大型设备现场组装施工方法及关键措施
2015-01-17唐西平王晓丹赵飞鸿程楠
唐西平 王晓丹 赵飞鸿 程楠
【摘 要】 本文阐述了大型设备现场组对安装制作详细的施工工艺,并根据现场条件,采用适宜的工装进行组装过程的控制进行了说明。
【关键词】 大型设备 组对 施工 措施 工装
【DOI编码】 10.3969/j.issn.1674-4977.2015.10.003
某公司承接一大型设备的制作安装工程,由于该设备直径大,吨位重,需要在预制场进行分辨制作,之后运至现场进行组对焊接安装。该设备最大直径φ9200mm,总高29051mm,总重量172331kg,各部件具体规格和示意图如表1和图1所示。完成如此工程需要合理安排施工工艺和施工顺序,而且需要根据现场条件和施工工艺和顺序制作适用的工装及临时措施。
1 施工顺序
将设备分为φ6600mm筒体、φ9200mm筒体、上下过渡段、下封头、裙座等6部分,均采用在现场铺设平台,分瓣组对,分两段安装,其中φ9200mm筒体分为6小段。
Ⅰ段:Φ9200mm筒节(下两小段)+下过渡段+Φ6600mm筒节+裙座+下封头
Ⅱ段:Φ9200mm(上四小段)+上过渡段
2 工装及临时设施制作
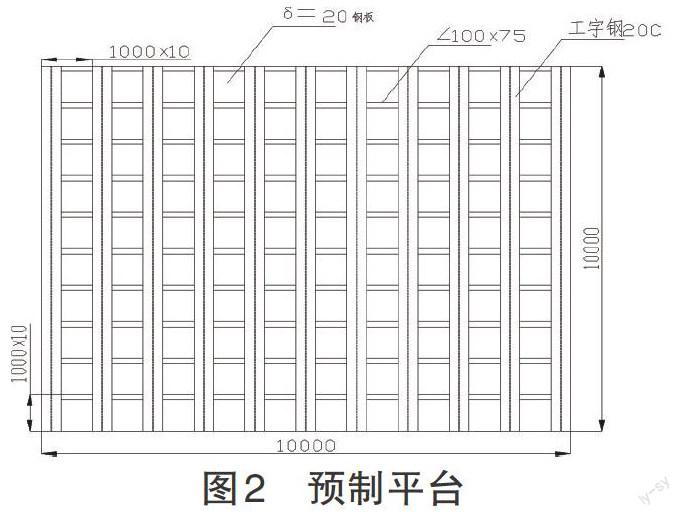
(1)在施工现场上铺设4个100m2的预制平台,如图2所示。
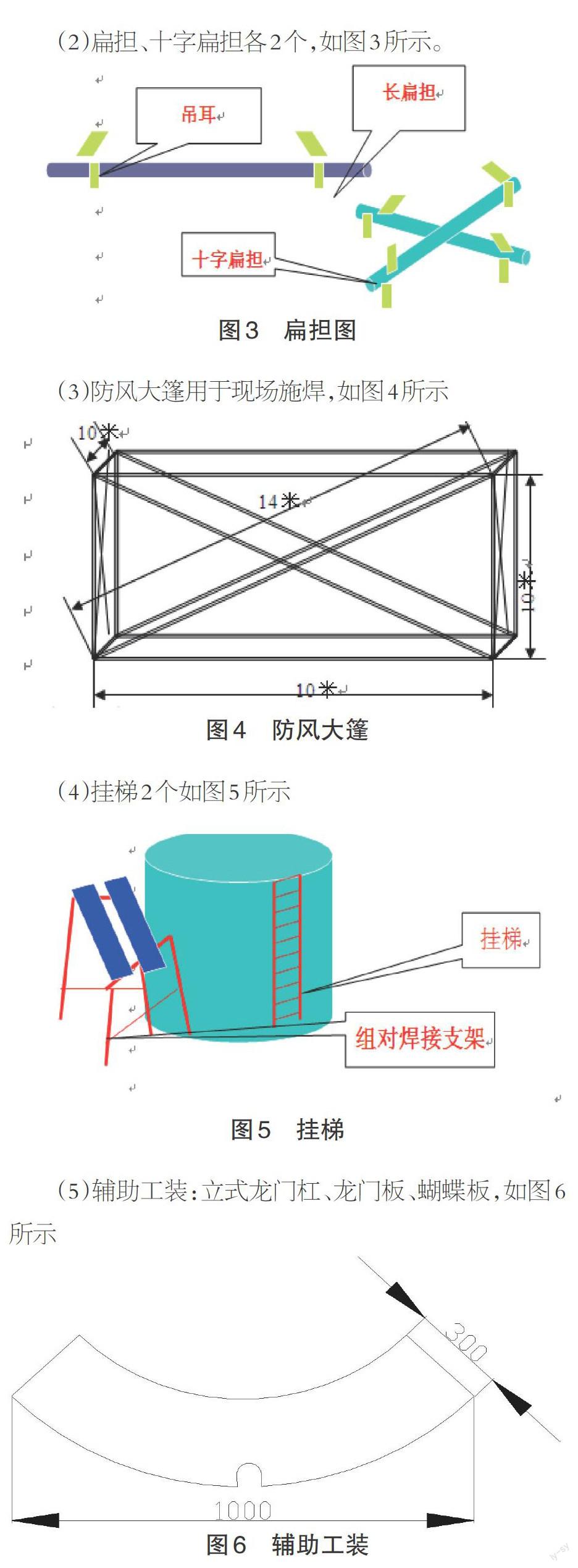
(2)扁担、十字扁担各2个,如图3所示。
(3)防风大篷用于现场施焊,如图4所示
(4)挂梯2个如图5所示
(5)辅助工装:立式龙门杠、龙门板、蝴蝶板,如图6所示
3 组对
3.1 筒体组对
(1)在平台板上划出筒体内圆周线,组装圆周线为设计内径计算周长加筒体纵缝焊接收缩量。并沿圆周内侧,每隔一定距离点焊定位角钢。
(2)按设计图样及排版图组对第一节筒体检验其圆度、上口水平度、周长及垂直度,每道纵缝用3块δ=26加强板加强,椭圆度合格后,用Φ108×6无缝钢管做米字形对筒体进行固定。对因焊接变形所造成的几何尺寸不符合要求处进行矫正,并检查焊缝表面质量。
(3)用50T吊车将第一节筒体吊运至存放地点。
(4)其余各节筒体的施工按第一节筒节的组焊方法进行组装、焊接、检查矫正。
(5)筒节环缝组焊
最后一节筒节组焊、检验完毕后用支撑对筒节进行加固,焊接2个100T管轴式吊装吊耳。用50T吊车将最后一节筒節吊到倒数第二节筒节顶部组焊。按此方法依次组焊。
