ABB 800xA 在水泥生产线原料磨车间中的应用
2015-02-16黄华潘周廷美莫易敏
黄华潘,周廷美,莫易敏,郑 双
(武汉理工大学,机电工程学院,湖北 武汉 430070)
ABB 800xA 在水泥生产线原料磨车间中的应用
黄华潘,周廷美,莫易敏,郑 双
(武汉理工大学,机电工程学院,湖北 武汉 430070)
针对某公司一条水泥生产线的控制需求,介绍了ABB 800xA系统在水泥原料磨生产线中的应用。在ABB 800xA系统的Control Builder M软件中进行编程,采用FBD功能块语言,在集成环境下进行硬件、软件和网络的组态。以ABB AC800M为主控制器,并在Graphic Builder软件中进行生产线画面的绘制。整个水泥生产线原料磨控制系统已经通过业主公司的FAT验证,实现了水泥原料磨生产线的全自动控制。
800xA系统;原料磨;FBD语言;水泥生产线
水泥生产是一个连续复杂的过程,生产环节和控制对象多,易受外界环境影响。随着计算机控制技术的发展,对水泥厂自动化程度的要求越来越高。水泥原料磨生产又是水泥生产中至关重要的一环,直接影响到水泥的质量,原料磨生产线控制设备多而复杂。某水泥厂原料磨生产线日产熟料2 500 t,控制系统是在ABB 800xA 集成系统上设计而成的,ABB 800xA系统采用了对象属性的结构,将编程软件、流程图画面软件、信息管理、过程控制和现场仪表等集成在一个架构下,共用一个平台,并使用工业以太网和现场总线技术组建通信网络结构。系统采用自带封装的Control Module模块,并遵循IEC61131-3标准的FBD功能块语言编程,编程软件为Control Builder M,并在Graphic Builder流程图画面软件中绘制生产线监控画面。原料磨采用德国莱歇立磨,设计生产能力为200 t/h,莱歇立磨粉磨效率高、耗能小、工艺简单、烘干能力强。在原料磨生产线中对主要设备磨机的控制至关重要,需要实时监控生产过程变量,当运行中出现异常时自动调停[1]。在通信连接中,现场总线具有结构集约化、控制精确、便于维护、抗干扰能力强、电机控制智能化等优点[2]。
1 水泥原料磨生产线工艺
整条水泥生产线包含原料磨、煤磨、窑头和窑尾4大部分,其中原料磨是水泥生产线中最为复杂的环节。水泥原料磨生产线是将石灰石、黏土、铁矿石等原料进行配比输送到原料磨中进行磨辊研磨形成粉末烘干,经选粉机、旋风筒并由空气斜槽运输至生料库进行储存。该项目中水泥原料磨生产工艺包括配比喂料系统、原料磨润滑系统、原料磨废料运输系统、原料磨风路循环系统、原料磨液压系统、原料磨主电机、原料磨注水系统、生料运输与储存这8大环节,原料磨工艺流程如图1所示。
