GQ80型铁路罐车的射线检测
2015-01-11余小清王建红
余小清,王建红
(西安轨道交通装备有限责任公司,西安 710086)
GQ80型铁路罐车为西安轨道装备公司研发的新一代80t级铁路罐车,罐车为无底架结构。罐体主要由封头、圆锥筒体(锥筒)、圆柱筒体(直筒)三部分组成,如图1所示。
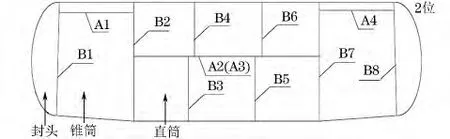
图1 GQ80型铁路罐车罐体结构示意
筒体中部为直筒,两端为封头,锥筒连接直筒和封头。直筒上部壁厚8mm、下部壁厚10mm,材料为Q450NQR1。圆锥筒体壁厚10 mm,材料为Q450NQR1。封头壁厚10mm,材料为Q345R。罐车装载的轻油易燃,属于铁路危险货物。
GQ80型罐车罐体在运行过程中受到列车牵引力、路轨通过转向架传递给罐体的垂直和横向动作用力、冲击震动等复杂动力的作用。罐体焊接缺陷在列车运行过程中可能出现扩展,进而发生安全事故。
GQ80型铁路罐车装载的轻油一旦发生泄漏,不仅影响行车安全和用户对罐车的使用,还容易引起火灾。此外,轻油泄漏后,运行中的罐车还会对铁路沿线产生大范围污染。经过分析,罐体渗漏基本都是由于罐车制造时的焊接缺陷引起的[1]。因此,铁路罐车作为铁路危险货物的主要运输工具,对罐体对接接头进行无损检测非常有必要[2]。
1 罐体对接接头无损检测方法
罐体对接接头的主要缺陷为未焊透、气孔、夹渣,这些缺陷大部分位于焊缝内部,可以选择的无损检测方法有超声检测和射线检测。
焊缝超声检测主要有A 型脉冲反射式超声检测、相控阵超声检测和衍射时差法超声检测三种方法。ASTM E 2700-2009《焊缝接触式超声相控阵检测方法》适用的厚度范围为9~200mm[3],JB/T 4730.10-2010《衍射时差法超声检测》适用的厚度范围为12~400 mm。GQ80罐体板厚T在8~10mm之间,超出了相控阵和TOFD 标准的适用范围,不宜采用相控阵或TOFD 超声检测。A 型脉冲反射式超声检测在罐车制造行业应用最为广泛,但GQ80罐体的两个结构特点不适合采用脉冲反射式超声检测。
1.1 焊缝宽度对检测的影响
根据产品图纸,罐体对接焊缝宽度为16~23mm,如图2所示。
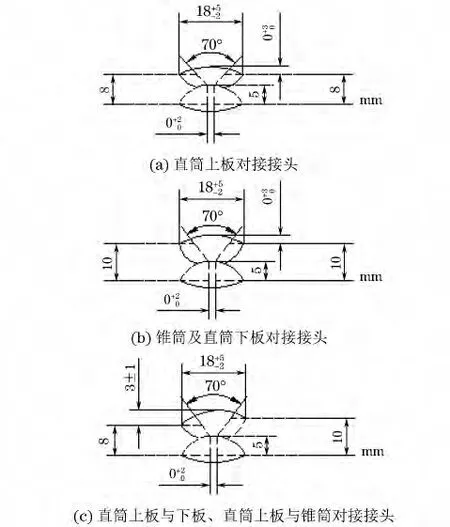
图2 罐体各部分对接接头尺寸
为保证检测到对接接头整个截面,超声探头的K值必须满足下式[4]:

式中:a为上焊缝宽度的一半;b为下焊缝宽度的一半;l0为探头的前沿长度;T为母材厚度。
但GB/T 11345-2013[5],TB/T 1558.2-2010[6],JB/T 4730.2-2005《射线检测》等焊接接头超声检测标准均要求探头折射角在35°~70°之间,允许的最大K值为3,导致即使选取K3的探头,T为8mm 这部分罐体焊缝仍有部分焊接接头扫查不到。
1.2 封头直边长度对检测的影响
采用焊缝一次反射波法超声检测时,探头的移动长度L应满足:

焊缝两侧板厚不等时取薄板侧厚度值。
根据产品图纸,封头直边长度为40 mm,小于超声检测必须的75 mm。当探头在封头侧扫查封头端环缝时,封头直边长度满足不了单面双侧扫查对探头移动距离的要求。
基于超声检测和射线检测的优缺点,国内外同类产品在标准中明确规定对罐体对接接头采用射线检测法,如表1所示。
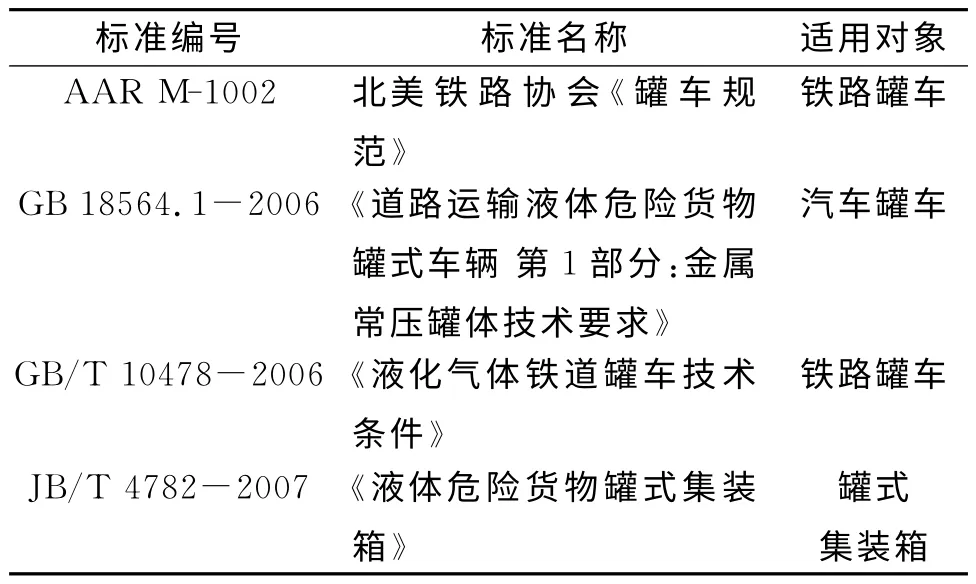
表1 有关标准对危险货物罐体对接接头射线检测要求
AAR M-1002《罐车规范》规定的射线检测方法包括射线照相、实时成像检测及计算机射线照相检测三种方法[7]。GQ80罐体壁厚8~10mm,适宜采用射线检测。国内研究表明,实时成像技术与射线照相具有同等缺陷检测能力[8],对提高铁路罐车检测效率具有重要意义。
2 罐体对接接头射线检测的质量标准
2.1 GQ80罐体对接接头缺陷允许限度
