电磁精选机智能控制及故障预测系统研究
2015-01-20连晓圆冉红想杨文旺李国平
连晓圆 冉红想 杨文旺 李国平
(1.北京矿冶研究总院;2.北矿机电科技有限责任公司)
电磁精选机智能控制及故障预测系统研究
连晓圆1,2冉红想1,2杨文旺1,2李国平1,2
(1.北京矿冶研究总院;2.北矿机电科技有限责任公司)
针对传统电磁精选机控制技术落后、自动化程度低、抗干扰能力差、故障率高等问题,设计了一种电磁精选机智能控制及故障预测系统。采用专家式智能自整定PID控制算法代替传统PID算法,设计了智能控制系统,包括底阀控制器与磁场及冲洗水阀控制,实现了底阀开度、上升水流、磁场强度的自动控制,稳定了精矿浓度,提高了分选指标;设计了故障预测系统及开关机程序,可成功预测并解决底阀堵塞问题,减小维护工作量。工业应用结果表明,该系统具备很强的抗干扰能力,大幅度地提高了电磁精选机的无故障作业率,提高了企业的经济效益。
专家系统 智能自整定PID控制 故障预测 电磁精选机
自动电磁精选磁选机(电磁精选机)是一种新型高效的弱磁场磁重选矿设备,以磁场力选别为主、重力为辅。通过对铁矿浆进行反复多次的磁聚合-分散-磁聚合,并在旋转上升水流作用的配合下,使磁铁矿颗粒受到磁场力和流体力的联合作用,有效破坏磁团聚,分离出中、贫连生体及单体脉石,提高精矿品位,降低杂质含量[1-2]。磁场强度和上升水流对分选效果具有至关重要的影响,而电磁精选机现有控制装置技术相对落后,磁场强度和上升水流需现场工人根据实际分选情况和经验手动调整,通过调节底阀开度来控制精矿浓度,自动化程度低。电磁精选机分选过程属于大滞后的时变的非线性的复杂系统,传统单一变量调节具有精度低、稳定性差的缺点[3]。现场使用过程中,电磁精选机经常出现底阀堵死、跑黑等情况,设备抗干扰能力差,无故障作业率低。
为有效解决以上问题,创新性地设计了一种电磁精选机智能控制及故障预测系统,可实现磁场强度、上升水流、精矿浓度、尾矿浓度的全自动控制。通过采用专家式智能PID控制算法代替传统PID算法,建立智能控制系统和故障预测专家系统,提高了工厂自动化程度和设备可靠性,同时又改善了分选效果,节省了维护成本。
1 电磁精选机分选原理
北矿机电科技有限责任公司研制的BKZ型电磁精选机主要由给料装置、分选筒、励磁线圈、冲洗水管、控制系统、精矿排矿管及阀门、尾矿溢流槽等部分组成[4]。BKZ型电磁精选机自上而下布置多个励磁线圈,通过直流励磁控制,在柱体内部分选腔内形成循环往复、时有时无、顺序下移的磁场力。该状态下的磁链受到由下而上的旋转上升水流动力的强烈冲洗作用,磁性颗粒在磁场力、上升水流冲力和重力的共同作用下,形成精矿从下部阀门排出。当单体脉石和连生体受上升水流冲力大于重力时,从上部溢流槽排出,形成尾矿。多组励磁线圈使矿浆在柱体内经过多次精选,每次精选精矿品位都会得到进一步提高。多次精选后最终可获得高品位的铁精矿。
