案例。该技术第一阶段通过水解、酸解微生物将废水中的有机物转化成有机酸、醇中间体;第二阶段利用特殊功能微生物合成其他高附加值化学品[29],技术路线见图2。对有机废水进行回用,一方面可以解决环境污染问题,另一方面降低了生物基化学品的成本。从资源利用、产品应用前景及经济性等角度看,有机废水是生物基化学品制造业值得探索的重要原料之一。

图2 以有机废水为原料合成生物基化学品
CO2是主要的温室气体,也是取之不尽的廉价碳源。我国2013年的CO2排放总量达到100×108t,居全球首位,如能有效利用,一方面可提高碳资源的利用率,一方面可缓解高排放的压力。以CO2为原料合成化学品、染料或高附加值材料,在国内外已有成功案例。例如,美国Michael Adams课题组构建成功可利用CO2和H2生成3-羟基丙酸甲酯的微生物,该研究结果已发表于PNAS杂志[30]。中国科学院天津工业生物技术研究所马延和课题组通过构建光合蓝细菌,实现以CO2为底物,生物合成酸、醇、酮等典型化学品,为化学品的原料拓展提供了新的思路[31-32]。
2.2 生物转化体系高效化
生物转化技术制备化学品具有绿色、可持续的特点,是发展低碳经济的关键技术。以生物转化技术应用于大规模能源、材料、化学品的制造,是传统化石经济向低碳经济过渡的必要工具,也是转变经济增长模式,保障社会可持续发展的有效手段。目前开发较好的生物基化学品有1,3-丙二醇、L-乳酸等[33-34]。然而,相对于建立在“三苯三烯”基础上已完全成熟的传统化工体系,建立在糖类醇类为构筑单元的生物基化学品工业还很年轻,有很大发展空间,许多平台化合物的生物合成方法还不成熟,存在合成效率不高、分离纯化困难、难于产业化等问题,而理想的绿色工业技术应满足高转化率、高选择性、易分离等特点。通过汲取传统生物技术与其他技术之长,实现学科的创新与交叉融合,提高生物催化体系的催化效率及耐受性,提升生物基化学品制备技术的产业化能力,是未来生物转化技术的重要发展方向,包括生物技术自身融合、生物与化工技术融合及生物与过程控制技术融合。
提升微生物的催化效率是实现高效生物转化体系的核心。由于体内的各类反应并非孤立存在,而是在复杂代谢网络中,受到胞内的各项调控与制约,因此基于单一途径代谢改造的方法常常达不到理想催化效率或者无法构建复杂的合成路线。近年兴起的合成生物学通过转录组学、蛋白组学、代谢组学等相关学科的融合,可较好地解决这个问题。