焊接工艺参数对热输入与焊接质量的影响
2015-01-14刘召平
刘召平
湖南省工业设备安装有限公司(410000)
焊接工艺参数对热输入与焊接质量的影响
刘召平
湖南省工业设备安装有限公司(410000)
根据作者多年的学习和实践经验,以不锈钢焊接为例,分析主要工艺参数对热输入和焊接质量的影响,分别从焊接的电流、电压、速度、钨极直径、喷嘴直径等几个方面进行详细探讨。研究成果对焊接工艺对于焊件质量的影响研究具有一定参考意义。
焊接工艺;参数;热输入;焊件质量
焊接工艺作为焊接的重要内容,对焊接质量的提高具有重要的意义。传统焊接过程中工人只是实施焊接,并未对焊接工艺进行全面挖掘,没有在焊接工艺要求上把握好焊接参数,没有对焊接参数进行合理分析和设置,这在很大程度上影响了焊接质量。合理把握焊接工艺参数,正确处理焊接工艺参数对焊接稳定性、稀释率、焊道形状等的影响已经成为焊接工作的关键。
1 焊接电流种类的影响分析
焊接电流种类和极性是影响对热输入及焊接质量的关键因素。常规焊接的过程中一般依照工件材料选取焊接电流,依照工件焊接需求确定电流的种类、大小。除此之外,焊接电流选取还受到焊接位置、焊接水平等因素的影响。
直流电流焊接的过程中电弧稳定性较高,焊接质量较高,可以应用在重要的焊接结构或厚板钢结构上。而交流电流焊接接缝效果较好,焊接经济效益较高,多用于一般结构焊接。在高精度、高质量焊接过程中可以适当选取脉冲焊机。脉冲焊机可以通过调节装置控制系统热输入量,降低过大热输入量对焊接区域的影响,从本质上提升了焊缝接缝成形效果。该焊接电流在焊接过程中可以有效降低直流焊接可能出现的烧穿现象,减小了焊接热影响区域,对焊接质量的改善具有重要意义。
2 焊接电流数值的影响分析
焊接电流数值可以直接影响钨极氩弧焊质量。合理的焊接电流数值可以明显提升钨极氩弧焊效益,提高劳动生产率,已经成为新时期焊接工艺参数设置的重要内容。焊接电流选取的过程中要对焊接环境和焊接质量进行合理分析,在焊接需求基础上合理设置电流数值,其影响因素主要包括焊接钨极直径、钨极端部形状、焊接厚度、焊接位置、焊接层数、接头形式等。
