W火焰锅炉低氮燃烧器改造问题与解决方案
2015-02-09祝云飞
王 超,祝云飞
(华北电力大学能源动力与机械工程学院,河北 保定 071003)
W火焰锅炉低氮燃烧器改造问题与解决方案
王 超,祝云飞
(华北电力大学能源动力与机械工程学院,河北 保定 071003)
“W”火焰锅炉为了燃烧难燃无烟煤,通常采取高煤粉浓度、高温、高氧量集中送风、高停留时间方式组织燃烧,而高氧量集中送风是造成锅炉NOx排放浓度高达1 200~2 000 mg/m3的主要原因。某电厂300 MW机组采用“W火焰”燃烧方式,NOx排放浓度约600~1 300 mg/m3。为了能够节能减排,通过燃烧器、分级配风、卫燃带这三个方面进行了低氮燃烧改造。改造后NOx排放浓度达到了预期改造效果,将脱硝入口NOx排放浓度降低到800 mg/m3以下。针对改造后产生的锅炉严重结渣问题,采用卫燃带改造的方法进行解决。
“W”火焰;NOx排放浓度;低氮燃烧改造;结渣
0 引言
锅炉低氮改造的理论研究比较充分,对煤燃烧产生NOx的机理进行了详细描述,并不断建立和完善数据模型,从理论上验证了工程实践。清华大学化学系许玲详细论述了煤燃烧产生的NOx有三个来源[1]:热力型NOx、快速型NOx和燃料型NOx,在1 300℃下主要是燃料型NOx。东北电力大学吕太教授运用Fluent软件,对采用立体式分级低氮燃烧技术进行燃烧器改造的某300 MW机组四角切圆燃烧锅炉改造前后额定工况下炉内的速度场、温度场、组分场以及NOx浓度场进行了数值计算,并与对应工况下的试验值进行对比,计算值与试验值吻合较好,验证了数值计算的准确性[2]。