通过合成生物学技术,可从全细胞代谢网络角度改造、优化或从头创建具有特定功能的人工生物转化体系,提高细胞的生物制造能力及对目标产物的耐受能力,是构建高效生物转化体系的创新技术(见图3)。异丁醇的生物合成是人工生物转化体系构建的经典案例。传统化工过程制备异丁醇,通常以石油为起始原料,通过丙烯羰基合成法生产,工艺繁琐,催化剂价格高。美国加州大学洛杉矶分校James Liao课题组利用构建启动子元件、基因敲入、代谢途径替换等手段,在大肠杆菌中重构了异丁醇的合成途径:首先由2-酮酸脱羧酶催化2-酮异戊酸脱羧生成异丁醛,然后由乙醇脱氢酶催化,将异丁醛还原为异丁醇。该菌株在常温常压下以葡萄糖为原料合成高级醇及其衍生物,避免了传统化学法催化剂成本高、工艺复杂等问题。该工作发表于Nature杂志,并在次年由杜邦公司应用于生产[8,35]。抗癌药青蒿素前体青蒿酸的生物合成是合成生物学应用的又一例证。加州大学伯克利分校的Keasling课题组通过合成生物学方法设计、重组并优化人工生物转化体系,在酵母菌中构建了青蒿酸的生物合成途径,青蒿酸产量达到25g/L,实现了生物发酵法的低成本生产[36]。
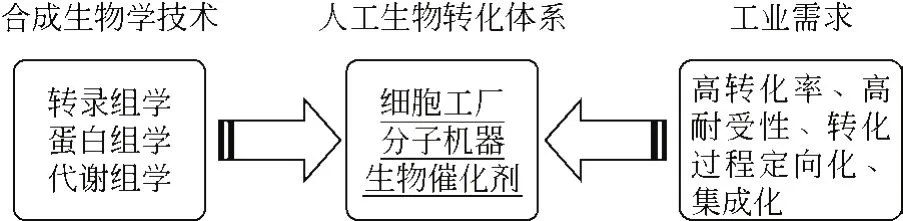
图3 人工生物转化体系构建
充分发挥生物、化工技术的优势,使传统化工与生物转化过程有效融合,是提高反应体系转化效率的又一创新思路。化学品制备过程的多步反应可以通过化学过程或生物过程实现,两种方式可以分解或集成,根据每步反应的效率、绿色、成本、放大等问题选择所使用的过程。采用两段式制备戊内酯是生物-化学分步反应的典型案例。该技术第一阶段利用重组大肠杆菌为生物催化剂发酵合成甲羟戊酸,并萃取出来,第二阶段将甲羟戊酸酯化生成β-甲基-δ-戊内酯,然后聚合成嵌段共聚物用于橡胶合成。以生物发酵过程与有机化学结合,充分发挥两种技术优势,达到绿色、高效合成化学品的目的(见图4)。该工作已发表于PNAS杂志[37]。美国杜邦公司采用类似的生物-化学分步反应合成聚酯材料PTT,即首先以工程菌发酵生成1,3-丙二醇单体,然后化学聚合生成PTT。以玉米淀粉为原料采用生物-化学法制造PTT的总成本低于环氧乙烷羰基化法、丙烯醛水合氢化法等传统石化路线,且能耗降低25%。杜邦公司因此荣获美国绿色化学总统奖[9,38]。
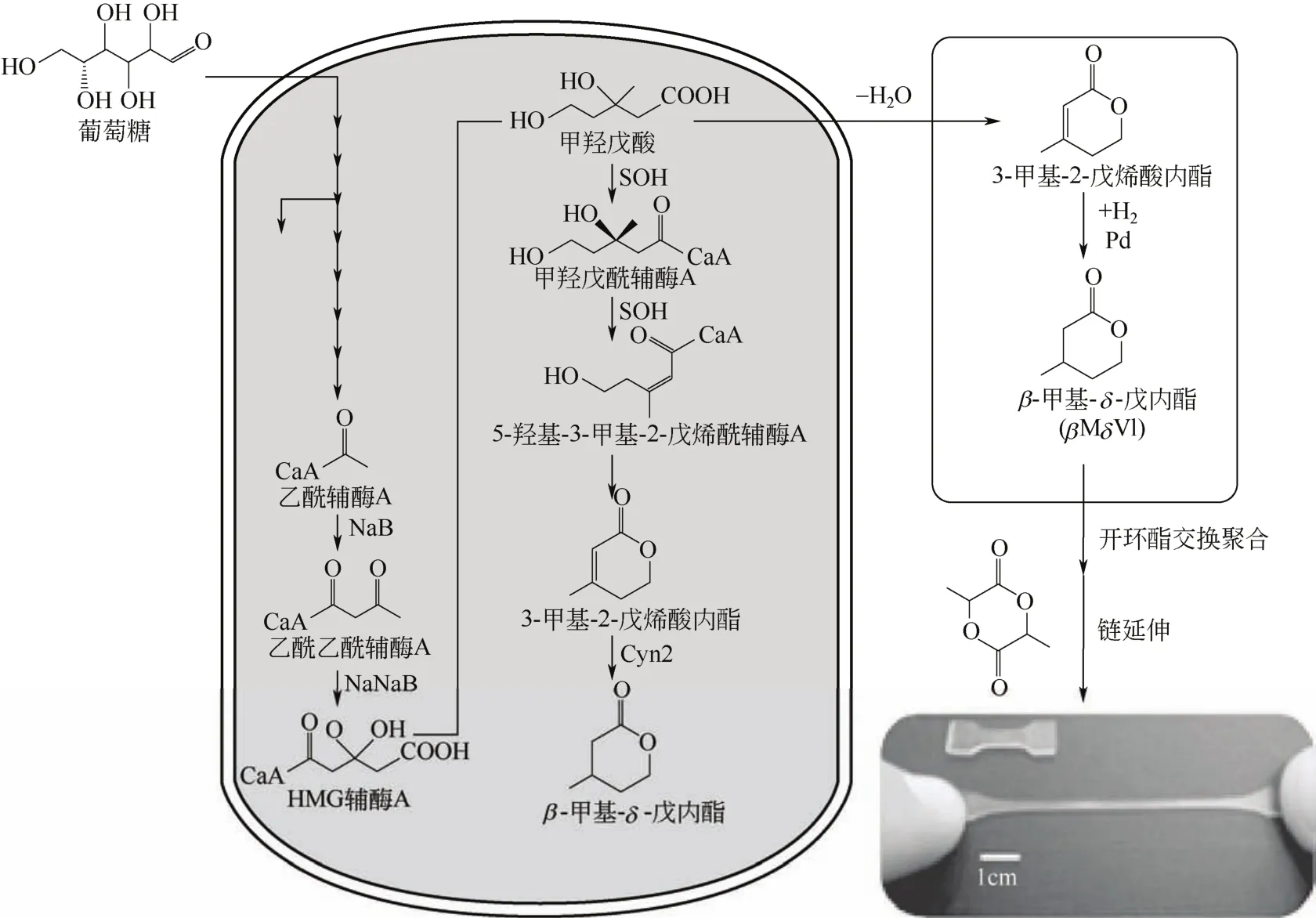
图4 两段式生物-化学技术合成戊内酯聚合物
