Modbus总线控制在智慧工厂中的应用
2015-02-11卓晓怡应秋红李方园
卓晓怡++应秋红++李方园
摘 要:智慧工厂的体系架构中,总线控制是其中最常用的一种,该文介绍的Modbus协议是应用于各种工厂控制器上的一种通用语言。通过阐述Modbus通讯的硬件基础、变频器参数设置、PLC编程过程和Commix串口调试工具,进一步细化了工厂传动控制的数字化系统架构。
关键词:智慧工厂 总线控制 Modbus 串口调试软件
中图分类号:TP273.5 文献标识码:A 文章编号:1672-3791(2014)10(b)-0011-02
智慧工厂是现代工厂信息化发展的新阶段,它是在数字化工厂的基础上,利用物联网技术和设备监控技术加强信息管理和服务;清楚掌握产销流程、提高生产过程的可控性、减少生产线上人工的干预、即时正确地采集生产线数据,以及合理的生产计画编排与生产进度。
智慧工厂的体系架构中,总线控制是其中最常用的一种,该文介绍的Modbus协议是应用于各种工厂控制器上的一种通用语言。通过此协议,控制器相互之间、控制器经由网络(例如以太网)和其他设备之间可以通信,该协议最早由施耐德公司最先提出,并最终演变为一种国际通用的总线标准。
Modbus协议支持传统的RS-232、RS-422、RS-485和以太网设备。许多工业设备,包括变频器、PLC、DCS、智能仪表等都在使用Modbus协议作为他们之间的通讯标准。
Modbus协议能设置为两种传输模式(ASCII或RTU)中的任何一种,用户选择想要的模式,包括串口通信参数(波特率、校验方式等),在配置每个控制器的时候,在一个Modbus网络上的所有设备都必须选择相同的传输模式和串口参数。ASCII模式,是指以ASCII(美国标准信息交换代码)模式通信,在消息中的每个8Bit字节都作为一个ASCII码(两个十六进制字符)发送。而RTU模式,则是以RTU(远程终端单元)模式通信,在消息中的每个8Bit字节包含两个4Bit的十六进制字符。这种方式的主要优点是:在同样的波特率下,可比ASCII方式传送更多的数据。
1 智慧工厂传动控制的Modbus总线应用
1.1 Modbus通讯的硬件基础
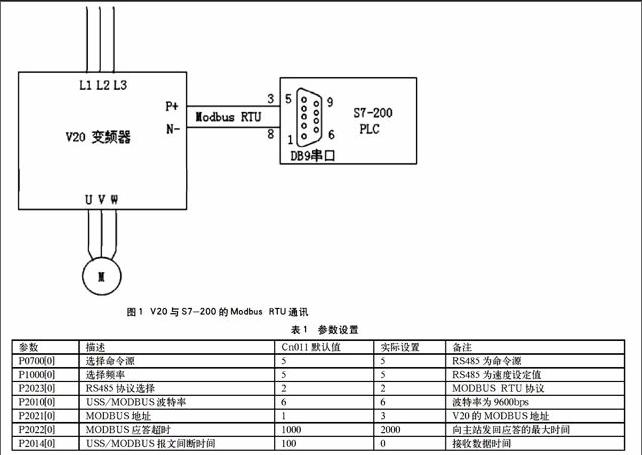
智慧工厂的传动控制,一般是指控制电机驱动生产机械以实现产品数量的增加、产品质量的提高、降低成本、改善工人劳动强度及合理利用能源。由于驱动电机目前主要以变频器为主,这里以V20变频器与S7-200之间的Modbus RTU通讯为例进行说明。
对于要实现V20变频器与S7-200之间的Modbus RTU通讯,必须要具备PC/PPI电缆、S7-200、电源模块、通信电缆、V20驱动装置和一台PC机。其接线方法如图1所示。
1.2 变频器参数设置
V20可以通过选择连接宏Cn011实现Modbus RTU控制,也可以通过直接更改变频器参数的方法来实现。参数设置如表1所示。
1.3 PLC编程过程
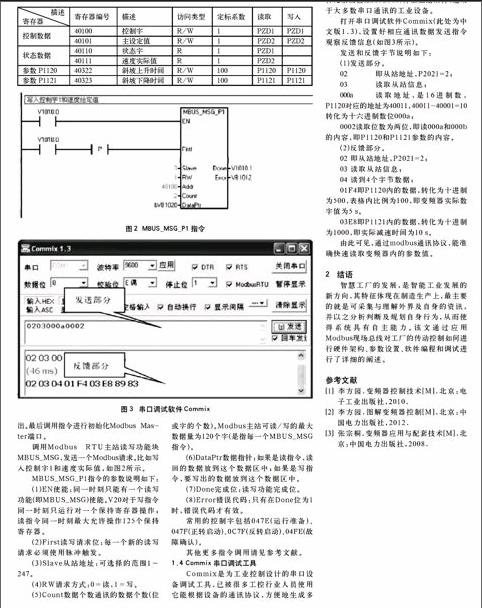
首先确认S7-200的Modbus Master库文件已经安装,同时了解V20的Mobus协议中的主要寄存器地址,如表2所示。