某电厂300 MW机组设计燃用无烟煤与贫煤的混煤,NOx排放浓度在600~1 300 mg/m3。为了降低SCR脱硝投资及运行成本,进行了低氮燃烧改造工程,通过对燃烧器、分级配风、卫燃带的改造,可将脱硝入口NOx排放浓度降低到800 mg/m3以下,通过脱硝系统后,烟囱入口排放量达到50 mg/m3,实现超净排放。
1 锅炉概况
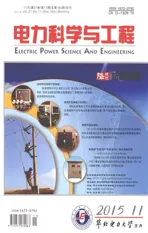
该机组锅炉为东方锅炉引进美国福斯特·惠勒(FW)公司技术设计制造生产的亚临界压力、一次中间再热、自然循环、双拱型单炉膛、平衡通风、固态排渣、尾部双烟道、“W”型火焰燃煤锅炉[3,4]。每台锅炉配 24只双旋风筒式煤粉浓缩型燃烧器,配备4台双进双出直吹式钢球磨煤机,燃烧器为前后墙拱上布置,一次风粉经浓淡分离,90%粉加50%风由喷燃器口进入,抽出的10%粉加50%风由下炉膛部位乏气风口进入[5]。锅炉主要参数见表1。
该机组煤种为50%阳泉无烟煤加50%寿阳贫煤的的混煤;校核煤种 (A)为70%阳泉无烟煤加30%寿阳贫煤;校核煤种 (B)为100%阳泉无烟煤。均属于高热值、难着火、难燃尽、不易结渣煤。
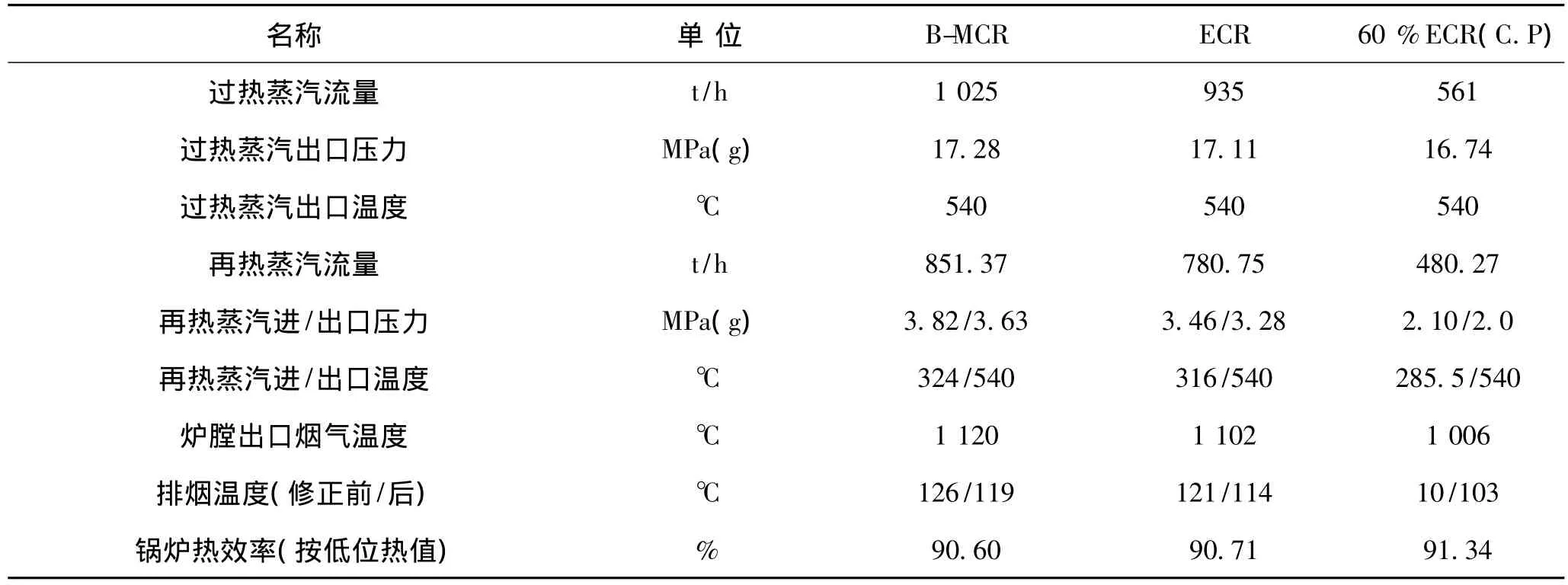
表1 锅炉主要设计参数
2 改造方案
本机组低氮改造的原理是以低氮燃烧器与空气分级配风为核心,在炉内组织燃烧温度、气氛与停留时间,形成早期的、强烈的、煤粉快速着火欠氧燃烧,利用燃烧过程产生的氨基中间产物来抑制或还原已经生成的NOx。主要从以下几个方面进行了改造[6]。
2.1 燃烧设备改造
拆除原有的双旋风燃烧器,采用直流式带中心风煤粉燃烧器,改造后的煤粉浓缩器独立布置于燃烧器前,一次风粉混合物经过煤粉浓缩器,利用其中心挡块和旋流叶片分离煤粉气流,使煤粉气流分成中心的淡粉气流和外围的浓粉气流,分别引入乏气喷口和燃烧器一次风喷口。