综合生物过程与化工过程的优势,将两种学科有机融合、集成,是提高转化效率,实现原子经济性高,选择型好的绿色反应过程的又一方式。以纤维素水解催化剂为例,催化剂与纤维素表面作用与调控以及提高纤维素分子与催化剂的可及度是实现纤维素高效水解的关键,以生物酶与底物的作用机制为指导开展化学催化剂的结构优化,通过对酸性催化剂的设计,制备仿酶酸性共聚高分子以及可分离纳米固体酸催化剂,实现酸性催化位点在纤维素表面富集,可有效提高化学催化剂的选择性[39](见图5)。反应分离耦合技术是生物-化工技术集成的另一案例。该技术利用表面活性剂在水溶液里形成50~100nm大小的胶束,作为贵金属催化反应的纳米反应器。其反应浓度高,速率快;产品产率高,可直接分离;催化剂可重复使用,活性降幅小。该技术可利用不纯的化合物作为原料,拓展了更多选择性方法,拓展了能在水相中催化的催化剂,拓展了低耗能的分离技术,拓展了多组分体系的转化方法——将从生物质中得到的多组分体系直接转化为所需的多组分产品[40]。加州大学圣巴巴拉分校的Lipshutz教授因此获得了2011年第十六届美国总统绿色化学挑战奖的学术奖。
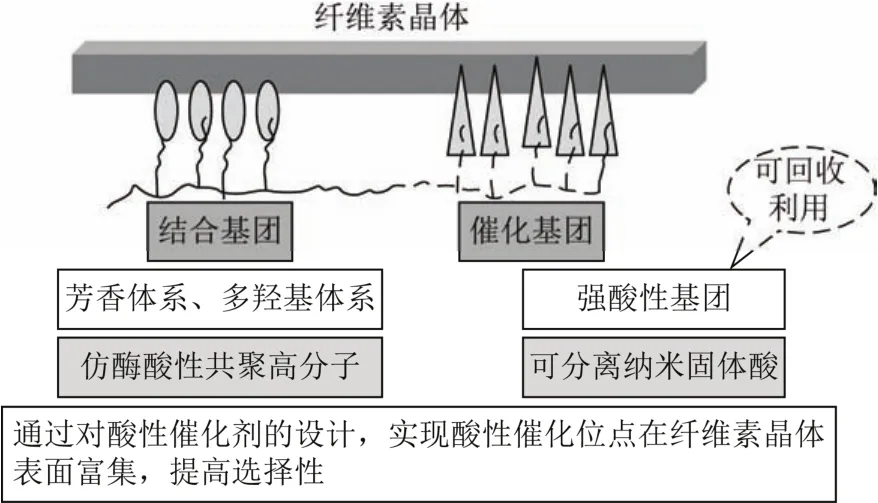
图5 纤维素水解催化剂设计思路
较低的生产强度是制约生物基化学品产业化的瓶颈。强化生物转化过程控制,将生物技术与过程控制技术集成,是提高工业生物转化效率的重要手段。其核心问题是物质/能量微观传递规律及其与反应过程的协同机制。由于微生物发酵在气-液-固三相体系中进行,当达到一定培养密度时,发酵液呈高密度及高黏度状态,其物质、能量传递速率及均衡度与细胞的生长代谢、底物利用及产物生成均处于动态变化中,且实时相互作用,因此生物转化过程的工程化控制具有高度复杂性。引进现代控制理论,建立以过程工程为基础的动力学模型,对操作单元即生物反应器进行控制与优化,是提升转化效率的研究方向。如采用计算机在线数据采集系统对发酵过程进行控制,应用遗传算法或神经网络对生物过程局部或全局进行优化和模拟,利用混沌算法对经验数据进行修正或延伸扩展等。清华大学程易课题组[41-43]利用红外光纤探头及离子成像测速技术,研究了搅拌反应器的流场及气-液-固三相体系中物质传递特性,并建立了模拟流动模型,揭示了细胞等固体颗粒的运动规律,为生物反应器的优化设计提供了理论支持。具体到工业化生产中,主要通过生物技术与过程工艺集成,发展高性能搅拌反应器和设计非搅拌式新型高效反应器来提高工业生物过程转化效率。如美国Chemineer公司研发的轮轴式搅拌桨,可有效避免发酵体系的表面张力及搅拌剪切力,保证高密度发酵的传质效率,提高产能20%~30%[44]。
