纺织染料废水处理工程工艺探析
2015-01-09戴顺虔
戴顺虔
(上海市政工程设计研究总院(集团)有限公司,上海市 200092)
1 废水水质概况
某纺织公司从事织物面料织染和后整理加工,主要产品为牛津布、涤塔夫、春亚纺等多种纯涤纶织物,其生产废水主要来自于面料处理和印染过程中的煮练、漂白、染色等工序。该公司改造采用简单的混凝-沉淀工艺,进出水水质见表1所列。

表1 进出水水质指标一览表
2 现状分析及工艺改造要求
该厂实际生产过程中,其污水产生量最高为 :1800 m3/d,平均为:1600 m3/d。改造前采用混凝-沉淀工艺,流程见图1所示,构筑物及设备见表2所列。由于企业生产规模的扩大和生产工艺的改变,改造前的污水处理设施已无法达到《污水综合排放标准》(GB8978-1996)的二级排放要求。

图1 改造前污水处理工艺流程图
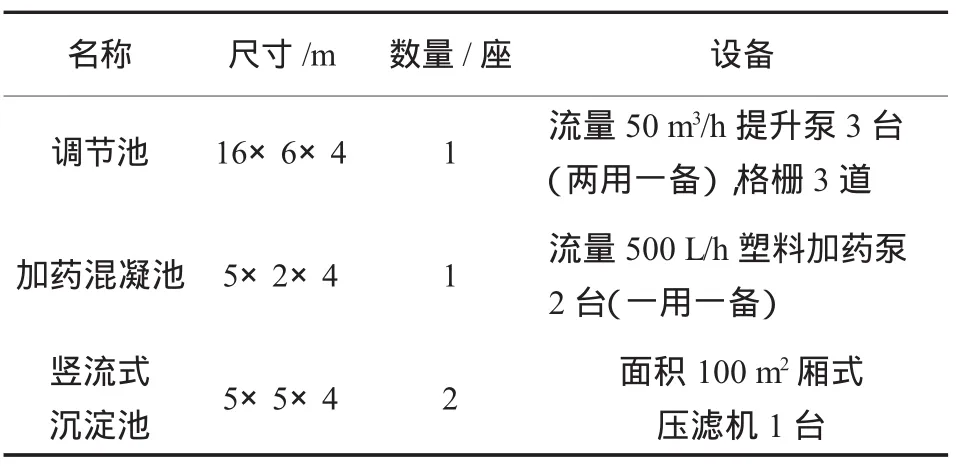
表2 改造前污水处理设施构筑物及设备一览表
该厂主要使用分散染料,面料全部为涤纶材质,印染颜色丰富,70%为黑色染料。印染工艺前处理段使用大量液碱,pH高。面料染色时印染液pH呈中性,采用高温染色工艺。
该厂所在地河水受污染严重,企业生产用水全部为经石英砂过滤处理后的河水,所以并未对企业生产产生影响,水质分析见表3所列。企业对回用水水质情况以实际生产要求为准。企业预留约1600 m2土地,要求新建一座2000 m3/d污水处理站,执行《污水综合排放标准》二级标准。同时为减少污水排放,提高污水回用率,要求建污水回用处理设施,回用率要求达到 50%,回用水质标准以企业实际生产用水要求为准。新建污水处理设施要求操作简单、稳定性强、运行成本低,并对出水水质进行监控。