中心风引自中心风母管。直流燃烧器内布置中心风的主要作用是在油枪运行时用作燃油配风,提供油枪点火所需要的根部风,避免燃油时出现冒黑烟的情况;在油枪停运时起到冷却油枪并保护燃烧器端部,防止烟气倒灌及灰渣积聚的作用[7~9]。
2.2 分级配风改造
2.2.1 二次风系统改造
拱上原A、B、C三个风门合并为一个拱上二次风门,原有的拱下垂直墙上D、E二次风风口取消,对原F二次风风口重新设计布置为拱下二次风口,并增设导流板使其向下以30°的角度进入炉膛。改造后的拱上二次风和拱下二次风分别占总风量的39.2%和16.8%,配合上炉膛下部燃尽风的进入,有利于形成合理的分级配风,使拱下主燃烧区域处于还原性气氛,对于抑制NOx排放也更为有利。
燃烧器二次风箱划分为24个独立的配风单元,对每个燃烧器的二次风实行单独控制,每个配风单元由上部风箱和下部风箱两部分组成。上部风箱的改造拆除原来风室A、B。下部风箱的改造需要拆除原来挡板D、E、F所在风门,安装新的拱下二次风风门。翼墙增加布置贴壁风,风量按占总风量2%~5%设计,在炉膛侧墙形成保护性气氛,防止煤粉冲刷水冷壁而结渣。二次风改造前后结构如图1。
2.2.2 乏气风改造
本次改造设计了乏气环形周界风。乏气风布置于锅炉炉膛垂直墙中部,以下倾40°倾斜进入炉膛。由于乏气风的引射和顶托作用,在一定程度上也可以防止下冲火焰冲刷前后墙水冷壁而造成结渣。
2.2.3 燃尽风改造
本次改造增加了燃尽风风箱、连接风道和燃尽风风口,燃尽风调风器数量为26只,前后墙各13只。燃尽风调风器将燃尽风分为两股独立的气流喷入炉膛,以使煤粉在后期进一步燃尽。中部为直流气流,外圈为旋转气流,两股气流之间的流量分配均可以来调节。
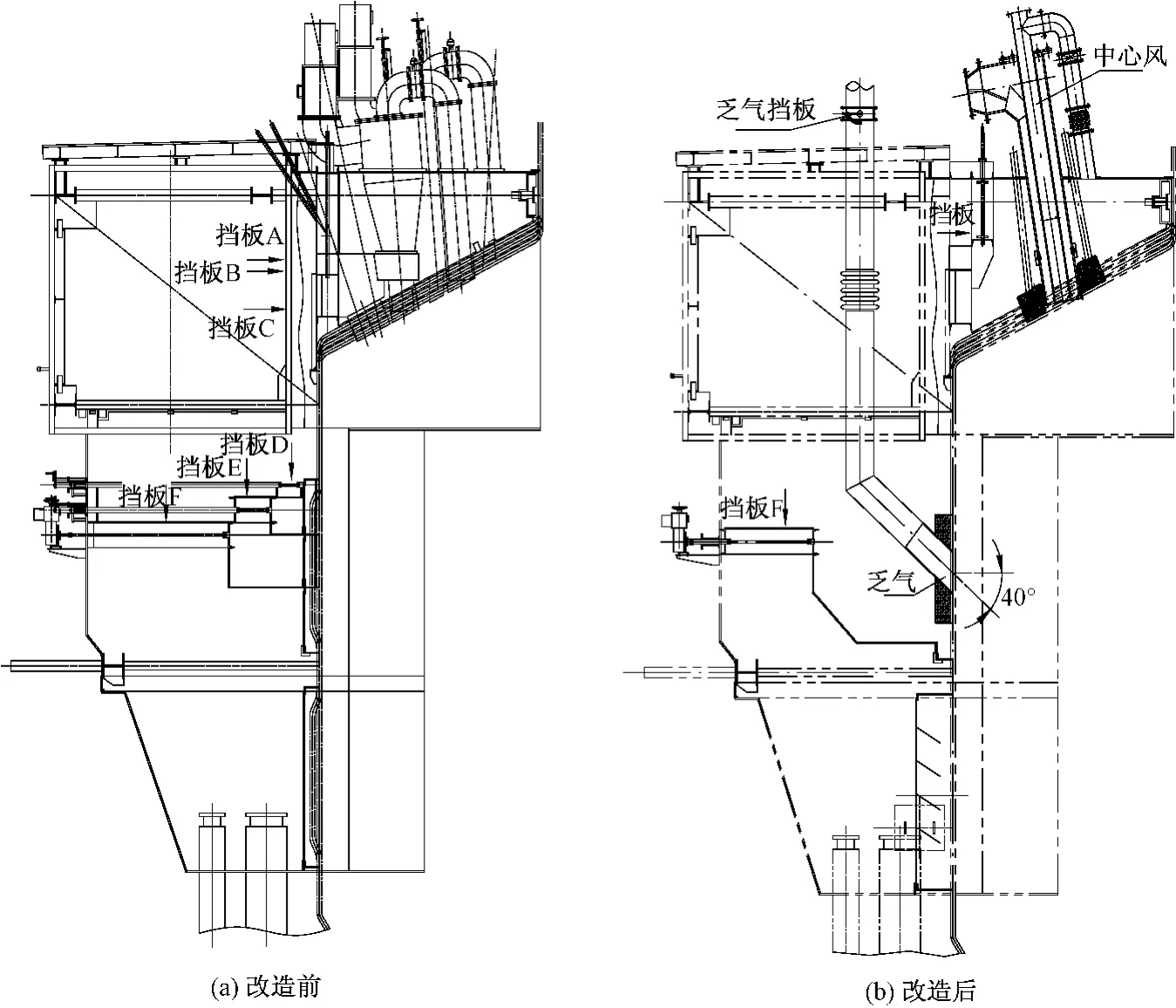