焊接工艺中电流过大或过小都会造成使焊接质量受到影响,导致焊接效果大打折扣。当焊接电流过大时很容易出现热量较高引起的烧穿现象,电流达到一定程度时焊接过程中还容易出现由过大电流产生的飞溅和烟雾等现象,导致焊头局部通红。这种状况非常容易造成涂层失效或涂层崩落,严重时甚至造成焊接变形,出现咬合、焊瘤等缺陷。当焊接电流过小时焊接效果根本无法达到要求,接头很容易出现由焊接不良造成的开裂现象。与此同时,焊接电流过小还导致焊接效益大打折扣,造成焊接时间增长,生产效率严重降低。因此,在焊接的过程中要对焊接参数进行合理控制,要保证焊接质量,在焊接效果要求下尽量选取较大的电流,尤其是在焊接环境温度较低时。
电流数值试验中,点焊时采用DZ-63单相整流式直流点焊机点焊,并用MM-315型焊接电流监测仪监测点焊过程中焊接电流、焊接时间等。检验结果显示焊接电流在9.5 kA左右焊接抗剪力、熔透率达到最大,分别为5 838 N、86.4%,此时焊接效果最好。
3 电弧电压的影响分析
电弧电流与电弧电压之间具有非常密切的关系,焊接过程中两者具有相似的性质。焊接中的电解电压在很大程度上受到电弧长度的影响,两者之间呈线性关系,即弧长增长过程中电弧电压上升,反之电弧电压下降。电弧电压上升过程中电弧功率逐渐增大,当达到一定程度后,热输入量明显上升。
电弧电压上升的过程中电弧热量逐渐上升,气体保护效果明显下降,很容易使焊接质量受到影响。电弧焊接电压过高时电弧中电流值稳定性降低,此时很容易产生电弧燃烧不稳定现象,导致电弧飞溅,造成焊接出现咬边、气孔等问题,使焊接工艺受到影响;电弧焊接电压过低时焊接电流值稳定性降低,此时很容易产生焊接不稳定现象,导致焊接中产生焊瘤、碰钨等问题。因此,在焊接的过程中操作工人要对弧长进行合理控制,选取大电流、大直径的焊丝。钨极氩弧焊的过程中常选取短弧焊。该焊接方法可以明显提升焊接的保护效果,通过集中焊接热量提升焊缝的焊接效果,大大降低了焊接的难度。
4 焊接速度的影响分析
焊接过程中焊枪移动速度直接影响焊接效果,焊接速度过快或过慢都可能导致焊缝焊接效率受到限制,造成焊接质量问题。从焊接效率考虑,焊接过程中要尽量保证以较高的速度焊接,在给定的焊缝尺寸要求下适当提升焊接电流和焊接电压,从而保证通过较高焊接速度获得较好焊接质量。但是在焊接不锈钢的过程中不可选取较高的焊接速度,当速度较高时很容易导致焊件变形,使焊接效果达到质量要求。
5 钨极直径及端部形状的影响分析
钨极直径和端部形状可以直接导致焊接热输入发生变化。
钨极直径较大时很容易导致电弧稳定性降低,造成电弧漂浮,而钨极直径较小时会导致钨极材料热量明显上升,造成钨极融化、挥发。因此,在选取钨极直径的过程中要尽量依照焊接方法确定参数内容,防止出现钨极温度升高、烧损现象。