磁场强度、磁场变化时序、上升水流、精矿浓度、尾矿浓度是影响电磁精选机分选指标的重要因素。
2 电磁精选机智能控制系统
2.1 智能控制系统结构
电磁精选机智能控制系统结构见图1。
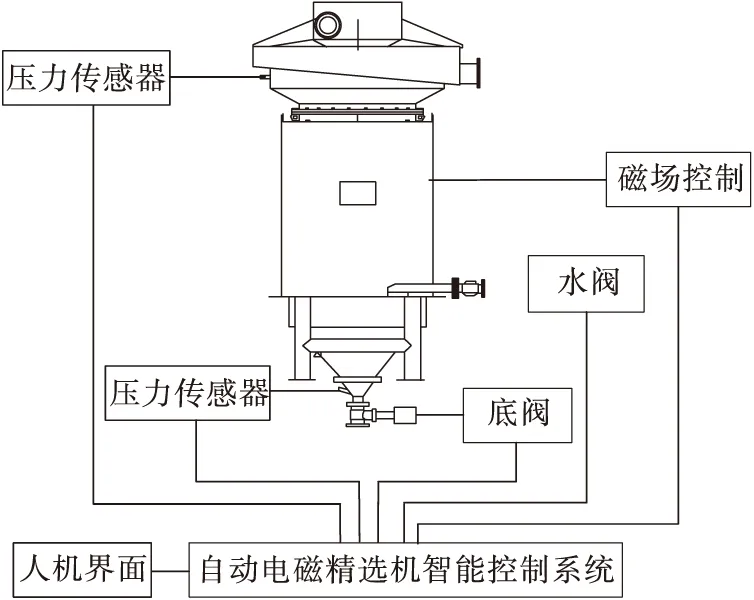
图1 电磁精选机智能控制系统结构示意
电磁精选机柱体底部及顶端各安装一个压力传感器,利用其采集的压力值计算精矿浓度值和尾矿浓度值。底部排矿管安装电动阀门,自动控制排矿口开度大小。上升水管路安装电动阀门,自动控制上升水流量。磁场控制单元控制励磁线圈产生的磁场强度和变化时序。智能控制系统采用PLC作为控制核心部件,采用触摸屏作为人机交互界面,操作方便。
2.2 智能控制系统方案设计
稳定电磁精选机柱体内的矿浆浓度是获得良好分选指标的前提。矿浆浓度由底阀开度、上升水流速度和给矿条件共同决定,各参数之间相互影响,协同作用。
2.2.1 底阀控制器设计
电磁精选机的底阀开度直接影响精矿浓度,同时也影响上升水流速度和柱体底部精矿层界面的高低。底阀开度偏大,精矿排出过快,上升水流速度减小,水流对中、贫连生体及单体脉石的带出作用下降,降低精矿品位[5];底阀开度偏小,会造成柱体下部精矿不能及时排出,使得精矿层界面升高,溢流浓度增加,造成“跑黑”,精矿大量流失。长时间底阀开度过小,还有可能造成底阀堵塞。因此,底阀控制器的精度对分选效果及流程稳定有直接影响。
目前同类电磁精选机的控制算法多为简单线性控制或常规PID控制,原理见图2。
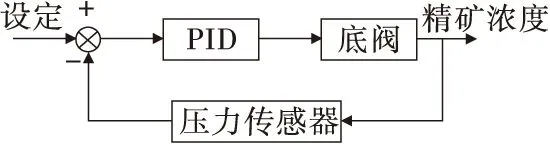
图2 常规PID控制系统原理
电磁精选机分选系统因滞后性、时变性、非线性特点,系统部分参数变化趋势未知或变化缓慢,有些参数还具有延时特性或随机干扰能力,传统PID控制器控制效果受限于结构简单,自适应性能较差,无法满足电磁精选机对控制系统的要求。
北矿机电科技有限责任公司创新性地提出了底阀专家式参数自整定PID控制算法,原理见图3。
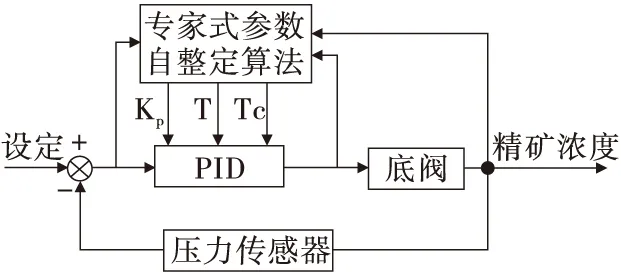
图3 专家式参数自整定PID控制系统原理