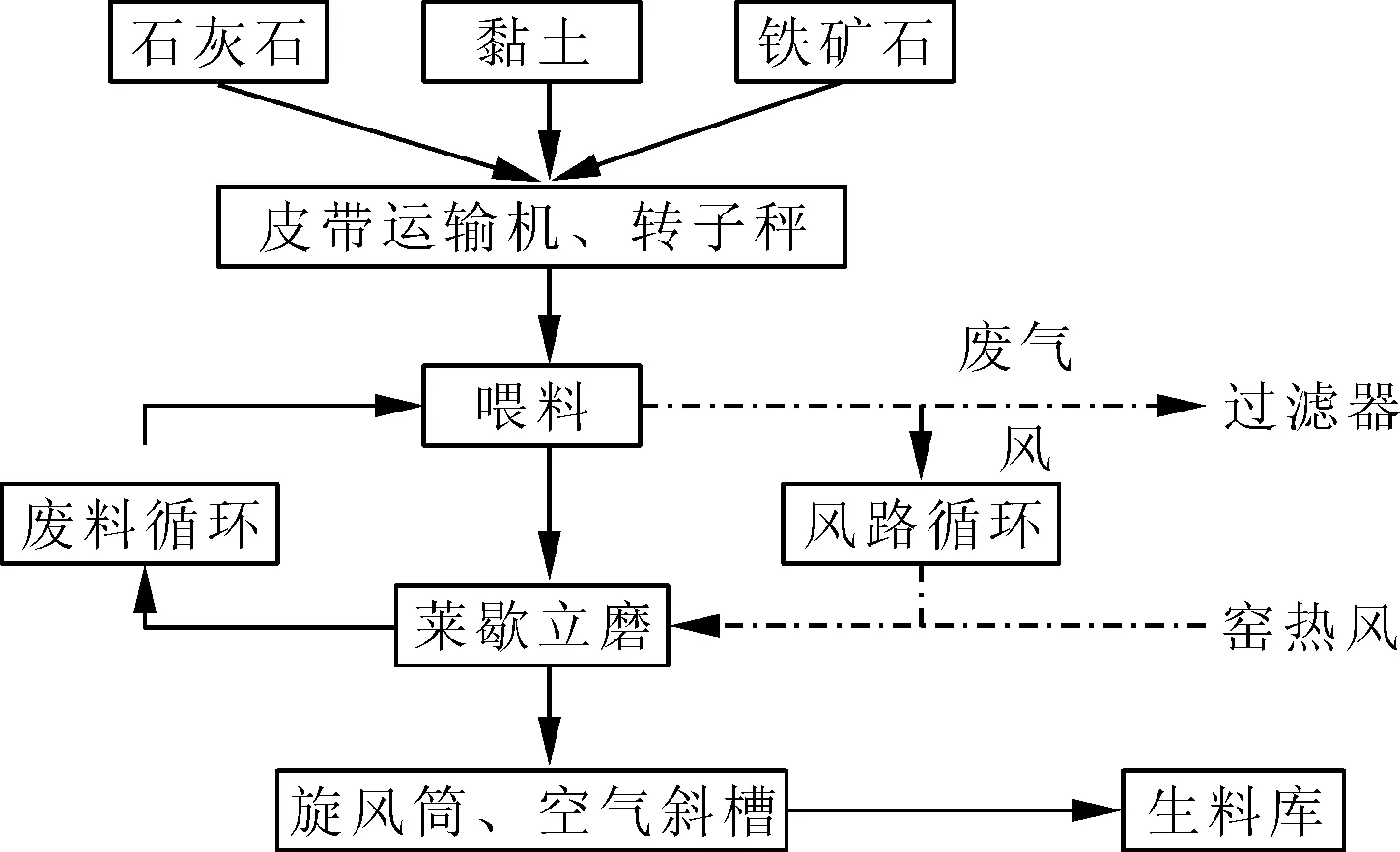
图1 原料磨工艺流程图
(1)配比喂料系统。将石灰石、黏土和铁矿石按照一定比例进行配比,物料分析仪根据生产质量要求调节物料配比,根据这3种物料的配比比例,使用HASLER秤和史密斯转子秤对3种物料的流量进行监测控制,总的喂料量采用PID控制,通过调节原料磨中进出口的压力差来调节总的喂料量速度,当压差高时,表明总的喂料量大,反之则说明喂料量过小。
(2)原料磨润滑系统。该系统包含6个润滑部分,分别为主齿轮箱润滑、磨辊机械摇臂润滑、磨辊润滑系统HSMS1(1+3号辊)、磨辊润滑系统HSMS2(2+4号辊)、选粉机干油脂润滑和选粉机油润滑。
(3)原料磨废料运输系统。废料运输系统实际上是一个废料循环,一方面把选粉机筛选出来的粗料再次通过金属探测仪去除金属物后,用提升机再次回到喂料系统送入磨中研磨成细粉末;另一方面是将喂料去除的金属废料经过二次检测,留下可以粉磨的物料,余下的废料与磨中检测的废料一起堆放,用卡车运走。
(4)原料磨风路循环系统。风路循环主要是外部和里面空气循环交换的一个过程,主要有磨机经旋风筒被系统风机排出的一部分废气和一部分需要回到磨机入口的空气,另外还有一部分从窑输送来的热风来保持窑内气体温度,还有需要调节磨内温度需要的外部冷空气。风路系统保持了磨内温度压力在一个合适值,出入口温度压力及系统风机流量均有PID模块控制调节。
(5)原料磨液压系统。液压系统的作用主要是控制磨辊的抬起或落下,主电机运行且处于喂料时,磨辊落下进行碾磨原料成粉状送入选粉机进行筛选。若主电机停机或者喂料停止,磨辊需马上抬起,以保证设备安全。液压系统通过控制液压油回路的压力实现磨辊的起落。
(6)原料磨主电机。这一环节由磨主电机和用于检修的辅助电机组成,当润滑系统和液压系统开启喂料进行时,磨主电机运行,辅助电机运行时不工作。
(7)原料磨注水系统。注水系统由一个注水泵和两个电磁阀组成,注水泵为变频电机,通过控制注水泵的转速和电磁阀的开启控制注水流量,达到控制出口温度的目的,注水流量由PID控制。
(8)熟料运输与储存。原材料经研磨进入选粉机筛选到旋风筒排出废气后,倒给料机经多层空气斜槽入生料库,生料库容量为8 000 t。
2 程序编写及上位机画面绘制