在编译程序之前,选择“程序块”->“库”右键,选择“库存储区”;在点击“建议地址”选择V存储区的地址后点击“OK”退出。最后调用指令进行初始化Modbus Master端口。
调用Modbus RTU主站读写功能块MBUS_MSG,发送一个Modbus请求。比如写入控制字1和速度实际值,如图2所示。
MBUS_MSG_P1指令的参数说明如下:
(1)EN使能:同一时刻只能有一个读写功能(即MBUS_MSG)使能。V20对于写指令同一时刻只运行对一个保持寄存器操作;读指令同一时刻最大允许操作125个保持寄存器。
(2)First读写请求位:每一个新的读写请求必须使用脉冲触发。
(3)Slave从站地址:可选择的范围1~247。
(4)RW请求方式:0=读,1=写。
(5)Count数据个数通讯的数据个数(位或字的个数)。Modbus主站可读/写的最大数据量为120个字(是指每一个MBUS_MSG 指令)。
(6)DataPtr数据指针:如果是读指令,读回的数据放到这个数据区中;如果是写指令,要写出的数据放到这个数据区中。
(7)Done完成位:读写功能完成位。
(8)Error错误代码:只有在Done位为1时,错误代码才有效。
常用的控制字包括047E(运行准备)、047F(正转启动)、0C7F(反转启动)、04FE(故障确认)。
其他更多指令调用请见参考文献。
1.4 Commix串口调试工具
Commix是为工业控制设计的串口设备调试工具,已被很多工控行业人员使用它能根据设备的通讯协议,方便地生成多种冗余校验如Modbus,并加上结束符,适用于大多数串口通讯的工业设备。
打开串口调试软件Commix(此处为中文版1.3),设置好相应通讯数据发送指令观察反馈信息(如图3所示)。
发送和反馈字节说明如下:
(1)发送部分。
02 即从站地址,P2021=2;
03 读取从站信息;
000a 读取地址,是16进制数,P1120对应的地址为40011,40011-40001=10转化为十六进制数位000a;
0002读取位数为两位,即读000a和000b的内容,即P1120和P1121参数的内容。
(2)反馈部分。
02 即从站地址,P2021=2;
03 读取从站信息;
04 读到4个字节数据;
01F4即P1120内的数据,转化为十进制为500,表格内比例为100,即变频器实际数字值为5 s。
03E8即P1121内的数据,转化为十进制为1000,即实际减速时间为10 s。
由此可见,通过modbus通讯协议,能准确快速读取变频器内的参数值。
2 结语
智慧工厂的发展,是智能工业发展的新方向,其特征体现在制造生产上,最主要的就是可采集与理解外界及自身的资讯,并以之分析判断及规划自身行为,从而使得系统具有自主能力。该文通过应用Modbus现场总线对工厂的传动控制如何进行硬件架构、参数设置、软件编程和调试进行了详细的阐述。
参考文献
[1] 李方园.变频器控制技术[M].北京:电子工业出版社,2010.
[2] 李方园.图解变频器控制[M].北京:中国电力出版社,2012.
[3] 张宗桐.变频器应用与配套技术[M].北京:中国电力出版社,2008.endprint