专家式参数自整定PID控制算法吸收了智能控制与常规PID控制两者的优点,能够自动辨识被控过程参数、自动整定控制参数、自适应被控过程参数的变化。PID控制器由比例单元(P)、积分单元(I)和微分单元(D)组成。其输入e(t)与输出u(t)的关系为:

式中,积分的上下限分别是0和t,因此它的传递函数为:
G(s)=U(s)/E(s)=Kp×[1+1/(Ti×s)+Td×s] ,
式中,Kp为比例系数;Ti为积分时间常数;Td为微分时间常数。
通过智能算法在线实时获得误差、误差变化、浓度设定和实时浓度等信息,专家系统通过分析各个参数变化特征自动调整PID算法的系数:比例系数Kp、积分系数Ti和微分系数Td。
专家式参数自整定PID控制系统基于规则模型,通过积累数据及现场经验建立规则模型,可以较好的克服给矿波动、水压波动等对精矿浓度造成的影响,使底阀开度调节的幅度频率以及精矿浓度的超调量始终处于最优平衡状态。
2.2.2 磁场及冲洗水阀控制系统
磁场控制主要是对磁场强度及脉冲通电时序进行控制。BKZ型电磁精选机有多个励磁线圈,控制系统通过整流模块提供大小、时序可调的直流电源,在柱体内形成特殊分布的磁场区,分固定磁场区、循环磁场区、底部磁场区三种。固定磁场区主要减少磁性物流失,起到“把尾”作用;励磁线圈通脉冲直流电,形成循环向下作用的循环磁场,起到分选的作用;最底端线圈为底部磁场,主要用于控制精矿浓度。
磁场强度主要根据精矿浓度及溢流浓度进行调整。工业试验结果表明,当给矿条件波动时,精矿浓度有可能会长时间处于过高或过低的数值,仅调整底阀开度效果较差,需要同时控制磁场强度和脉冲时间才能达到稳定精矿浓度的目的。精矿浓度长时间过高时,提高磁场强度,可增强磁性颗粒所受的向下磁场力,提高精矿浓度,反之则降低磁场强度;当溢流浓度长时间过高时,为防止“跑黑”现象,可增强固定磁场强度,以降低溢流浓度,反之则降低固定磁场强度。而脉冲通电时序则根据不同矿石的性质及参数进行改变,一般设定好最优值后不再调整。上升水流对精矿浓度影响很大,正常生产过程中,控制溢流液面高度在合适位置,以保证较好的分选效果。当给矿条件变化时,智能控制系统根据精矿浓度的变化自动调节水阀,以适应不同分选条件的需要。
3 故障预测系统的设计
3.1 故障预测系统设计
电磁精选机在工业应用时故障频发点为底部电动放矿阀门堵塞,原因有以下两种:①筛片、小石子等将底阀堵塞;②长期运行时,给矿量等条件的改变会导致精矿浓度长时间过高,容易造成柱体底部堆矿,进而造成底阀堵塞。