图1 二次风改造前后结构示意图
2.3 受热面改造
锅炉本体受热面改造[10]包括适应燃烧器改造的大屏过热器改造、高温再热器改造以及水冷壁改造。
为减少过热器减温水量,并方便燃烧器改造中的燃尽风口布置,将大屏底部上移,减少受热面积。为缓解因同屏再热器工质流量分配偏差造成的高温再热器管壁超温问题,对高温再热器第一根管子进行了短接,将入口到“U”型弯下移2 000 mm。增加高温再热器外圈管的工质流量,缓解壁温超温的问题。水冷壁改造包括大屏穿墙区域水冷壁上部水冷壁、燃尽风开孔区域的中部水冷壁和燃烧器区域的炉拱和拱下垂直水冷壁。大屏过热器改造示意图如图2所示。
2.4 侧墙卫燃带改造
将侧墙卫燃带分割为6块,共去除卫燃带120平方米,改造示意图如图3所示。
3 改造效果及问题
3.1 改造效果
图2 大屏过热器改造示意图
本次锅炉低氮燃烧系统改造后对NOx排放浓度、锅炉热效率、减温水量等性能进行了性能试验。低氮燃烧系统改造后,锅炉燃用设计煤种的额定工况下,常规习惯氧量下,NOx排放浓度分别为695 mg/Nm3,SCR入口烟气中CO排放浓度平均值分别为14 μL/L,飞灰可燃物含量平均值分别为6.04%,锅炉热效率分别为91.37%,过热减温水总流量分别为66.5 t/h,再热减温水流量均为0 t/h,达到了预期效果。具体效果见表2。
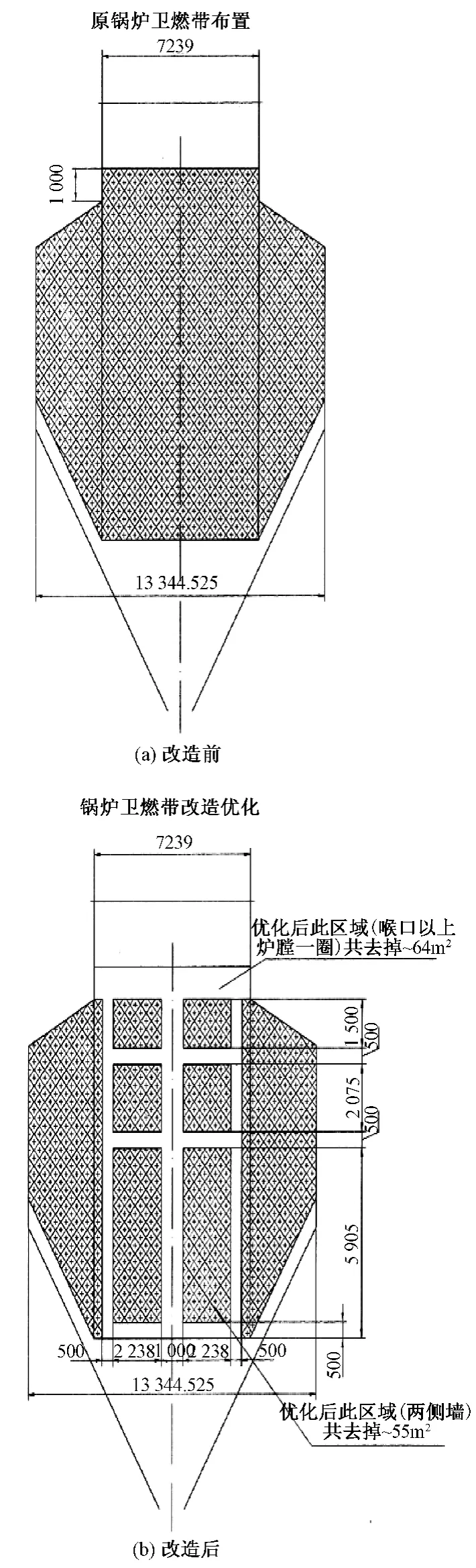
图3 低氮改造过程中去除卫燃带示意图
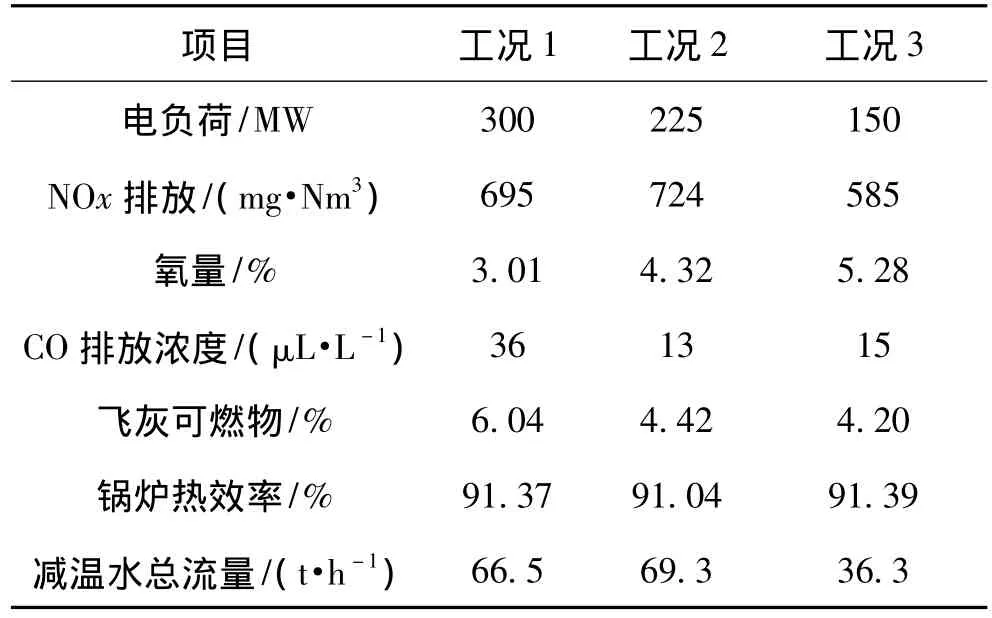
表2 低氮燃烧改造后性能试验结果
3.2 存在的问题
锅炉在运行期间,锅炉经常出现严重结渣现象,由于底部冷灰出口焦块堵渣,下炉膛温度过高,导致下炉膛墙面流渣。结渣部位主要集中在侧墙、翼墙和拱下下部风箱区域[11~13]。