(6)筒体焊接完毕后用120T吊车将筒体吊起,用50T吊车溜尾吊放在转胎上,画线、组焊,由衬里单位衬里。
3.2 封头组焊
封头外委分瓣预组装结束分片运到现场,利用工装在现场临时平台上组焊。组装成形经检查合格后方可焊接,封头的太阳顶待其他部分组焊完毕后,最后安装。在封头上均布焊接4个30吨板式吊耳,标高在距下口500mm高的截面上,耳板向心方向焊接。
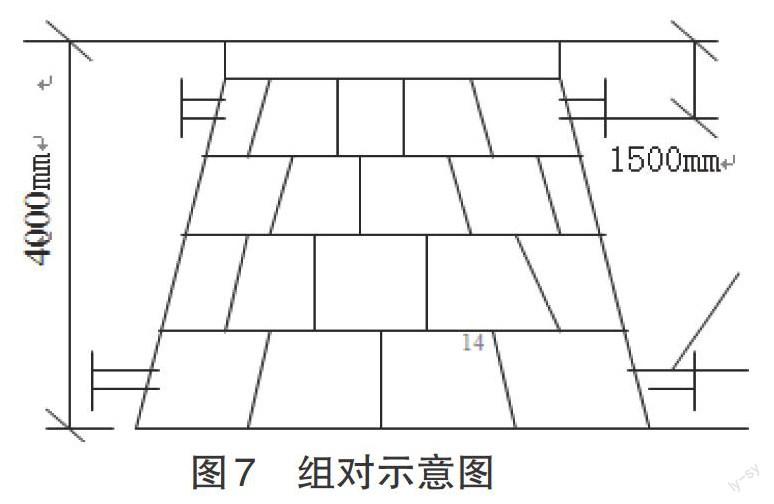
3.3 过渡段
上过渡段外委分瓣预组装结束分片运到现场,利用工装在现场临时平台上组焊。组对时大口向下(如图7),按排版图分四层分别组对,然后按顺序组对成整体。整体组装完毕后再进行焊接,先焊纵缝后焊环缝。在过渡段上下口焊接吊耳与十字支撑,以备翻个吊装用。吊耳采用二个50吨管轴式对称布置,十字支撑的其中一根与吊耳方位应一致。焊接完毕后,用330T吊车、120T吊车配合将过渡段翻转,焊接锚固钉,由衬里公司做完衬里后再用120T、330T吊车翻转过渡段。下过渡段施工方法同上。
3.4 大段组对
(1)组对第Ⅰ大段
第Ⅰ大段:Φ9200mm筒节(下两小段)+下过渡段+Φ6600mm筒节+裙座+下封头,长18800mm,约110t。
用120T吊车吊起φ6600mm筒节依次与下封头、裙座于平台上立式组对成第一小段,将φ6600mm与下过渡段、φ9200mm筒节(下两小段)组对成第二小段,将第一小段与第二小段组对形成第Ⅰ大段。组对时按排版图确定方位用专用组对工具进行组对,间隙C=0-1mm,错边量b≤5mm,棱角度E≤4.6mm,直线度HΔ≤18mm。
无损检测
焊缝全部焊完后进行100%射线检测,II级合格,超声波复验,检测比例20%,Ⅰ级合格。
(2)组对第Ⅱ段
第Ⅱ段:Φ9200mm(上四段)+上过渡段约70T。
先将过渡段置于平台上,大口向上,用十字扁担,330T吊车配合起吊过渡段与φ9200mm筒节组对,落于上过渡段,组焊好(采用手工焊),形成Ⅱ段。按排版图确定方位用专用组对工具进行组对,间隙C=0-1mm,错边量b≤5mm,棱角度E≤4.6mm,直线度HΔ≤11mm。
无损检测
Ⅱ段形成后,进行100%射线检测,II级合格,超声波复验,检测比例20%,Ⅰ级合格。
开口划线,组焊补强圈及接管
至此,主体结构全部组装完毕,经检查完全满足图纸要求。
作者简介
唐西平,高级工程师,现从事质量检验工作。
王晓丹:本科,工程师,现从事质量检验工作。
赵飞鸿:本科,助理工程师,现从事质量检验工作
(责任编辑:张晓明)