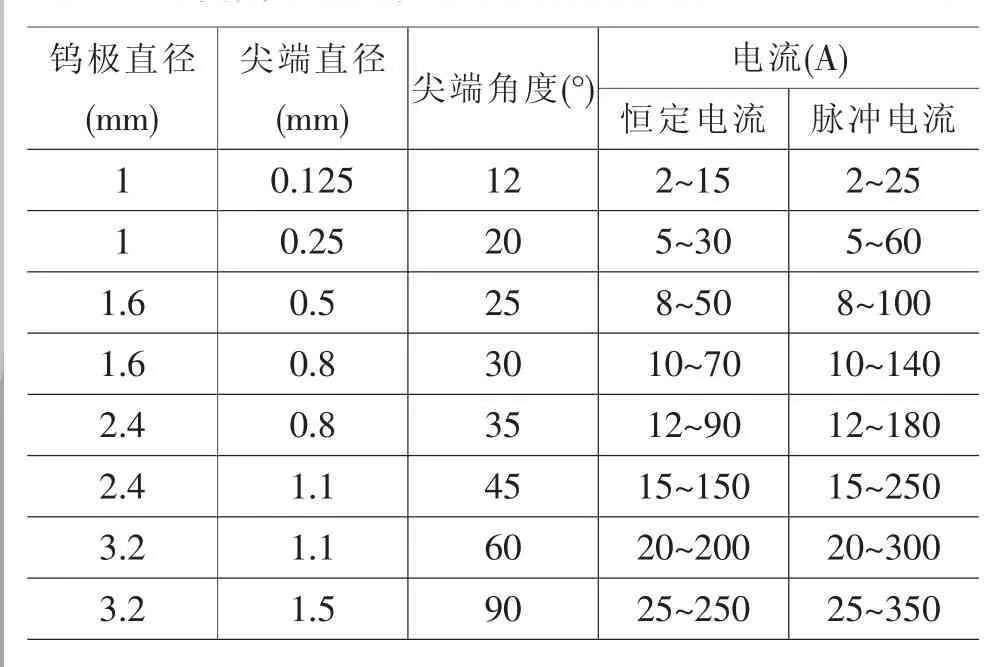
表1 钨极尖端直径和尖端角度对应电流范围表
钨极的端部形状也会在一定程度上影响焊接效果。钨极不同的尖端尺寸可以产生不同的作用,如锥角较小的钨极尖端一般焊缝熔深较浅,熔宽较大;锥角较大的钨极尖端一般焊缝熔深较深,熔宽较小。在钨极选取的过程中要严格依照钨极尖端尺寸对应电流范围对尺寸数据进行选取,具体数据见表1。要最大限度降低尖端尺寸与电流的冲突,减小尖端损耗。
相关资料显示:在小电流焊接情况下可以适当选取小直径和小锥角钨极,在大电流焊接情况下可以选取大直径和大锥角钨极,从而保证钨极能够在运行电流范围中正常工作,从根本上改善焊接的稳定性,降低钨极直径和端部形状对焊接的影响。
6 氩气流量的影响分析
氩气流量可以在一定程度上影响焊接效果,其主要表现在氩气流量较高时焊接过程中气体流速较大,很容易形成紊流,造成保护效果大打折扣;氩气流量较低时焊接过程中气体流速较小,挺度差,周围空气排除质量较低,保护效果欠佳。因此流量氩气选取的过程中要依照焊接需求进行合理控制,保证流量速度与焊接需求一致,其具体流量见表2。
7 喷嘴直径的影响分析
喷嘴直径直接影响着气体的保护效果,是造成焊接质量受到限制的重要因素。资料表明:喷嘴直径过小时很容易造成保护范围缩减,气流速度上升,金属氧化;喷嘴直径过大时很容易造成气流速度降低,挺度减小,导致氩气保护效果受到限制。因此,喷嘴孔径选取要依照保护气状况确定,从而保证焊接效益的最大化,实现焊接质量的全面提升,具体内容见表2。
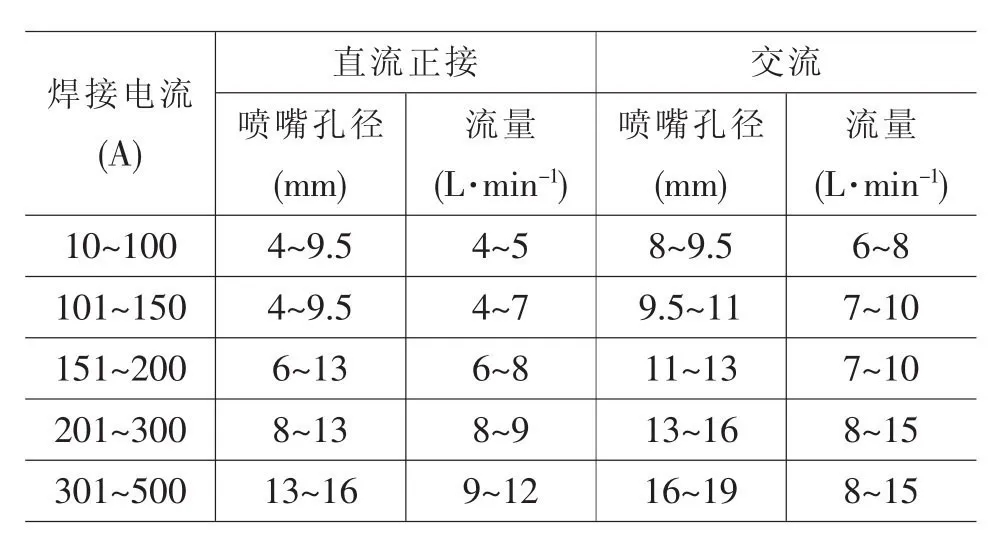
表2 喷嘴孔径与保护气流量选用指标
8 总结
焊接工艺参数是指在焊接工作时为保证焊接质量而确定的物理量,选择合适的焊接工艺参数对提高焊接质量具有重要作用。在焊接过程中人员要对焊接工艺参数进行合理设置,依照焊接需求对参数进行选择,实现焊接质量的全面提升。
[1]王英利,王凤仙.焊接工艺参数对3 mm厚SS400钢焊接接头组织的影响[J].热加工工艺,2014,13:20~23.
[2]赵维艳,张敏,崔志峰.焊接工艺参数对CO2气体保护焊焊接质量的影响[J].焊接技术,2013,09:74~75.
[3]杨坪,苏威.焊接工艺参数对焊接残余应力的影响[J].热加工工艺,2010,07:144~145.
[4]刘光云,吕向阳,王义.STT焊接工艺参数对根焊质量的影响[J].焊接技术,2010,05:56~58.