罐体在列车运行过程中为受力部件,罐体装载危险货物,罐体对接接头为全焊透结构,对接接头不允许裂纹、未熔合、未焊透类缺陷出现。罐车壁厚8~10mm,气孔是引起泄漏的主要原因之一,因此不允许直径大于4mm,长度大于6mm 的气孔缺陷存在。
2.2 国内外同类产品的质量标准
2.2.1 北美铁路罐车质量标准
AAR标准规定下列缺陷的焊缝视为不合格:任何形式的裂纹、未熔合或未焊透;单个气孔直径大于0.3T(T为罐体板厚);单个条形夹渣的长度大于6.35mm。
2.2.2 液体危险货物罐式集装箱及汽车罐车质量标准
GB 18564.1-2006及JB/T 4782-2007规定对接接头射线检测按照JB/T 4730.2-2005执行,合格级别不低于JB/T 4730.2-2005规定的Ⅲ级。
2.2.3 移动式压力容器(铁路罐车、汽车罐车、罐式集装箱)质量标准
TSG R 005-2011《移动式压力容器安全技术监察规程》规定:罐体100%射线检测的,合格级别不低于JB/T 4730.2规定的Ⅱ级;罐体局部(≥20%)射线检测的,合格级别不低于JB/T 4730.2规定的Ⅲ级。
2.3 GQ80型铁路罐车射线检测质量标准
经比较,罐体射线检测的质量要求与液体危险货物汽车罐车、罐式集装箱射线检测质量标准JB/T 4730.2-2005 Ⅲ级基本相同。因此,罐车射线检测质量标准可采用JB/T 4730.2规定的Ⅲ级。
3 罐体对接接头射线检测比例
3.1 罐体对接接头质量等级
罐体对接接头设计的质量等级为EN 15085-5:2007《铁道车辆及其部件的焊接》规定的CPC1,相应的焊缝检验等级为CT2,即射线检测最低比例为:每个罐体焊缝10%长度,或者100%射线检测每10个罐体中的1个罐体。
3.2 其他同类产品射线检测的比例
3.2.1 AAR 铁路罐车检测比例
应对压力罐车罐体进行100%的射线探伤;非压力罐车在生产工艺稳定的前提下,仅对罐体丁字接头进行射线检测。
3.2.2 液体危险货物公路罐车、罐式集装箱检测比例
GB 18564.1及JB/T 4782规定射线检测比例不少于每条对接接头的10%。射线检测发现超标缺陷时,应在该缺陷两端的延伸部位增加检测长度,增加的长度不应小于该条对接接头长度的10%。若仍有超标缺陷,则对该对接接头做100%射线检测。
3.3 GQ80射线检测比例
根据罐车罐体对接接头质量等级,同时参照其他液体危险货物罐式运输工具射线检测比例,批量制造的GQ80罐车射线检测比例定为不少于罐车数量的10%。射线检测抽查发现缺陷后,对焊接工艺进行改进,可以避免含有批量危害性缺陷的罐车存在,通过工艺改进措施保证铁路罐车对接接头质量。
4 结语
(1)每批生产的第一辆罐车须进行射线检测。对于批量生产的罐车,在生产工艺稳定的条件下,每10辆至少抽查1辆进行射线检测。
(2)凡要求检测的罐体,应对罐体所有对接接头进行射线检测。
(3)射线检测按照JB/T 4730.2-2005的规定执行,射线检测技术等级不低于AB级,合格级别不低于Ⅲ级。
[1]李秀娥,杨月芳.铁路危险货物自备罐车安全管理的探讨[J].铁道货运,2007(3):36-39.
[2]贾敏,高金生,程平,等.无损检测技术在货车新造及检修中的运用[J].铁道车辆,2010(10):14-19.
[3]李衍.焊缝相控阵检测-最新国际标准介绍[J].无 损探伤,2012(5):9-11.
[4]郑晖,林树清.超声检测[M].北京:中国劳动出版社,2009:279-280.
[5]GB/T 11345-2013 焊缝无损检测 超声检测 技术、检测等级和评定[S].
[6]TB/T 1558.2-2010 机车车辆焊缝无损检测 第2部分:超声检测[S].
[7]AAR M-1002 罐车规范[S].
[8]郑世才.数字射线检测技术Ⅳ:等价技术级别评定[J].无损检测,2014,36(10):5-8.