在ABB系统Control Builder M中进行编程,CBM是一个编程工具,包括程序编辑器、硬件结构组态和用于控制器应用的标准库,分别为Controllers、Applications和Libraries,具有强大的编程功能。支持的5种编程语言均遵循IEC61131-3标准,分别为ST(结构化文本)、IL(指令表)、FBD(功能块图)、SFC(顺控图)和LD(梯形图)[3]。同时也提供了CBM特有的编程语言Control Module(控制模块),包含工业控制编程所需的电机块、阀门块、模拟信号块、PID模块等系统封装好的模块,在编程时根据工艺流程反复调用这些模块,配置相应信息,大大提高了编程的效率,使设备的启停和联锁变得简单。其余信号之间、信号设备之间、设备与设备之间等生产联锁采用在模块外组内用编程语言写控制程序。整个项目采用项目树的结构,简单清晰,可以方便地进行导航。CBM提供了大量的在线功能用于程序的测试、修改和在线调试,可以在线查看IO通道和变量的状态等。使用上述CBM的这些基本功能可以初步完成一个项目,并将其应用到实际工程中去。
在编程中,采用编程工具中的FBD功能块语言完成封装模块之外的编程工作,并在Graphic Builder绘制了上位机操作界面,Graphic Builder是集成在系统800xA中的上位机流程图画面软件,软件中有为水泥工业自动化流程开发的库,在绘制时,皮带运输机、斗式提升机、立磨等图形均可以从库中调用并配置相关信息。在程序编写完成后,仿真控制程序在线控制生产线设备,设备运行时,可看到设备变绿,当设备存在安全联锁时,可看到设备报警变红。同时当设备运行时,给其配置相应的动态属性,只要设备是运动起来的,便可看到整个生产线的生产动态图。经过编程和仿真调试,完成了水泥生产线原料磨生产控制系统,在仿真运行时,该系统运行良好,符合工艺流程要求。
3 生产线控制系统总架构
整个系统架构分为3层网络:信息管理层、控制层和现场设备层。系统控制网络结构如图2所示。其中,信息管理层主要由操作员站、工程师站和服务器组成,服务器有连接服务器和属性服务器,均设置了冗余服务器,提高了系统的可靠性。控制层采用ABB公司ABB AC800M系列控制器,选用CPU PM864作为主CPU,内存为32 M,频率为96 MHz。而在现场设备层,采用远程S800 I/O模块和其他如ABB Drive变频器模块的设备模块。S800 I/O是一种通用的IO,既可以做本地IO,又可以做远程IO。
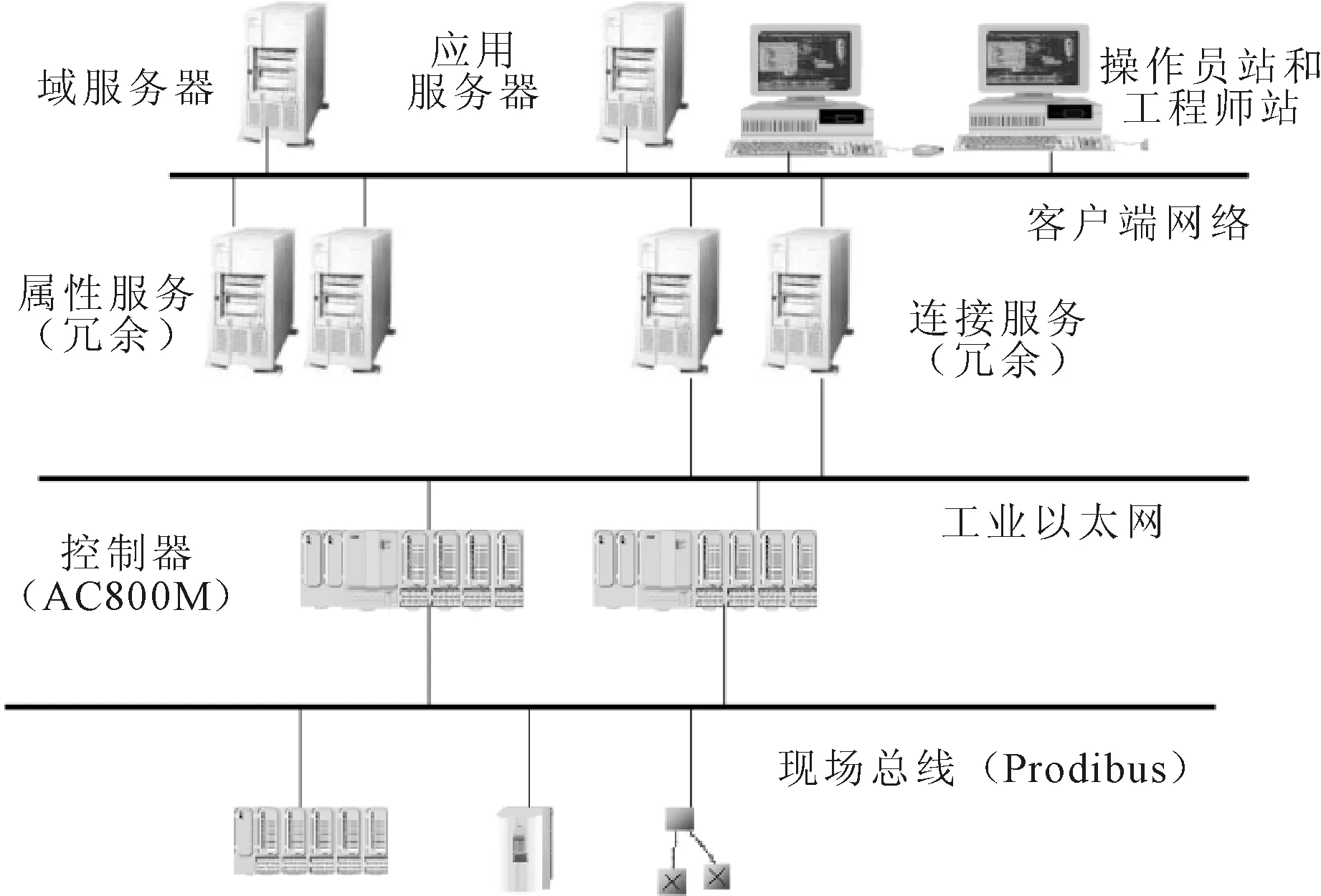
图2 系统控制网络结构图