2.3 产品高值化
当前,部分大宗化学品同质化竞争严重,同时面临一定程度的产能过剩。而高端化学品,如新型化学品、专用化学品、新材料等短缺,其中化工新材料及部分单体缺口突出,发展空间较大。据美国IHS 化学咨询公司预测,2010—2015年全球高端化学品年均需求增长率保持在3.5%左右,整体高于大宗化学品增长水平,在亚洲和新兴地区的高端化学品需求增速将高达10%~15%[45],我国高端化学品进口依存度见表2。传统化工产品产能过剩与高端专用化学品缺乏的矛盾日益突出,化工行业的结构性失衡局面日益突显。结合化工产业绿色化的环境需求,瞄准高附加值的产品开发,是未来生物基化学品技术发展的重要方向。强化生物基高端化学品的研究和布局,包括特种橡胶、特种工程塑料、新型复合材料、表面活性剂、精细化工(如手性化合物等)等领域进行技术开发和生产,加大研发投入力度,开发新型、高性能产品。高端化学品制造的核心是其中间体及聚合单体的生产技术。例如,高品质的长链二元酸是制约生物基尼龙(即生物基聚酰胺)生产的瓶颈,因此,为获得高性能生物基尼龙,精制长链二元酸的研发尤为重要。

表2 部分专用化学品进口依存度(2013年)
3 结 语
基于工业生物技术的生物基化学品产业是保障环境、经济与社会协调永续发展的重要支撑,将为实现低碳经济与绿色化工业可持续发展提供助力。推动我国生物基化学品产业的发展,可以此为牵引,从产业链上游形成国际竞争力,促使传统化工制造业向着规模化、集成化、绿色化发展。生物基化学品制备工业的发展将给基础产品加工业带来根本性的变革,并将极大地影响一个国家的经济地位以及资源、环境安全。
结合世界科技发展前沿和我国国情,我国的生物基化学品制备技术要走有中国特色的发展道路,特别要考虑资源的融合、过程的环境效益和产品的经济效益。通过科技创新,突破生物基化学品开发中制约产业发展的核心技术,提高规模化、产业化能力与产品竞争力,构建从可再生原料到终端制品的全产业链,建立良好的产业发展环境,从而推动我国生物基化学品产业整体水平向前发展。
[1] 陈方,邓勇. 工业生物制造技术进入世界先进行列[J]. 中国科学院院刊,2013,28(5):618-621.
