轻质碳化硼复合材料的制备工艺及性能研究
2015-01-29李少峰
李少峰
(宁波东联密封件有限公司,宁波 315191)
轻质碳化硼复合材料的制备工艺及性能研究
李少峰
(宁波东联密封件有限公司,宁波 315191)
本研究以B4C、SiC、TiC、C等为原料,经过喷雾干燥工艺造粒,采用无压烧结制备了轻质碳化硼复合材料。探讨了浆料中不同料水比对碳化硼造粒料的影响,测试了碳化硼烧结体的相关性能,并借助SEM对烧结体进行断口形貌观察。实验结果表明:当料水比为1:1.5时,料浆经过喷雾干燥工艺制粒,可制得颗粒表面形貌近似为圆形的碳化硼混合造粒料,所压素坯经过无压烧结,制得了结构致密,组织均匀,力学性能优良的轻质碳化硼复合材料。其体积密度为2.53 g/cm3、相对密度为97.76%、维氏硬度为25.5 GPa、抗弯强度为 437 MPa、断裂韧性为 5.24 MPa·m-1/2。
轻质碳化硼;复合材料;喷雾造粒;无压烧结
1 引言
碳化硼是一种新型工业特种陶瓷材料,由于具有高硬度(仅次于金刚石和立方氮化硼)、比重小(2.52 g/cm3)、弹性模量高、耐高温、化学稳定性好以及良好的中子吸收能力等特点,因此在密封行业、轻质防弹装甲、硬质磨削材料、耐磨轴承、高级耐火材料、航空航天、核反应堆的屏蔽材料等诸多领域得到了广泛的应用[1,2]。
喷雾干燥是一种将液态物料(包括泥浆)雾化后在热的干燥介质中于很短时间内转变成干粉料的工艺[3]。采用喷雾干燥技术可制备出质量均一、重复性良好的球形粉料。缩短粉料的制备过程,也有利于自动化、连续化生产,是目前大规模制备优良陶瓷干粉的最有效方法。
由于碳化硼具有很高比例的B-C共价键,自扩散系数小,烧结阻力大,在没有添加烧结助剂的情况下,很难得到较高致密度的碳化硼烧结体[4]。因此,碳化硼想要获得较高致密度的烧结体,需要添加一定的烧结助剂,最常添加的是C,好处是不引入其他杂质[5]。纯碳化硼陶瓷除了难以烧结致密外,还有一个致命缺陷——断裂韧性低,因而要对其进行增韧处理。碳化硼的增韧物有很多种,如:晶须、纳米管、金属单质、金属氧化物、过渡金属碳化物和硼化物以及它们的组合添加物等[6]。现阶段,碳化硼陶瓷材料研究较多的是热压烧结,其特点是烧结温度低,产品性能优良。但最大的缺点是成本高、不利于大规模生产[7]。
本研究以C作为烧结助剂,TiC、SiC作为增韧补强相,采用喷雾干燥工艺造粒,在无压烧结工艺下制备性能较高的轻质碳化硼复合材料。
2 实验内容
2.1 实验原料
本实验所用的原料为牡丹江金刚钻生产的B4C,粒度3.5 μm,纯度≥ 99.4%;工业用 SiC,粒度 1 μm,纯度≥99%;工业用TiC,粒度5 μm,纯度≥ 99.3%;半补强炭黑,灰分≤0.01%。碳化硼复合材料组分配比如表1所示。

表1 碳化硼复合材料组分配比
2.2 实验步骤
将上述原料按照表1中的配比进行称量,以液体水溶性酚醛树脂为粘结剂,加入适量分散剂R,以去离子水为球磨介质,放入装有碳化硼球磨子的球磨桶中进行球磨,球料比为4:1,球磨时间为 24 h;然后将球磨好的浆料加入醇类消泡剂,过80目筛;其次在离心喷雾干燥塔中进行喷雾造粒,将造粒料混合均匀;最后经强磁除铁过40目筛后测试粉料性能。喷雾干燥工艺参数见表2。

表2 喷雾干燥塔工作参数
用电子秤按所需重量称取碳化硼混合造粒料,倒入钢制模具里,在10 T四柱压机上双面压制成型,成型压力为1.5 T/cm2,所得素坯放入烧结炉中,在烧结温度为2170℃、保温为2 h的工艺条件下进行无压烧结,当温度达1600℃左右时进行充氩气保护,直至烧结结束。
2.3 试样性能检测
试样经过平磨、研磨抛光后,尺寸为4 mm×3 mm×40 mm,用三点法测试材料的抗弯强度,跨距为20 mm;用单边缺口梁法测试材料的断裂韧性,缺口深0.5 mm、宽0.2 mm;根据阿基米德原理测试材料的体积密度;用401MVA型显微维氏硬度计测试材料的硬度;用JSM-6700F型场发射扫描电镜(SEM)对试样进行断口形貌表征。
3 实验结果分析与讨论
3.1 不同料水比对碳化硼造粒料性能的影响
在喷雾干燥工艺过程中,料浆的制备是一个至关重要的工艺环节,料浆中的固含量,颗粒粒度以及流动性都将直接影响造粒粉的产量和颗粒的大小[8]。由于碳化硼是瘠性料,所以需要添加粘结剂来改善其成型性能。粘结剂的种类很多,如:树脂、糊精、纤维素、聚乙烯醇(PVA)等等。本实验采用水溶性液体酚醛树脂做粘结剂,添加量为料粉总重量的10 wt%,研究了不同料水比对B4C造粒料性能的影响,性能详情见表3。不同料水比的颗粒形貌图如图1所示。

