某浸金尾砂硫的浮选回收试验
2015-01-17张贤策代献仁
张贤策 代献仁
(1.安徽铜陵铜冠黄狮涝金矿;2.铜陵有色技术中心)
某浸金尾砂硫的浮选回收试验
张贤策1代献仁2
(1.安徽铜陵铜冠黄狮涝金矿;2.铜陵有色技术中心)
某浸金尾砂粒度较细,-0.015 mm占31.3%,硫含量为13.1%,金、银品位分别为0.74、11.4 g/t,硫主要以黄铁矿的形式存在,并受氰化物的强烈抑制。试样经自然晾晒后,以硫酸为pH调整剂、硫酸铜+硫酸亚铁为活化剂、丁基黄药+丁铵黑药为捕收剂进行浮选回收硫的试验。结果表明:试样无需磨矿,在条件试验确定的最佳药剂制度下,经4粗2精1精扫浮硫闭路流程处理,最终可获得产率为26.04%、硫品位40.03%、回收率79.57%的硫精矿,其中金、银品位分别为2.29 g/t、28.5 g/t,回收率分别为80.6%、65.1%,有效回收了尾砂中的硫,并在硫精矿中实现了金、银贵金属的伴随回收。
浸金尾砂 氰化物 抑制 浮选
安徽铜陵某金矿选矿厂原矿为铁帽型含金氧化矿和含金混合矿,矿石金属矿物主要为褐铁矿族矿物,次为赤铁矿。目前该金选厂采用全泥氰化浸出方法回收金,浸金尾砂排至尾矿库堆存。随着开采深度的增加,矿石中硫化矿含量逐渐增加,现硫品位为13.1%,达到工业利用品位,且金、银贵金属含量可观。为回收其中的有价元素硫,并伴随回收金、银,同时减少尾砂堆存、防止环境污染,延长尾矿库使用年限,对浸金尾砂进行浮选试验。
硫化矿的选别一般选择浮选法。浸金过程中大量使用的氰化物,强烈抑制硫化矿上浮。因此将浸金尾砂输送到尾矿库后进行自然晾晒,以降解部分氰化物,减轻其对浮选的不利影响。对晾晒后的尾砂制取的试样进行浮选条件试验,获得了良好的试验指标。
1 试样性质
试样的化学多元素分析和硫物相分析结果分别见表1和表2。
表1 试样化学多元素分析结果 %

成分SAuAgCuFe含量13.100.7411.40.0835.64成分AsCaOMgOAl2O3SiO2含量0.293.730.884.2019.42
注:Au、Ag的含量单位为g/t,下同。
表2 试样硫物相分析结果 %

