一种辅助模具在全自动软袋制袋灌封机中的应用
2015-02-07安永华马晓红王长城陈学武
安永华 马晓红 王长城 陈学武
(山东齐都药业有限公司,山东淄博 255400)
非PVC多层共挤软包装输液产品是临床应用广泛的无菌制剂产品。因具有无毒、与药液相容性好、可自收缩、输液过程无需进入空气、消除了二次污染、易于运输储存等优点,市场需求量大,临床应用广泛[1]。但是作为最终灭菌的无菌制剂而言,采用全自动制袋灌封一体机进行非PVC膜的制袋、药液灌封、焊盖等一系列操作,其设备性能、焊接参数、膜材质量等均对软包装产品的密封性有直接的影响,特别是灭菌后软包装产品的密封性对产品质量影响较大[2],包装密封性完好是保证产品无菌的关键。因此,新版GMP无菌药品附录第“七十七条”规定:无菌药品包装容器的密封性应当经过验证,避免产品遭受污染[3]。设备适用性差、容器及密封件供货缺陷,或者没有检出并剔除密封系统存在缺陷的产品,可导致市场召回,应采取措施防止上述问题的发生[4]。对此,笔者分析目前软包装输液产品漏液情况,结合设备的性能,增加一种辅助模具,用于改善焊接过程中的过焊、烫伤等影响,提高软包装焊接质量,更有效地保证软包装产品的密封性和产品质量。
1 全自动制袋灌封机简介
我公司使用的全自动制袋灌封机,采用PLC可编程逻辑控制器控制,与生产相关的参数都可通过触摸屏设置。PLC与伺服控制器、气动阀岛、灌装流量计相联,自动化程度高,并具有自动监测、报警、自动停机等功能。该机具有配方存贮和调用功能,生产不同规格产品或使用不同膜材可直接调用以前的工艺参数。该机共有12个工位,依次为上膜、印刷、拉膜、接口输送、接口预热、制袋、接口焊接、废边去除、袋转移、灌装、封盖、产品输出。整条生产线从上膜到最后产品的输出均在C级背景保护下的A级完成,避免了人员、物料对产品的交叉污染。
2 漏液点原因分析及方案制定
2.1 经过市场考察及对市场退回的漏液产品进行统计,100 mL、250 mL产品使用同一台制袋灌封机生产的产品,其漏液点主要集中在接口斜面。结合设备的结构和模具情况分析漏液原因并确定改进方案。
2.2 通过样品和设备运行情况分析:在膜材选型合理、焊接工艺参数稳定、非PVC膜、塑料输液容器接口、塑料输液容器拉环式密封盖供应商固定的情况下,制袋灌封线稳定运行过程中,对非PVC膜造成损伤最严重的工位是制袋机周边热合工位、接口焊接工位。周边热合工位是通过气液增力缸驱动模具快速运行,然后气液增力缸转入力行程,将袋子周边与接口热合,并将袋子切割成型的工作。接口焊接工位是在设定的温度、时间、压力参数下,对初步焊接的膜材与接口充分焊接,同时冷却板对软袋表面进行冷却的操作。非PVC膜在制袋工位通过模具运动首先造成冷拉伸,接着非PVC膜受热膨胀发生热拉伸现象,从而导致非PVC膜变薄损伤,在接口焊接工位,由于接口支撑,造成非PVC膜变形紧贴于模具边缘,出现非PVC膜烫伤、变形,不仅影响软包装外观质量而且在储存、运输、使用过程中易出现漏点,影响产品质量[5]。
2.3 为解决以上问题,通过机械运动分析、热量传递分析,结合设备自身模具结构和精度,确定对周边热合模具和接口焊接模具进行局部改造方案:增加防止非PVC膜烫伤的辅助模具。以减轻金属对非PVC膜的烫伤、拉伸,并确定安装位置为周边焊接模具内、接口焊接模具边缘。材质为导热系数较小的聚四氟材料。(辅助模具见图1)
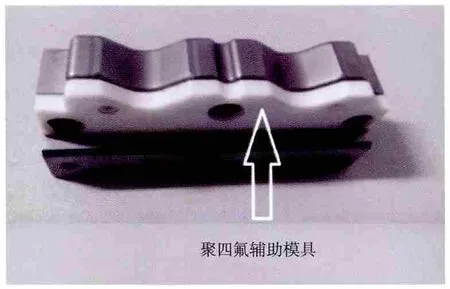
图1 聚四氟辅助模具Fig. 1 The appearance of PTFE auxiliary mould
3 焊接质量对比
3.1 应用辅助模具后产品与未使用辅助模具外观质量对比(见图2)。
通过对比,应用辅助模具后,接口焊接面与膜材焊接均匀、牢固、无偏移,非PVC膜无烫伤,接口翅膀与膜材处无缝隙,触摸平滑无硬伤。
3.2 塑料输液容器接口与非PVC膜焊接后断面切片分析
通过对软包装接口焊接处切片后,在影像测量仪下进行测量,在应用辅助模具前,其膜材截面最薄处厚度由0.195 mm缩减到0.130 mm;在应用辅助模具后,其膜材截面最薄处厚度由0.195 mm缩减到0.167~0.168 mm。两者相差0.037 mm(见图3)。