表3 不同料水比的B4C混合造粒料性能
由表3可以看出,含水率较低时,坯体有开裂现象,这可能是因为含水率低,粉料颗粒周围粘结剂膜很薄或不完全,而且粉料本身是瘠性粉料,在加压成型时颗粒流动性不好,移动摩擦阻力较大,容易导致坯体密度不均,孔隙度较大。同时在脱模后,坯体会发生膨胀,当粘结力不够束缚膨胀应力时,坯体就会发生开裂等缺陷。当含水率逐渐增加,粘结剂在颗粒表面形成厚度合适的膜,在压力作用下,由于膜的润滑作用,粉料流动性得到改善,颗粒之间的摩擦力大大减小[9],彼此之间的孔隙得到了最大程度地填充,颗粒之间的粘结性能得到加强。所以,此时粉料容易压制,素坯密度也较高。当粉料含水率进一步升高时,颗粒之间游离粘结剂变多,在同样压力下粉料流动性变大,由于水的不可压缩性,排气性差,留在孔隙间,所以密度较高。但坯体强度较低,容易变形,甚至有的样品在模具间隙有水汽溢出,试样粘在模具上较难取下来。
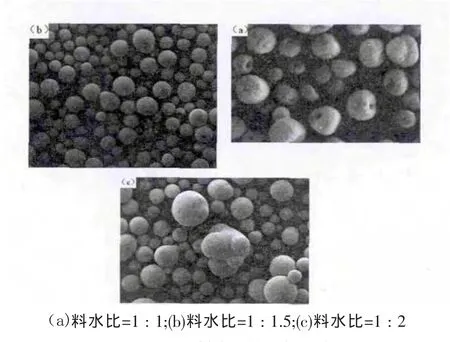
图1 不同料水比的颗粒形貌图
由图1可以看出,当料水比为1:1时(图1a),颗粒有空心现象,形状不规则,表面粗糙。造成这种现象可能是由于料浆含水量较低,粘结剂含量相对就高,在浆料喷出的瞬间,表面水分受热蒸发,中间的水分在加速向表面迁移的同时会带走部分料,从而造成中间空心现象,液滴还未落到底就已干燥完全。过长时间的高温环境造成粘结剂粘结性能下降,此种粉料很难压密实且压坯易开裂。当料水比为1:2时(图1c),由于含水量较高,料浆液滴在下落的过程中不能完全干燥,所以易造成粉料的团聚,粉料在压制时容易造成颗粒间的“搭桥效应”,形成较多的孔隙,多余的水分进入其中。烧结时由于水分的蒸发,会在坯体上形成孔洞,甚至使坯体开裂,从而影响材料的致密度。当料水比为1:1.5时(图1b),颗粒近似成球状,并且有一定的颗粒级配,在压制时粉料流动性好,阻力低,符合颗粒紧密堆积原理。因此,粉料压制性能较好。综上所述,在本实验条件下,当料水比为1:1.5时,碳化硼混合造粒料性能较高,含水率为1.46%。
3.2 碳化硼复合材料力学性能及显微结构分析
用上述S2混合造粒料压制素坯,经过无压烧结,再研磨抛光后测试相关性能。碳化硼复合材料烧结体性能指标见表4。

表4 碳化硼复合材料性能指标
由表4可见,S2试样经过2170℃、保温2 h的无压烧结后,相对密度可以达到97.76%。说明添加半补强炭黑作为烧结助剂可以有效地降低烧结温度,可能是因为所加入的C与粉料表面的O发生了反应,增加了烧结驱动力所致。维氏硬度达到25.5 GPa,较纯碳化硼材料硬度低,这可能是因为:一方面添加材料的硬度比碳化硼材料低;另一方面烧结体没有达到完全致密。抗弯强度比较高,达到437 MPa,断裂韧性比纯碳化硼材料提高了2倍多。可以借助试样的微观结构进行分析,试样S2的SEM断口扫描见图2。
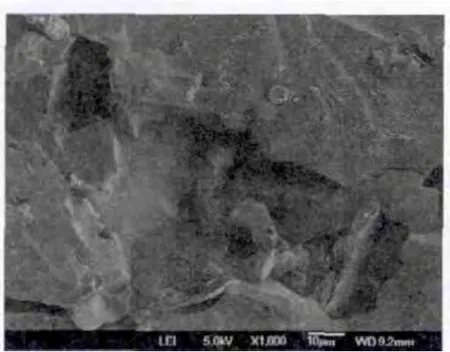
图2 试样S2的SEM断口扫描
众所周知,气孔是陶瓷体的主要裂纹源,从图2中可以看到断面上气孔率低,预示着较高的抗弯强度和断裂韧性。断裂面有的地方平整,有的地方边缘很尖锐,说明同时发生了穿晶断裂和沿晶断裂,这种断口形貌往往意味着有较高的抗弯强度,与表4中抗弯强度的数据相吻合。从图2中还可以看出,断面凹凸不平,有许多断裂棱,还有一个拔出的韧窝,同时断面上断裂棱边缘蜿蜒曲折,说明发生了裂纹分叉和裂纹偏转,消耗了裂纹扩展时的能量,这也解释了表4中断裂韧性较高的原因。
在本实验中,同时添加SiC和TiC作为增韧补强相,随着烧结温度的提高,可以在B4C晶界起到钉扎作用,阻碍B4C晶界的移动,有效地细化了晶粒,同时分散了裂纹的扩展路径,降低了裂纹扩展能,从而提高产品的综合性能。
3 结论
(1)在本实验设定的喷雾干燥工艺条件下,当料水比为1:1.5时,可以得到有一定颗粒级配,颗粒表面形貌近似球形的压制性能较好的B4C混合造粒料。此时,造粒料的含水率为1.46 wt%、松装密度为0.6973 g/cm3。在1.5 T/cm2的成型压力下,素坯密度为1.736 g/cm3,表观质量良好。
(2)添加半补强炭黑可以有效降低B4C材料的烧结温度,以SiC和TiC作为增韧补强相可以显著提高B4C材料的力学性能。其相对密度达到97.76%,维氏硬度为25.5 GPa、抗弯强度为437 MPa、断裂韧性为5.24 MPa·m-1/2。