[2] 陈洪章,邱卫华,邢新会,等. 面向新一代生物及化工产业的生物质原料炼制关键过程[J]. 中国基础科学,2009(5):32-37.
[3] 马延和. 合成生物学及其在生物制造领域的进展与治理[J]. 科学与社会,2014,4(4):11-25.
[4] Yang Jianming,Zhao Guang,Sun Yuanzhang,et al. Bio-isoprene production using exogenous MVA pathway and isoprene synthase inE.coli[J].Bioresource Technology,2012,104:642-647.
[5] Murali M R,Singaravelu Vivekanandhan,Manjusri Misraa,et al. Biobased plastics and bionanocomposites:Current status and future opportunities[J].Progress in Polymer Science,2013,38(10-11):1653-1689.
[6] Raj S M,Rathnasingh C,Jo J E,et al. Production of 3-hydroxypropionic acid from glycerol by a novel recombinantEscherichia coliBL21 strain[J].Process Biochem.,2008,43:1440-1446.
[7] Cheng K K,Zhao X B,Zeng J,et al. Biotechnological production of succinic acid:Current state and perspectives[J].Biofuels Bioprod Biorefining,2012,6(3):302-318.
[8] Atsumi S,Hanai T,Liao J C. Non-fermentative pathways for synthesis of branched-chain higher alcohols as biofuels[J].Nature,2008,451:86-90.
[9] Bhatia S K,Kurian J V. Biological characterization of Sorona polymer from corn-derived 1,3-propanediol[J].Biotechnology Letters,2008,30(4):619-623.
[10] Yue Y,Lian J N,Tian P F,et al. Cloning of amidase gene from Rhodococcus erythropolis and expression by distinct promoters inBacillus subtilis[J].Journal of Molecular Catalysis B:Enzymatic,2009,56(2):89-95.
[11] Nallia S,Coopera D G,Nicellb J A. Metabolites from the biodegradation of diester plasticizers byRhodococcus rhodochrous[J].Science of the Total Environment,2006,366(1):286-294.
[12] Vishal S,Nikki G,Datta M. Lactic acid fermentation in cellrecycle membrane bioreactor[J].Applied Microbiology and Biotechnology,2006,128(2):171-184.
[13] Adrie J J,Susana S,Telma T F,et al.Feasibility of acrylic acid production by fermentation[J].Applied Microbiology and Biotechnology,2005,67(6):727-734.
[14] Michael S,Barbel K. Roland W S W,et al. 3-Hydroxypropionic acid as a nematicidal principle in endophytic fungi[J].Phytochem.,2004,65:2239-2245.
[15] 红枫. 生物质化工产品拓展开发和应用[J]. 精细化工原料及中间体,2009(3):35 - 40.
[16] 钱伯章. Myriant公司以非食物的纤维素为原料生产琥珀酸和乳酸[J]. 橡塑资源利用,2011(5):48.
[17] 李雅丽. 美国Genomatica公司推进生物基1,4-丁二醇/丁二烯工业化进程[J]. 石油化工技术与经济,2011,27(5):56.
[18] 谭天伟,苏海佳,杨晶. 生物基材料产业化进展[J]. 中国材料进展,2012,31(2):1-6.
[19] 刘宏娟,杜伟,刘德华. 生物柴油及1,3-丙二醇联产工艺产业化进展[J]. 化学进展,2007,19(s2):1185-1189.
[20] Bao H J,Liu R M,Liang L Y,et al. Succinic acid production from hemicellulose hydrolysate by anEscherichia colimutant obtained by atmospheric and room temperature plasma and adaptive evolution[J].Enzyme Microb. Technol.,2014,66:10-15.