在信息管理层与控制层之间使用工业以太网进行连接,而在控制层与现场设备之间通过Profibus现场总线进行连接。中控室冗余服务器与控制层的控制器以环形的工业以太网连接,工业以太网采用TCP/IP以太网传输MMS协议。网络介质为通信光缆,可以增大传输距离,增强抗干扰能力[4]。Profibus是一种不依赖厂家的开放式现场总线标准,所生产的设备不需要对其调整就可以通信[5]。Profibus按照应用场合分为Profibus-DP、Profibus-PA和Profibus-FMS 3个系列。在现场设备层主要采用Profibus-DP和Profibus-PA通信方式。Profibus-DP主要用于将这些分散的设备连接起来进行数据交换通信,而Profibus-PA主要是用于安全性要求高的仪表通信[6-7]。
在服务器冗余的同时,也采用Profibus冗余主从站、控制网络冗余、冗余总线、HSE冗余链路设备、冗余I/O等方式,以保证系统停工时间最小化。在关键的环节和部位上,采用冗余的方式有助于保持生产的连续性,当其中一个设备或网络出现故障时,可无缝切换到另一设备或网络之上,生产运行依旧,保证企业的生产产能[8-9]。
4 莱歇立磨液压系统设计
原料磨采用德国莱歇公司生产的莱歇立磨,产能达到200 t/h。液压系统工艺流程复杂,采用传统手工操作不利于生产的产能和高效生产,采用自动化控制后无需手工操作,其运行好坏决定着粉磨原料的质量,是整个水泥磨生产线的关键部分。立磨有两套液压系统,为四辊式立磨,相对的两个辊属于一套液压系统,即1号和3号辊属于第一套液压系统HSLM1,2号和4号辊属于第二套液压系统HSLM2。两套液压系统配合使用,既可以同时开启,也能单独使用。
液压系统的自动控制工作原理:在主电机开启之前,磨辊必须抬起,抬起过程中液压系统开启,油泵打开处于满负荷运行,液压油进入磨辊底部,此时反向压力增加,工作压力减少,反向压力与工作压力差将磨辊抬起,待主电机运行后再进行喂料,液压系统将自动进行降辊操作,反向压力减少,油泵开启将处于50%的速度运行,液压油来到磨辊顶部,工作压力增大,压差将辊降下来进入研磨模式,开始碾磨原料,磨辊润滑也随之开启,以保证研磨正常进行。而在主电机因为安全联锁停机时,磨辊会自动抬起,以保证生产安全[10]。