[1]Thevenot F.A review on boron carbide[J].Key Engineering Materials.1991,56/57:59~88.
[2]徐璟玉.原位生成CeB6/B4C陶瓷的力学性能和显微组织[J].功能材料.2009,2(40):278~280.
[3]樊增钊,陈昆刚,徐孝和,等.β″—Al_2O_3陶瓷粉料的喷雾干燥制备法[J].硅酸盐学报.1989,17(3):278~283.
[4]宋艳艳,杨扬.碳化硼陶瓷的无压烧结[J].耐火与石灰.2011,36(5):54~56.
[5]王零森,杨义斌,张金生,等.掺碳活化烧结及其动力学[J].中国有色金属学报.2002,10(1):37~41.
[6]王君,张玉军,龚红宇,等.无压烧结碳化硼的研究进展[J].陶瓷.2008,(1):13~15.
[7]茹红强,张宁,王磊等.无压烧结Al2O3/B4C复合材料的组织与性能[J].材料与冶金学报.2002,1(1):53~56.
[8]初小葵,许仕志,乔木,等.Al2O3陶瓷粉料的喷雾干燥工艺要点[J].中国陶瓷.2002,38(6):25~27.
[9]马岩.浅谈陶瓷灭弧罩冷压成型粉料含水率的成型工艺性能[J].1988,1:62~63.
The Research on Preparation Process and Properties of Light-weight Boron Carbide Composite Materials
LI Shao-feng
(Ningbo Donglian Seals Co.,LTD.,Ningbo 315191)
In this research used boron carbide,silicon carbide,titanium carbide and carbon black as raw materials,granulated through spray drying technology and light-weight boron carbide composite materials were prepared by the pressureless sintering.Discussed the influence of different ratio between material and water of the slurry on boron carbide granulation materials,tested the performance of the boron carbide sintered body,oberseved the fracture morphology of sintered body with the help of SEM.The results show that when the ratio between material and water is 1:1.5,can be obtained boron carbide mixture with the circle appearance is approximate spherical,prepared with dense structure and uniform organization,excellent mechanical properties of light-weight boron carbide composite material by pressureless sintering process.The volume density is 2.53 g/cm3,relative density is 97.76%,the vickers hardness is 25.5 GPa,the bending strength is 437 MPa,the fracture toughness is 5.24 MPa·m-1/2.
light-weight boron carbide;Composite materials;Spray drying method;Pressureless sintering
李少峰,男,(1983-),中级工程师,硕士,主要从事结构陶瓷研究。Email:lishaofeng83@163.com.