底阀堵塞需要由现场工人及时处理,否则会堵塞底阀,严重时需要停机处理。但现场工人往往不能及时发现底阀早期的堵塞现象,容易造成严重堵塞影响生产。为避免底阀堵塞现象,设计了故障预测专家系统,可智能识别底阀堵塞早期现象,自动启动相应程序进行报警并解决底阀堵塞问题。
预测方法:当检测到精矿浓度不断地快速升高时,程序内部将工作模式切换为手动状态,将底阀设定的开度减小。如果底阀反馈值不跟随变化,则说明底阀已经堵塞。
堵塞解决方案如下:
(1)当故障预测系统预测底阀堵塞时,程序内部将工作模式切换为手动状态,底阀开度设定为较大值,快速大幅增大放矿口。当压力传感器反馈的精矿浓度上升趋势变小时,开始将底阀开度慢慢变小,直至精矿浓度和底阀开度都回到正常范围。
(2)工业试验中发现,刚开机运行时,矿浆中杂质较多,颗粒较粗,容易堵塞底阀,故设计了自动智能开关机程序防堵。开机时,先加水,加水过程中底阀预留较小开度。当上部压力传感器检测到水充满柱体后,开启循环模式。上升水及底阀开度放水量达到平衡后,循环清洗柱体1 min。关机时,程序自动将柱体内剩余矿浆部排出后再水循环1 min后停机。
故障预测专家系统能够及时发现阀门早期堵塞现象,并自动启动相应程序解决堵塞情况,大大减少了现场工人的工作量,避免底阀堵塞严重情况的发生,提高电磁精选机无故障作业率。
3.2 自动开关机程序设计
为保证电磁精选机安全无故障运行,开关机均有严格要求。开机时,必须先加水再给料。关机时,必须先停料再停水,防止底阀堵塞及柱体底部精矿积累,影响设备运行和分选效果。同时保证加水后再加磁场,柱内无水时一定要关闭磁场,防止线圈长时间运行发热甚至烧毁。这就要求现场操作工有较高的责任心,以免粗心大意影响生产。
设计了自动开关机及磁场保护程序,使设备的开机、关机、运行各个阶段都能自动完成。自动开机流程和自动关机流程分别见图4和图5。
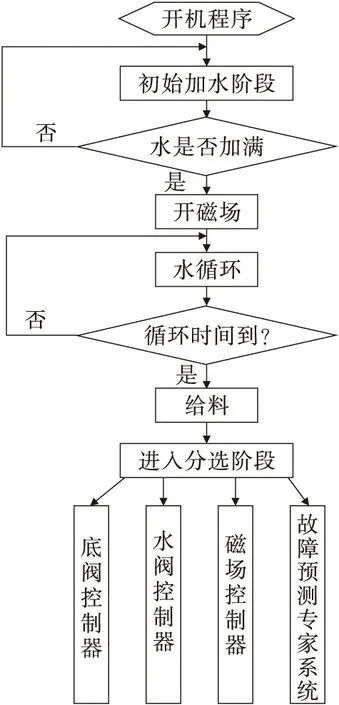
图4 自动开机流程
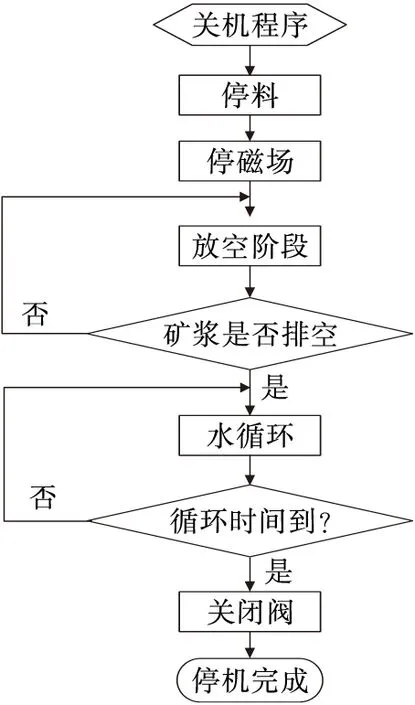
图5 自动关机流程
点击“自动开机”按钮,系统进入初始加水阶段,水阀以设定的最大值运行,底阀以较小开度运行,有利于防止堵塞。当柱体顶部压力传感器检测到水已加满时,打开磁场,否则继续加水。当水加满时,进入水循环阶段,水阀及底阀以最优值循环清洗柱体,清洗完成后给料,进入正常分选过程,运行智能控制系统控制水阀、底阀、磁场,运行故障诊断专家系统。关机流程为自动开机程序的反流程。
4 工业试验结果与讨论