图2 焊接外观质量对比Fig. 2 The comparison of welding quality

图3 焊接厚度对比Fig. 3 The comparison of welding thickness
3.3 跌落试验方法
未应用辅助模具采用焊接时间2.5 s,温度设定120~160℃,使用三层非PVC膜生产的产品为A组;应用辅助模具后采用焊接时间2.5 s,温度设定120~160℃,使用三层非PVC膜生产的产品为B组。
分别选取A组、B组产品各取1件(250 mL规格,40袋/件),包装形式一致,进行跌落(见表1)。

表1 跌落数据对比表Tab. 1 Results of anti-dropping ability

跌落方法:将样品于-25℃±2℃条件下,放置24 h,然后在50℃±2℃条件下,继续放置24 h,再在23℃±2℃条件下放置24 h,按照2 m(国家标准要求1 m)的跌落高度,分别跌落于一硬质刚性的光滑表面上[6],进行最差条件试验。
应用辅助模具后可有效增强软包装输液的抗跌落能力及降低漏液率。经过抗跌落试验,漏液率降低80%。
3.4 拍打实验
方法:分别选取应用辅助模具前、后同一车间、同一设备生产的两个批次双硬管软包装产品各20袋,逐袋拍打,拍打压力为0.5 MPa,统计拍打试验数据。(见表2、表3)
仪器:软包装产品压力测试仪

表2 未应用辅助模具产品拍打试验数据统计表(A组)Tab. 2 Results of non-application of the auxiliary mould

表3 应用辅助模具产品拍打试验数据统计表(B组)Tab. 3 Results of the application of the auxiliary mould
未应用辅助模具产品的平均拍打次数在4.25次,拍打20次未漏液的有1袋;10次及以下漏液的19袋。应用辅助模具的产品平均拍打次数在17.1次,拍打20次未漏液的有14袋;10次及以下漏液的2袋。(见图4)
应用辅助模具后可有效增强软包装输液的抗拍打能力,经过拍打压力为0.5 MPa试验,耐受10次拍打的数提高89.4%,平均拍打次数增加2倍以上。
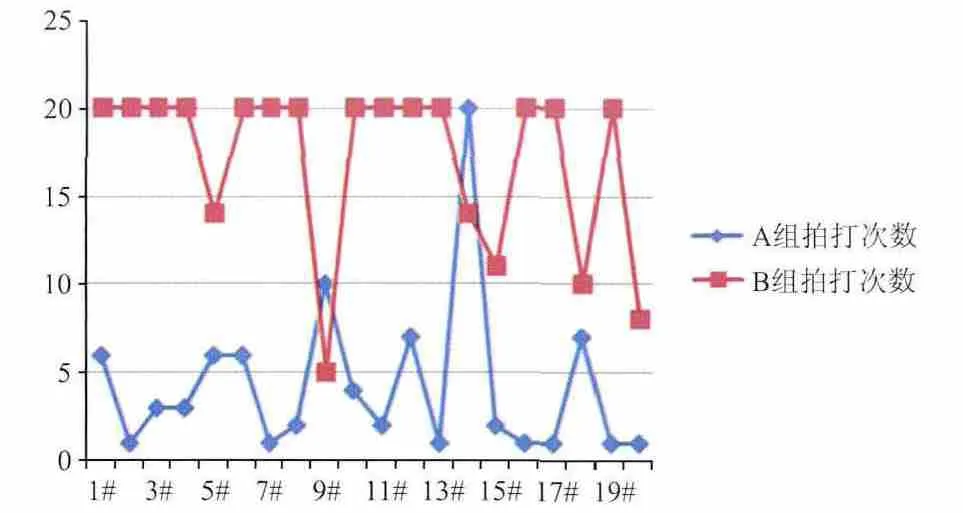
图4 拍打次数趋势图Fig. 4 The trend chart for fl apping times
4 讨论
在全自动制袋灌封机使用非PVC膜稳定、焊接工艺稳定的情况下,同一台设备,应用辅助模具后,对所制备的非PVC软包装产品的外观质量、焊接质量、漏液率降低、抗拍打次数有明显的改善。该辅助模具的应用对提高焊接质量效果明显,能够有效增强软包装产品的抗跌落能力及抗拍打能力,可有效降低产品漏液率。
[1] 霍本洪. 浅析非PVC膜软袋输液生产线的设计[J]. 上海医药,2012, 33(13)
[2] 陈根光, 王庆芬, 张荣. 非PVC软袋大输液生产线的工艺分析[J].医疗装备, 2011,24(1)
[3] 药品生产质量管理规范(2010年修订)无菌药品附录.
[4] 国家食品药品监督管理局药品认证管理中心.无菌药品[M].北京:2011.
[5] 浅析非PVC膜软袋大输液线对三层PP膜的适应性[J].中国包装工业,2009,12 .
[6] YBB00102005,国家食品药品监督管理局国家药品包装容器(材料)标准[S].