硫相别含量占有率黄铁矿中的硫11.2385.75磁黄铁矿中的硫1.5712.02硫酸盐中的硫0.302.23总硫13.10100.00
表1和表2表明,试样硫品位为13.1%,是主要有价元素,金、银含量分别为0.74、11.4 g/t,可伴随硫给予回收。85.75%的硫以硫黄铁矿的形式存在,其次为磁黄铁矿,硫酸盐中的硫少量,因此硫的回收主要是对黄铁矿的选别。SiO2是杂质的主要成分,黄铁矿与SiO2分离是选别的关键,铁暂不作研究。试样粒度较细,对浮选会产生影响。为查明有用元素在各粒级中的含量,对试样进行粒度分析,结果见表3。
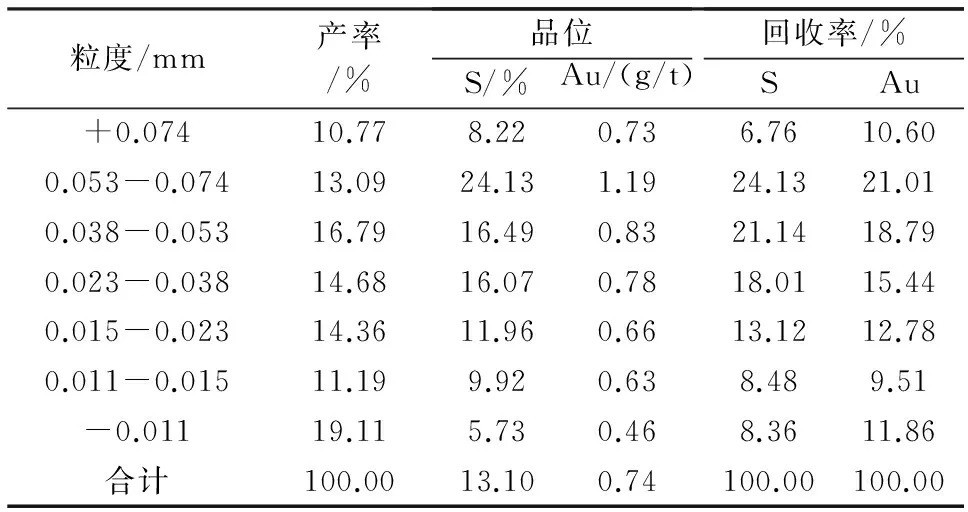
表3 试样粒度分析结果
表3表明,试样粒度较细,-0.074 mm占89.23%,其中-0.015 mm占31.3%,泥化现象严重。该部分粒级颗粒覆盖在矿物表面阻碍对药剂的吸附,致使选择性变差,浮选指标不理想。
2 试验结果与讨论
针对试样泥化的特点,进行脱泥探索试验,结果表明:尽管脱泥可有效去除细泥,提高浮选精矿硫品位,但硫在细粒级部分中损失较多,降低回收率。综合考虑,确定试样不进行脱泥处理。
试样采自浸金尾砂尾矿库,自然晾晒时内外水分含量不等,产生结团,矿物表面残存部分氰化物并受到氧化。矿浆存在的氰氢根会抑制黄铁矿的上浮,通过加入适量硫酸以清洗矿物表面,使矿物露出新鲜表面,降低氰氢根浓度,减弱其对浮选的不良影响,调节矿浆pH,进而提高硫、金、银回收率。磨矿细度、矿浆pH值、活化剂、捕收剂和矿浆浓度等因素均会对黄铁矿的浮选效果产生影响,采用一次粗选进行浮选条件试验,考察这些因素对浮选指标的影响,试验流程见图1。

图1 浮选条件试验流程
2.1 磨矿细度试验
磨矿细度条件试验在矿浆pH调整剂硫酸用量为500 g/t、活化剂硫酸铜用量为200 g/t、捕收剂丁基黄药用量为100 g/t、起泡剂2#油用量为20 g/t、矿浆浓度为26%时进行,试验结果见图2。
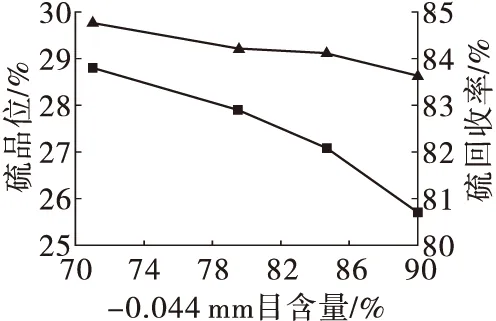
图2 磨矿细度条件试验结果
由图2结果可知,磨矿细度的增大,精矿硫品位和回收率均呈下降趋势,且硫回收率下降趋势更显著。这是因为浸出尾砂粒度较细,磨矿细度增大使泥化现象更加严重,恶化浮选指标。因此试样不进行再磨,试样入选细度为-0.044 mm占71%。
2.2 硫酸用量试验
添加硫酸以改善矿浆pH、优化浮选环境。矿浆pH条件试验在硫酸铜用量200 g/t、丁基黄药用量为100 g/t、2#油用量为20 g/t,矿浆浓度为26%时进行,结果见图3。
本研究发现,黄油的固体脂肪含量比猪油高,有更好可塑性,同时与猪油相比,烘焙温度和循环加热次数的增加对黄油的酸价、过氧化值及多不饱和脂肪酸含量影响不显著(P>0.05),这说明黄油在不同烘焙条件下具有良好的稳定性,但高温处理及多次加热会使黄油的单不饱和脂肪酸和饱和脂肪酸含量增多,因此,也应尽量避免黄油的重复利用并适当减少烘焙温度。
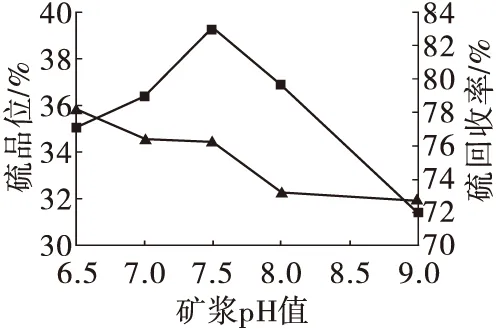
图3 硫酸用量试验结果
由图3结果可知,随着矿浆pH值逐步提高,精矿硫品位逐渐降低,回收率先升后降。当矿浆pH超过7.5时,硫回收率开始下降。综合考虑硫品位和回收率,确定矿浆pH值为7.5,此时硫精矿品位为36.1%、回收率为83.2%,对应硫酸用量为1 000 g/t。
2.3 活化剂条件试验