根据W火焰锅炉炉膛设计与燃烧系统的技术特点及其优劣、运行情况及低氮改造后普遍存在的共性问题进行分析,主要原因如下:
(1)炉膛炉温高。现有锅炉的结构尺寸决定了下炉膛的容积热负荷及断面热负荷不可改变,但下炉膛容积热负荷偏高 (248 kW/m3),造成各区域发生结渣。
(2)二次风与煤粉气流的整个燃烧、扩散过程的配合中,防结渣方面的措施不足。
3.3 解决对策
针对锅炉严重结渣的问题,改造可以通过尽量去除下炉膛各区域的卫燃带面积,减少卫燃带面积占下炉膛有效敷设面积的比例,来降低下炉膛有效壁面热负荷,适当降低局部热负荷减缓各区域发生结渣的可能。具体方案如下:
(1)拱下前后墙卫燃带改造
将乏气风口中心线上下共600 mm高范围内卫燃带去除;拱下二次风上方800高范围内的卫燃带去除。减缓前后墙拱水冷壁的结渣问题。
(2)翼墙和侧墙卫燃带改造
为减缓翼墙结渣,将该区域卫燃带进行带状去除,侧墙区域去除剩余的卫燃带,减缓侧墙和翼墙结渣问题。
4 结论
(1)本文对低氮改造后存在的炉膛侧墙和翼墙严重结渣问题进行了分析和研究,通过去除卫燃带、翼墙防焦风改造等措施达到降低壁面热负荷的解决方案,并对改造后减温水、炉膛出口烟温、炉膛入口烟温的影响进行了评估。
(2)根据本次防结渣改造方案,改造后剩余卫燃带面积375.8 m2,卫燃带敷设面积占下炉膛有效敷设面积的32.5%。按此方案进行锅炉热力计算,结果显示各计算负荷工况下有适量过热器减温水,下降幅度约17%~37%,炉膛出口烟温下降约18~23℃,对SCR入口烟温的影响<3℃。
[1]许玲,武增华.煤燃烧过程中NOx产生机制及影响因素 [J].环境保护,1998,(5):33-35.