而抬辊、降辊、增加工作压力、减少工作压力、增加反向压力、减少反向压力这些过程都是通过编程程序控制液压油泵变频器和7个电磁阀门的开闭来实现这些功能。整个过程,液压系统运行良好且平稳。将整个液压系统单独分为一个组,使用变频电机和电磁阀模块进行组态设备,并将其设备所需的备妥、运行、故障、现场启停等信号配置于设备模块之中。每套系统包含有液压油液位开关、液压油温度仪表、液压泵温度仪表、磨辊温度检测仪表、磨辊位置检测仪表,以及测量工作压力和反向压力。通过这些模拟量和数字量可以了解到液压系统的工作状况,根据液压系统的工艺流程和安全生产要求,在外部编写逻辑程序将数字量、模拟量、设备进行联锁,主要有设备的启动连锁、安全连锁和顺序连锁等逻辑功能,实现自动控制。如当油温过低时,系统加热器会自动开启;当磨辊降到一定位置进入研磨时,反向压力会逐渐减小,同时磨辊润滑会开启。在CBM软件的Hardware中进行硬件组态,包括配置原料磨车间的变频器、网关、转子秤,以及一些模拟量和数字量的仪器仪表。由于工艺流程画面复杂,在Graphic Builder中单独绘制一张小图,并在主图磨辊附近设置弹出框按钮,方便及时观察液压系统状况信息,其界面图如图3所示。
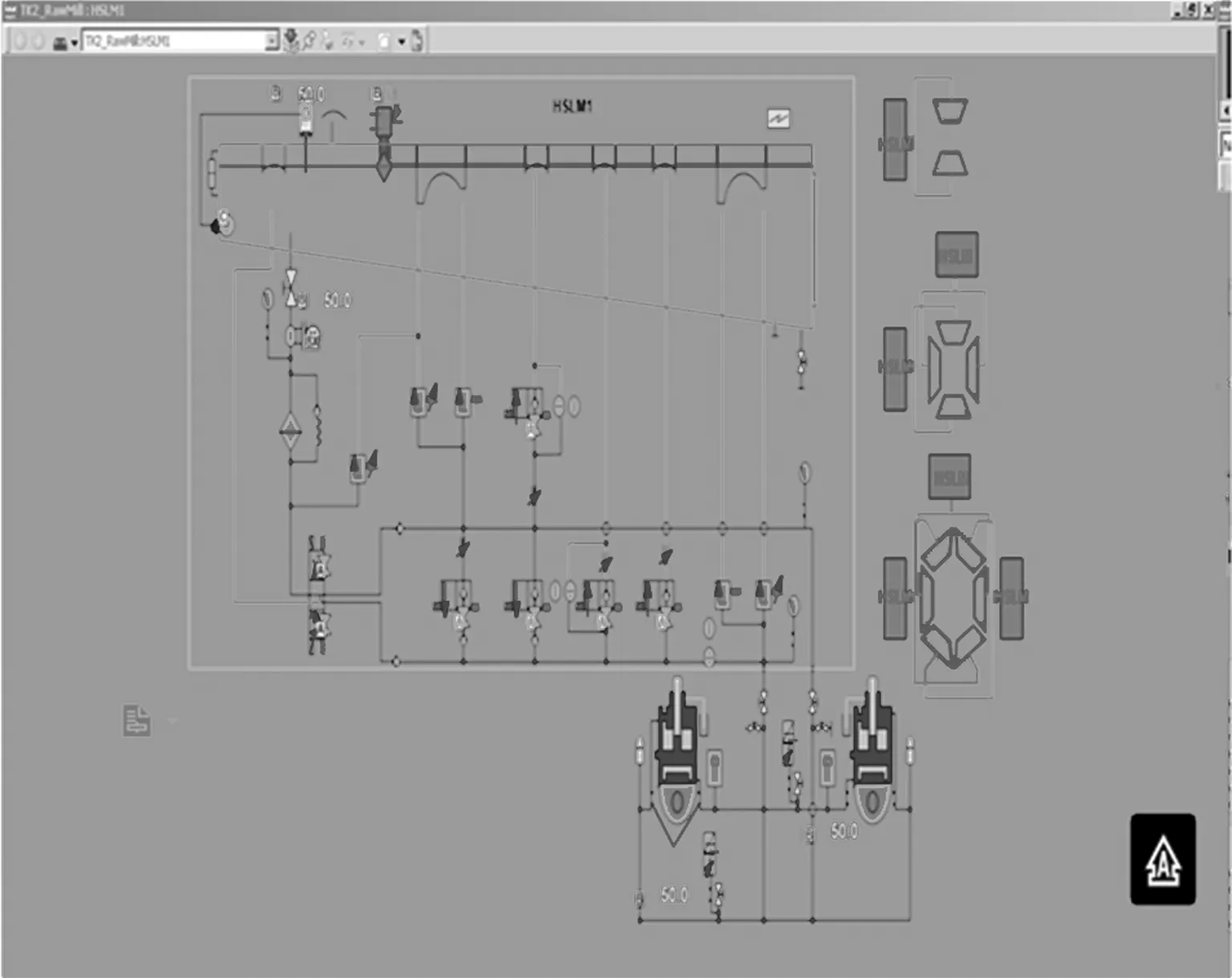
图3 液压系统运行界面图
5 结论
ABB 800xA系统代表着水泥生产线控制领域的先进技术,全集成的开发环境加上应用对象属性结构的架构,使得包括编程、网络组态、硬软件配置、上位机流程图编制等配置都能在一个平台完成,丰富的系统功能和稳定性使其能够得到推广和广泛应用。笔者以某水泥生产线项目介绍了整个原料磨生产工艺流程,同时描述了新一代生产控制系统的功能配置、软硬件组态,以及整个控制系统的基本架构和相互关联,以期为ABB系统在水泥行业乃至其他行业工业自动化控制方面的应用提供帮助。
[1] 罗冰洋,杜凡,莫易敏,等.基于PCS7的水泥生料磨监控系统设计[J].控制工程,2012(1):44-47.
[2] 马剑.自动化控制系统与现场总线[J].数字技术与应用,2015(6):19-20.
[3] 诸晓进,吴秋行.ABB 800xA系统在10 000 t/d水泥生产线中的应用[J].中国水泥,2013(1):90-92.
[4] 林玉泉.水泥生产线全集成自动化控制系统的设计开发[J].水泥,2010(3):49-52.
[5] 周荣富,陶文英.集散控制系统[M].北京:北京大学出版社,2011:190-193. .
[6] 周志敏,纪爱华.PROFIBUS总线系统设计与应用[M].北京:中国电力出版社,2009:74-85.
[7] 吴帆.基于PLC的水泥生产线控制系统设计与研究[D].南京:南京理工大学图书馆,2012.
[8] 徐淑萍,苏小会,刘卫国.基于PLC的水泥生产过程控制系统[J].计算机测量与控制,2009(17):688-690.
[9] 姜涛.现场总线控制系统的应用优势[J].科学观察,2010(6):103-106.
[10] 孙汉卿,吴海波.现场总线技术[M].北京:国防工业出版社,2014:135-138.
HUANG Huapan:Postgraduate; School of Mechanical and Electric Engineering, WUT, Wuhan 430070, China.
[编辑:王志全]
ABB 800xA System in Raw Mill Plant of Cement Production Line
HUANGHuapan,ZHOUTingmei,MOYimin,ZHENGShuang
Aiming at control requirements in a cement production line, the ABB 800xA system applied in cement raw mill production line was introduced. Programming was realized by software of Control Builder M in ABB 800xA systems using FBD function block language. The hardware, software and networks were configured in an integrated environment. And the flow line was drawn in the software of Graphic Builder. The whole raw mill control system of cement production line was verified by the investor company's FAT. The fully automatic control was achieved in raw mill cement production line.
800xA system; raw mill; FBD language; cement production line
2015-07-21.
黄华潘(1991-),男,湖北孝感人,武汉理工大学机电工程学院硕士研究生.
2095-3852(2015)06-0846-04
A
TQ172.6
10.3963/j.issn.2095-3852.2015.06.040