考虑到活化效果,试验以硫酸铜作为黄铁矿的活化剂,并采用价格低廉的硫酸亚铁替代部分硫酸铜以降低选矿成本。探索试验表明,硫酸铜用量在200 g/t为宜。在硫酸用量为1 000 g/t、丁基黄药用量为100 g/t、2#油用量为20 g/t条件下,矿浆浓度为26%时,固定硫酸铜用量为200 g/t,改变硫酸亚铁用量进行活化剂用量试验,试验结果见图4。

图4 硫酸亚铁用量条件试验结果
由图4可知,随着硫酸亚铁用量的增加,硫精矿回收率先升后降,硫品位在31.5%上下波动。当硫酸亚铁用量超过200 g/t时,硫精矿回收率开始下降。浮选现象表现为泡沫颜色发黑,上浮泡沫量降低。原因是硫酸亚铁用量过大,消耗了部分捕收剂,不利于黄铁矿的回收。由于粗选着重考虑硫的回收,因此选择硫酸铜和硫酸亚铁用量分别为200 g/t和200 g/t,此时硫精矿品位为29.6%,回收率为86.9%。进一步的活化剂作用时间条件试验表明,作用时间为4 min时,浮选效果最好。
2.4 捕收剂种类和用量试验
除丁基黄药外,丁铵黑药、BK-301和PAC也是有色金属矿石浮选的良好捕收剂,对金、银矿物具有较好的选择性,并兼有一定的起泡性。为确定既能高效浮硫又能加强对金、银综合回收的捕收剂,选择丁基黄药分别与丁铵黑药、BK-301、PAC组合使用进行捕收剂探索试验。结果表明:丁基黄药和丁铵黑药以2:1组合使用时有利于金、银的综合回收,效果最佳。在硫酸用量1 000 g/t、硫酸铜+硫酸亚铁用量为200+200 g/t、2#油用量为20 g/t,矿浆浓度为26%条件下,按2∶1配比进行丁基黄药和丁胺黑药捕收剂总用量条件试验,试验结果见图5。
由图5可知,随着捕收剂总用量的增加,精矿硫

图5 捕收剂用量试验结果
品位逐渐下降,回收率逐渐提高。当捕收剂总用量达到120 g/t时,再增大捕收剂用量,硫精矿回收率上升幅度变缓,精矿硫品位持续下降。综合考虑,确定捕收剂总用量为120 g/t,即丁基黄药+丁铵黑药用量为80+40 g/t。此时硫精矿品位为31.6%、回收率为86.1%。
2.5 矿浆浓度试验
浮选浓度对浮选指标的影响表现为:浮选浓度过高,容易产生夹杂,降低精矿硫品位;浮选浓度过低,药剂消耗大,处理量下降。固定硫酸用量1 000 g/t、硫酸铜+硫酸亚铁用量200+200 g/t、丁基黄药+丁铵黑药用量为80+40 g/t、2#油用量20 g/t,考察矿浆浓度试验对浮选指标的影响,试验结果见图6。