[2]吕太,闫晨帅,刘维岐.300 MW煤粉锅炉燃烧器优化改造数值模拟分析 [J].热力发电,2014,43(7):56-60.
[3]樊泉桂,阎维平,闫顺林,等.锅炉原理[M].北京:中国电力出版社,2004.
[4]谢佳,佟晋原,李毅.锅炉燃烧系统设计[J].东方电气评论,2011,25(100):37-43.
[5]闫志勇,魏恩宗,张慧娟,等.四角燃烧煤粉炉采用分级燃烧降低NOx排放的试验研究 [J].锅炉技术,2000,31(9):17-22.
[6]赵建芳,朱德明,杜振,等.W火焰炉低氮燃烧改造可行性研究 [J].电力科技与环保,2014,30(1):56-59.
[7]张惠娟,惠世恩,周屈兰,等.300 MW煤粉锅炉低NOx正反切同轴燃烧试验研究 [J].中国电机工程学报,2005,25(15):116-120.
[8]费俊,孙锐,张晓辉,等.不同燃烧条件下煤粉锅炉NOx排放特性的试验研究 [J].动力工程,2009,29(9):813-817.
[9]贾宏禄.锅炉低氮燃烧改造与高温腐蚀控制分析[J].电力科学与工程,2015,31(6):68-73.
[10]贾宏禄.370 MW机组锅炉低氮燃烧改造分析 [J].电力科学与工程,2014,30(12):24-29.
[11]刘志江.低氮燃烧器改造及其存在问题处理 [J].热力发电,2013,42(3):77-81.
[12]曹红加,唐必光,许洪波.煤粉浓淡燃烧方式对电站锅炉排放影响的试验研究 [J].中国电机工程学报,2004,24(8):229-232.
[13]贾宏禄.锅炉低氮燃烧改造后的结渣原因分析及处理[J].动力工程,2009,(1):27-30.
Problem and Solution of Low NOx Burner Modification in W Shaped Flame Boiler
Wang chao,Zhu Yunfei
(School of Energy Power and Mechanical Engineering,North China Electric Power University,Baoding 071003,China)
In order to combust hard anthracite,pulverized coal with high concentration,high temperature,central air supply with high oxygen content,high resident time to organize combustion were utilized in W shaped flame boiler.However,central air supply with high oxygen content is the main reason why boiler’s NOx emission concentration reaches 1 200~2 000 mg/m3.A power plant with 300MW unit used“W shaped flame”combustion mode and NOx emission content was about 600~1 300 mg/m3.In response to national policy of energy saving and emission reduction,low-nitrogen retrofit was conducted through burner,staged air distribution and refractory belt.The results show that NOx emission content reached expected goal and it was lower than 800mg/m3at the entrance of denitration facility after retrofit.And serious problem of slag bonding after retrofit was solved by refractory belt reconstruction.
W shaped flame;NOx emission concentration;low-nitrogen retrofit;slag bonding
TK227
A
10.3969/j.issn.1672-0792.2015.11.010
2015-09-10。
王超 (1984-),男,工程师,主要从事火力发电厂低氮燃烧技术方面的研究工作,E-mail:406902016@qq.com。