表3 生产用水水质一览表
3 工艺分析与设计
3.1 工艺设计分析
(1)根据企业产生的污水所作的分析,新建污水处理工程如果采用全生化工艺需要较长的停留时间,且土地面积有限,故采用物化-生化工艺。此外需充分利用原有的调节池和污水处理设施。
(2)在企业生产过程中的炼煮环节需要使用液碱导致原水pH较高,不利于后续处理,需要较大的调节池以调节水质变化[1]。
(3)污水处理后进行回用处理,在简单稳定的要求下宜采用物化法,设置混凝区和沉淀池,同时设置砂滤和碳滤以保证出水水质。将回用的沉淀池改成气浮池,保证处理效果。
(4)企业生产使用分散染料,存在生化后水质颜色发红的问题,需要进行脱色处理。
3.2 工程设计
依据该厂的水质水量,单纯采用物化法难以满足达标处理的需要,同时考虑到要对处理后的水进行部分回用,以提高经济效益。为充分利用现有设施,提高土地利用率,将原先的污水处理设施全部改为调节池,使得调节池的容积达到560 m3,格栅沿用原有设施。除以上设施,其余污水处理设施和污水回用设施新建。原有污水处理设计与新建设施之间因有生产车间相隔,故采用牵引施工方式相连,中间设置阀门。在新设计处设集水池以调节流量。
依照该公司的实际情况,选用工艺成熟、运行稳定的物化→水解→曝气氧化工艺[2]、[3],部分出水经气浮脱色剂处理,再经过石英砂过滤→活性炭过滤实现回用。工艺中投加混凝剂,选择聚合硫酸铁、PAC、聚合硫酸铝铁、硫酸亚铁[4]进行比较,PAC在实际使用中效果不佳,硫酸亚铁在多次实践中发现对于印染废水有更好的去除效果,最后采用硫酸亚铁作为混凝剂。
使用液碱对pH进行调节,采用计量泵加药,从而避免了使用石灰所产生的占地大,污泥多等问题。混凝效果见表4所列,最终确定改造设计工艺流程如图2所示。

表4 混凝剂效果一览表
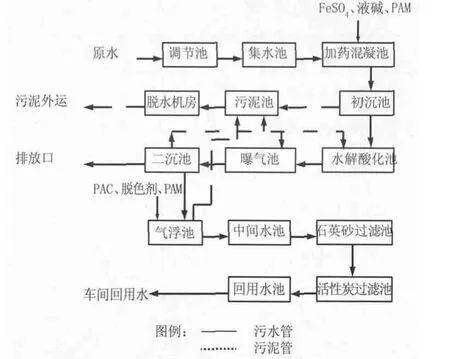
图2 改建后的工艺流程图
4 主要构筑物和设备及其作用
该工程处理设施构筑物均为钢混结构,构筑物尺寸及配置设备见表5所列。
(1)调节池为原有污水处理设施改建,总容积560 m3,有效容积 480 m3。设计停留时间为4.15 h。通过原有提升泵提升至高点后,依靠重力和地埋拖拉管流入新建污水处理设施。后设置冷却塔,降低水温。
(2)加药反应池采用机械搅拌,以缩减池子容积。初沉池采用辐流式沉淀池,表面负荷为0.75 m3/(m2·h)。
(3)水解酸化池,曝气池和二沉池合建成综合池。水解酸化池采用接触反应工艺,内设立体弹性填料,同时使用潜水搅拌机,以提高接触率,设计停留时间为12.5 h。曝气池与水解酸化池采用相同的填料。曝气采用高溶解氧转化率的管式一体曝气器。配有两台变频风机,单台风机汽水比为10∶1,两台风机可同时启动运行。二沉池为辐流式沉淀池,采用多斗重力排泥,设计表面负荷为0.75 m3/(m2·h)。
(4)改建原污泥脱水设施,新建污泥脱水机房与污泥堆棚合建。采用履带式输送装置,减少占地。
(5)气浮池原设计为斜板沉淀池,考虑到二沉出水 COD、SS等个指标都已降低,二次加药后污泥较轻,沉淀差,表面负荷大,改为气浮池。同时使用脱色剂,去除水中色度。中间水池和回用水池都为蓄水池,为回用水的进一步处理和使用作设计。
(6)气浮后的回用水依然存在SS、浊度、色度等有影响的污染物质。使用石英砂和活性炭予以过滤[5],以提高水质。采用机械过滤的方式提高处理速度,减少占地。