智能控制及故障预测系统具备设备运行情况记录功能,可以记录一个月内的运行数据。目前已有多台采用智能控制及故障预测系统的电磁精选机在工业上得到应用。设计的电磁精选机智能控制及故障预测系统在工业试验中运行稳定,多次成功预测并解决底阀堵塞问题,避免了柱体内部物料沉槽。另外开关机程序的设计实现了自动水循环,提早预防故障。工业试验过程电磁精选机底阀开度为55时,精矿浓度设定值与反馈值的变化曲线见图6,控制系统运行状况见图7。
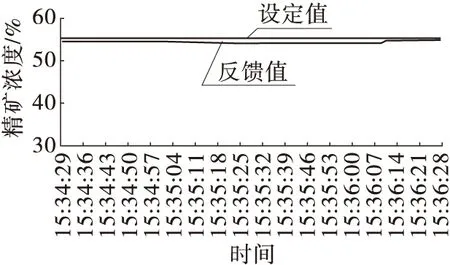
图6 精矿浓度调节曲线
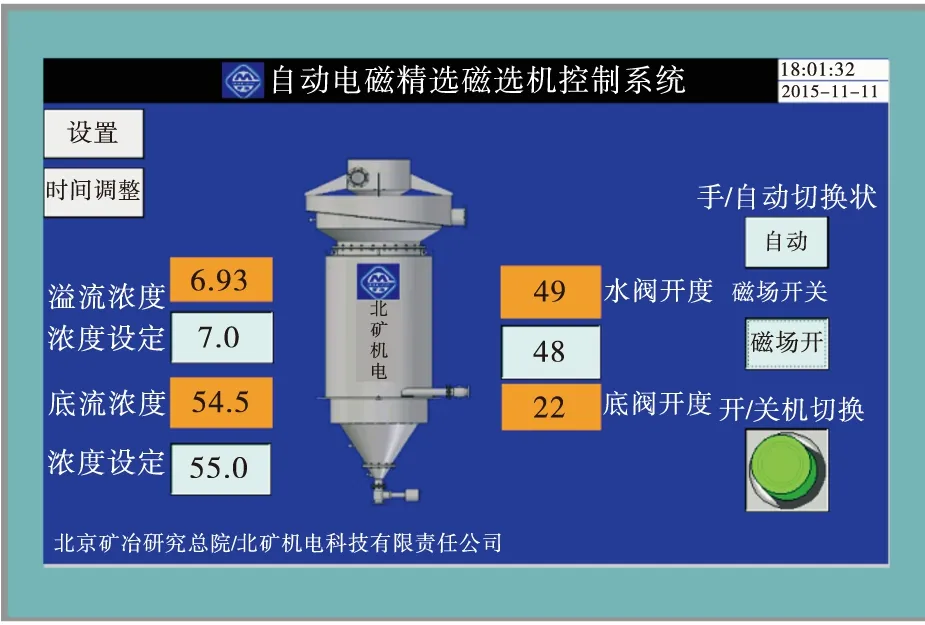
图7 控制系统运行状况
由图6和图7可知,该套系统可通过自动调节底阀大小、上升水流、磁场强度来保持精矿浓度的稳定。在底阀开度变化平稳的情况下,精矿浓度与设定值几乎吻合,波动范围在设定值的±5%内,满足电磁精选机精矿浓度稳定性的要求。配套智能控制及故障预测系统的电磁精选机在工业试验中取得了良好的分选效果,表明该套系统具有良好的控制性能。
5 结 论
(1)电磁精选机采用专家式智能PID控制算法代替传统PID算法,设计了智能控制系统和故障预测系统,并设计自动开关机程序和磁场及冲洗水阀控制系统,实现了底阀开度、上升水流、磁场强度全自动调节,无需人工手动调整,稳定了精矿浓度,避免了底阀堵塞和“跑黑”现象。电磁精选机智能控制及故障预测系统的应用,增强了设备自动运行的可靠性,提高了无故障作业率。
(2)工业试验结果表明,配套智能控制及故障预测系统的电磁精选机可预测并解决底阀堵塞问题,精矿浓度波动范围稳定在设定值的±5%内,表现出较强的控制能力。电磁精选机智能控制及故障预测系统的实施,对于稳定生产、提高企业经济效益具有积极作用。
[1] 赵通林,陈中航,陈广振.磁选柱的分选特性分析与实践应用[J].矿产综合利用,2013(3):15-17.
[2] 王 青,智晓康,王志东.全自动淘洗磁选机的研制与应用[J].金属矿山,2010(S):686-688.
[3] 赵通林,陈中航,陈广振.磁选柱自动化控制系统[J].中国矿业,2011(8):90-91.
[4] 魏红港,冉红想,李国平.电磁精选机中矿物颗粒受力分析及选矿试验研究[J].有色金属:选矿部分,2013(S):216-221.
[5] 戴新宇,赵通林,陈中航.磁选柱性能与生产实践分析[J].中国矿业,2012(S):183-185.
2015-10-20)
连晓圆(1988—),女,助理工程师,100160 北京市丰台区南四环西路188号18区23号楼。