[21] Wang D,Li Q,Yang M H,et al. Efficient production of succinic acid from corn stalk hydrolysates by a recombinantEscherichia coliwith ptsG mutation[J].Process Biochem.,2011,46:365-371.
[22] Wang C,Zhang H L,Cai H,et al. Succinic acid production from corn cob hydrolysates byenetically engineered corynebacterium glutamicum[J].Appl. Biochem. Biotechnol.,2014,172(1):340-350.
[23] 陈国强,陈学思,徐军,等. 发展环境友好型生物基材料[J]. 新材料产业,2010(3):54-62.
[24] 马延和. 生物炼制细胞工厂:生物制造的技术核心[J]. 生物工程学报,2010,26(10):1321-1325.
[25] Litsanov B,Brocker M,Oldiges M,et al. Succinic acid//Bioprocessing of Renewable Resources to Commodity Bioproducts[M]. New York:John Wiley & Sons,Inc.,2014:435-472.
[26] Beauprez J J,de Mey M,Soetaert W K. Microbial succinic acid production:Natural versus metabolic engineered producers[J].Process Biochem.,2010,45(7):1103-1114。
[27] Bengelsdorf F R,Straub M,Durre P. Bacterial synthesis gas(syngas)fermentation[J].Environ. Technol.,2013,34:1639-1651.
[28] Burk M J,Schilling C H,Burgard A P,et al. Methods and organisms for utilizing synthesis gas or other gaseous carbon sources and methanol:US,8323950 B2[P]. 2011.
[29] Li W,Yu H. From wastewater to bioenergy and biochemicalsviatwo-stage bioconversion processes:A future paradigm[J].Biotechnol. Adv.,2011,29:972-982.
[30] Keller M W,Schut G J,Lipscomb G L,et al. Exploiting microbial hyperthermophilicity to produce an industrial chemical,usinghydrogen and carbon dioxide[J].PNAS,2013,110(15):5840-5845.
[31] Jin H,Chen L,Wang J,et al. Engineering biofuel tolerance in non-native producing microorganisms[J].Biotechnology Advances,2014,32(2):541-548.
[32] Zhou J,Zhang H,Zhang Y,et al. Designing and creating a modularized synthetic pathway in cyanobacteriumSynechocystisenables production of acetone from carbon dioxide[J].Metabolic Engineering,2012,14(4):394-400.
[33] 蒋剑春. 生物质能源转化技术与应用(Ⅰ)[J]. 生物质化学工程,2007,43(3):59-65.
[34] 何鸣元,孙予罕. 绿色碳科学——化石能源增效减排的科学基础[J]. 中国科学:化学,2011,41(5):925-932.
[35] Liao J C,Brynildsen M P. An integrated network approach identifies the isobutanol response network ofEscherichia coli[J].Molecular Systems Biology,2009,5(1):277.
[36] Keasling J D. Manufacturing molecules through metabolic engineering[J].Science,2010,330(6009):1355-1358.
[37] Xiong Mingyong,Schneiderman Deborah K,Bates Frank K,et al. Scalable production of mechanically tunable block polymers from sugar[J].PNAS,2014,111(23):8357–8362.
[38] Otero J M,Cimini D,Patil K R,et al. Industrial systems biology of Saccharomyces cerevisiae enables novel succinic acid cell factory[J].PLOS ONE,2013,8(1):e54144.
[39] Li X,Jiang Y,Li S,et al. Sulfonated copolymers with SO3H and COOH groups for the hydrolysis of polysaccharides[J].J. Mater. Chem.,2012,22:1283-1289.
[40] Gladysz J A. Award winning green organometallic chemistry:The Presidential Green Chemistry Challenge[J].Organometallics,2011,30:6059-6059.
[41] Wang W T,Zhao S F,Shao T,et al. Visualization of micro-scale mixing in miscible liquids using μ-LIF technique and drug nanoparticle preparation in T-shaped micro-channels[J].Chemical Engineering Journal,2012,192:252-261.
[42] Bao Y Y,Chen L,Gao Z M,et al. Temperature effects on gas dispersion and solid suspension in three phase stirred reactor[J].Industrial & Engineering Chemistry Research,2008,47(12):4270-4277.