表5 构筑物及设备一览表
5 调试及运行情况
初期调试(2013年12月21日至2014年1月8日),将未经稀释的污水注入水解酸化池和曝气生化池,测得 CODcr≥1500 mg/L,pH 为 12左右,NH3-N在 11 mg/L左右[1]。印染废水水温较高,刚注入的时候达到 20°C以上。投加袋装商品菌种,厌氧(A)池 15 t,好氧(O)池 25 t,pH 降至8.5左右,曝气池控制DO在 3~6 mg/L。同时投加适量的面粉、尿素、磷肥保证营养供应。在菌种投加完成后闷曝3 d,于 2013年12月21日开始少量进水,逐步增加水量,污泥全部回流到好氧(O)池。至2014年1月5日全部进水,出水达标。通过观察好氧(O)池及其填料,发现水中污泥量极少,填料上未出现挂膜,证明微生物较少,出水还有进一步的提升空间。厌氧(A)池进水 pH≥8.5,出水发黑 pH为 7.5~6.5,池内出现少量气泡产生,表明有初步的水解作用。
2014年1月9日开始没有进水,曝气继续运行,溶解氧控制在 DO≤6 mg/L,投加少量营养物质维持微生物的生存。调试初期各个池的出水CODcr变化见图3所示。

图3 调试初期CODcr变化曲线图
2014年1月31日再次调试,初期少量进水,每日逐量增加至2月4日设计进量。经过10 d左右,生化出水污泥量明显增加,风机由25 Hz升至50 Hz,好氧(O)池填料上的生物膜初具规模,出水CODcr降至200 mg/L以下,BOD5在 10 mg/L以下,填料挂膜完成。氧化池生物膜培养成熟后,将回流污泥部分引入厌氧池,提高厌氧池的污泥量。DO达到 0.1 mg/L以下。随着气温的升高,进水水温由 25°C升至30°C以上,水解作用显著增加。至3月底,水解出水实现了10%左右的CODcr去除率。这期间各个池的CODcr的变化趋势见图4所示,去除效率见图5所示。

图4 第二次调试期间CODcr趋势曲线图

图5 第二次调试期间各个处理单CODcr去除效率变化曲线图
在3月中旬生化出水稳定后,开始进行回用处理调试。由于生化后再物化污泥轻、沉降性不佳,将原先设计的斜板沉淀池改为气浮池,使用PAC作为混凝剂、Transfar TF-270B脱色剂,PAM作为助凝剂。SS、CODcr有很好的去除效果,但脱色效果不佳,色度达到32倍,经过砂滤和碳滤后色度降低不明显。对回用处理后的水进行取样及车间试生产,使用效果达到预期目的。正常运行各单元的处理效果见表6所列。