图6 矿浆浓度试验结果
由图6可知,当矿浆浓度较高或较低时,硫精矿品位较低或回收率偏低,影响硫的回收。综合考虑硫精矿和品位,确定矿浆浓度以27%为宜,此时硫精矿品位为31.6%、回收率为86.1%。
2.6 闭路试验
在条件试验的基础上,采用4粗2精1精扫流程对试样进行闭路试验。流程见图7,结果见表4。
表4 闭路试验结果 %
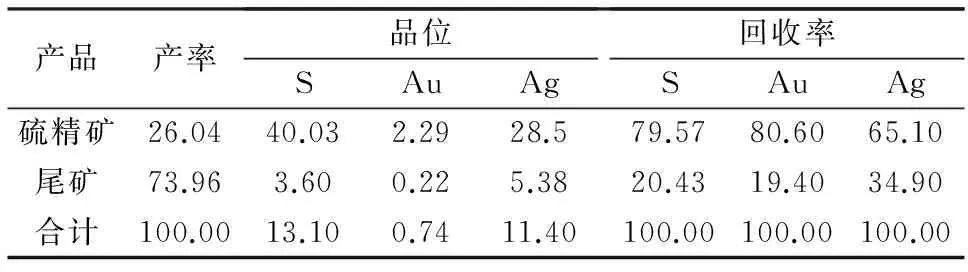
产品产率品位SAuAg回收率SAuAg硫精矿26.0440.032.2928.579.5780.6065.10尾矿73.963.600.225.3820.4319.4034.90合计100.0013.100.7411.40100.00100.00100.00
3 结 论
(1)该浸金尾砂试样因含氰化物,在矿浆中产生氰氢根抑制黄铁矿上浮。采用自然晾晒并加入硫酸清洗矿物,同时调整矿浆pH、优化浮选环境。以硫酸亚铁+硫酸铜作为活化剂,丁基黄药+丁铵黑药作为捕收剂,对尾砂试样中的黄铁矿进行回收。

图7 浮选闭路试验流程
(2)试样经4粗2精1精扫闭路试验流程浮选,最终获得硫精矿硫品位40.03%、含金2.29 g/t、含银28.5 g/t,硫、金、银回收率分别为79.57%、80.6%和65.1%,硫精矿指标较好, 同时实现了金、银贵金属在硫精矿中的富集。
[1] 衣成玉,杨玉洁,任相军.某黄金尾矿再回收金选矿试验研究[J].金属矿山,2010(S):817-819.
[2] 王昌良,饶系英,李秀成.内蒙古某浸金尾矿的综合利用研究[J].矿产综合利用,2007(5):17-19.
[3] 穆国红.难处理金矿选矿试验研究[J].江西有色金属,2008(3):31-35.
Sulfur Recovery by Flotation on a Tailing from Gold Leaching
Zhang Xiance1Dai Xianren2
(1.Anhui Tongling,Tongguan Huangshilao Gold Mine;2.Tongling Nonferrous Technology Center)
Particle size distribution of a gold leaching tailing is fine, -0.015 mm accounted for 31.3%, sulfur content is 13.1%, gold, silver grade is 0.74 and 11.4 g/t, respectively, sulfur mainly exists in form of pyrite. Sulfur flotation recovery using sulfuric acid as pH adjusting agent, copper sulfate and ferrous sulfate as the activator, butyl xanthate and butyl ammonium aerofloat as collector was conducted. Results showed that through four roughing two cleaning one scavenging process at the optimum reagent system without grinding, sulfur concentrate was obtained with yield rate of 26.04%, sulfur grade of 40.03%, recovery of 79.57% and gold and silver grade of 2.29 g/t and 28.5 g/t, gold and silver recovery of 80.6% and 65.1%. Sulfur in the tailing was effectively recovered, and realized the precious metals gold and silver recovery in the sulphur concentrate.
Gold leaching residual, Cyanide, Inhibition, Flotation
2015-08-27)
张贤策(1975—),男,助理工程师,244000 安徽铜陵市郊区大通镇金华村。