[43] Wu C N,Cheng Y,Ding Y L,et al. CFD-DEM simulation of gassolid reacting flows in fluid catalytic cracking(FCC)process[J].Chemical Engineering Science,2010,65(1):542-549.
[44] 谭天伟,元英进,程易,等. 工业生物技术的过程科学基础研究[J].中国基础科学,2009(5):21-26.
[45] 谢在库,刘志成,王仰东. 面向资源和环境的石油化工技术创新与展望[J]. 中国科学:化学,2014,44(9):1394-1403.
·产品信息·
浙江力普纳米级碳酸钙粉碎生产线成省级技术创新项目
浙江省科技厅公布了“2014年度省科技型中小企业技术创新项目清单”,中国粉碎技术领航者——浙江力普粉碎设备有限公司承担的“低成本、节能和无污染纳米级碳酸钙的粉碎成套生产线”榜上有名, 列入2014年度省级科技计划。与此同时,该生产线在“2014中国碳酸钙行业专家组工作年会”上,经专家评审、企业答辩,最后全票通过,成为中国碳酸钙行业协会专家组唯一向全行业推荐应用的节能降耗纳米碳酸钙粉碎设备。这是该生产线继获得国家发明专利、列入浙江省新产品和科技创新专项资金支持之后的又一殊荣。
该生产线的创新之处在于自主研发了旋风粉碎机、分级机、集料装置、除尘装置、回料回风装置等设备,优化布置组成用于纳米碳酸钙粉碎的成套生产线,实现了粉料超细粉碎的连续、高效和清洁生产。该生产线能耗低、噪声小,其解聚后的纳米碳酸钙的粒径分布均匀。核心技术已申请7项国家专利保护,处于国内领先水平。整条生产线集粉碎、分级、集料、除尘于一体,处于封闭状态下完成,不会产生粉尘污染,清洁环保,实现纳米钙的规模化生产。
该生产线在业界广泛使用,口碑良好。特别受到上市公司山西兰花集团的充分肯定,评价这条线产线能耗低、产量大、细度集中、振实密度好,是进行纳米碳酸钙的活化、分散、粉碎处理的理想设备。
目前,该生产线畅销山西、安徽、山东、四川、广东、江西等省,远销俄罗斯、日本、中东等国家和地区,深受客商的青睐。
咨询热线:13806745288,13606577969
传真:0575-83152666
E-mail:zjleap@163.com
力普网站:www.zjleap.com
Bio-based chemicals technology innovation and prospects facing resource and environment challenges
XU Xin,CHEN Xiao,XIAN Mo
(CAS Key Laboratory of Biobased Materials,Qingdao Institute of Bioenergy and Bioprocess Technology,Chinese Academy of Sciences,Qingdao 266100,Shandong,China)
Bio-based chemicals are synthesized from sustainable and renewable biomass by biological catalysts. The superiorities of the new industrial mode are obvious,such as independence of fossil resources,and avoidance of energy consumption and pollution. Taking account of the sustainable development of resource and environment,green synthesis will dominate in future bio-based chemicals manufacturing,i.e. using renewable biomass to substitute fossil resources. In this article,development of bio-based chemicals was reviewed from the aspects of research and industrialization. In the future,bio-based chemicals technology will be diversified in terms of feedstocks,efficient transformation systems and high-valuable products. The key scientific problems related to high-effective bio-transformation process was discussed,together with the future development direction of bio-based materials production,which combined biological technology with other technologies (e.g. biology,chemical or process control).
bio-based chemicals; preparation technology; transformation system; discipline integration
T 19
:A
:1000-6613(2015)11-3825-07
10.16085/j.issn.1000-6613.2015.11.001
2015-04-08;修改稿日期:2015-05-19。
中国科学院重点部署项目(KGZD-EW-606-1-3)及山东省科技发展计划项目(2014GGF01070)。
徐鑫(1981—),女,助理研究员。联系人:咸漠,研究员,从事生物化工领域研究。E-mail xianmo@qibebt.ac.cn。