表6 稳定运行后各段水质状况一览表
6 调试问题及分析
6.1 活性污泥与生物膜
活性污泥量是指池水中区别于填料上的生物膜的活性污泥含量。初期为提高 好氧(O)池的挂膜率,二沉池中的污泥全部回流至好氧(O)池。活性污泥量逐步上升,当达 到 SV30=10时,剩余污泥回流入水解池,出水较为稳定。观察填料,好氧(O)池1号池填料生物膜几乎没有,2号池生物膜量较少。3号、4号池生物膜生长状况良好,CODcr降解主要依靠填料上的生物膜。
在提高 SV30至25,MLSS达到2000 mg/L以上时,生化池4个池中的填料上微生物普遍减少,发黑缺氧,同时微生物个体小,水中的微生物浓度并没有提高,剩余污泥处理量增加,出水没有提高的迹象。因此在容积负荷一定的情况下,悬浮污泥与生物膜存在竞争关系。
6.2 溶解氧
印染废水多次调试的结果表明,好氧(O)池末端溶解氧适宜控制在2~4 mg/L。较高的溶解氧有利于原生动物的生长繁殖。生化池1池长期处于DO≤0.5 mg/L的缺氧状态,使得填料上几乎没有生物膜附着。生化2号、3号池中DO在0.5~1.5 mg/L之间变 化,生物膜生长良好,原生动物大量聚集,到生化3池末端,CODcr已经实现了 生化去除率90%以上。生化4号池子在高溶解氧下运行,微生物个体大,出水清澈,在进水CODcr剧烈变化的时候,能保证出水质量。
实践中,停水后开一台风机(50 Hz),进水5 h后开两台风机(50 Hz+50 Hz),始终保证末端DO≥3 mg/L,减少电能消耗的同时能实现高去除率,同时对生物膜没有产生影响。
6.3 水温
印染废水水温普遍较高。调试期在冬季,气温0°C左右,连续进水水温能达到25°C以上。随着气温回升,水温进一步提高。较高的水温(≤37°C)使得好氧(O)池较快地实现出水达标,厌氧(A)池实现水解效果。随着水温超过 38°C,生化系统依然稳定,出水正常,污泥性状良好,沉淀速度快。冷却塔未及时到位,在调试完成后运行时生化系统水温最高升至42°C,生化出水依然达标,但污泥沉降速度减慢,污泥蓬松。在冷却塔安装到位正常使用后,采取提高进水 pH,适量加大污泥排放,投加大粪的方式,在2个星期后丝状菌基本消除,污泥性状恢复正常。
6.4 水解污泥
为提高厌氧(A)池(以下称A池)的水解效果,普遍采用的方式是提高A池的污泥量。初期投加菌种后A池就出现了发黑发臭,池面冒气泡的现象。为提高污泥量,采取大量好氧(O)池剩余污泥回流至A池的措施。进行一段时间后A池发生出水带泥,底部翻泥的现象。检测发现,A池水中污泥含量达到了1.28 g/L,但填料上没有污泥的附着。为减少出水带泥对好氧(O)池的影响,停止剩余污泥的回流。调整运行近10 d后,A池出水带泥的问题解决,填料上附着薄薄的一层黑色颗粒状污泥,同时实现了对A池的CODcr去除率。
6.5 碳氮比
对于 A池出水的多次监测中发现,NH3-N在10~12 mg/L之间浮动,BOD5均值在350 mg/L左右。以 C(BOD5):N=100∶5 计算,每日 1600 m3的水量需要氮素28 kg,实际水中的含有的氮素16 kg(以NH3-N=10 mg/L计算),需要外源投加氮素12 kg/d,即猪粪26 kg/d(含氮量46%)。在调试初期每日投加猪粪25 kg,至2014年1月5日全部进水,好氧(O)池出水测定 NH3-N只有 5.6 mg/L出水CODcr持续上升。调整猪粪投加至50 kg/d并保持该量,出水CODcr下降至稳定。再次调试时猪粪投加50 kg/d不变,至调试完成好氧(O)池出水NH3-N含量在10~15 mg/L之间。以此计算,外源氮素投加为 23 kg/d,剩余 19.2 kg/d (以出水NH3-N=12 mg/L计算),实际利用氮素为 3.8kg/d(猪粪 8.26 kg),而 C(BOD5):N=100∶3.36。
表明在微生物的不同生长阶段对氮素的需求存在差异,快速增长期的微生物繁殖快,需要氮素来合成细胞所需的蛋白质等细胞组成部分,消耗量大。成熟期的微生物数量趋于稳定,氮素消耗量少,且主要满足其新陈代谢所需。
6.6 物化污泥
污水处理前端采用硫酸亚铁作为混凝剂,PAM为助凝剂,液碱调节 pH。2014年2月27日A池出水携带少量污泥,使得污泥流出进入好氧(O)池,好氧(O)池泡沫增多由正常时期的乳白色变为褐色,大量物化污泥附着于泡沫表面,SV30由20最高升至30时消泡困难,消泡剂、高压水枪均失效。采取减少供气量,出水DO维持在2~3 mg/L,加大污泥排放等方式,至3月3日,泡沫基本控制。 在 3月4日投加 10 t大粪,消泡效果明显,泡沫中的物化污泥进入水中,通过排泥的方式脱离生化系统,至3月7日,好氧(O)池基本恢复至事故前水平。
这期间依然正常进水,好氧(O)池出水在 3月3日达到最高值 358 mg/L后下降。好氧(O)池填料上的生物膜数量略有减少,水中的悬浮污泥始终保持着良好的吸附和沉降能力,表明曝气法有很好的抗冲击、抗负荷能力。
6.7 脱色
印染废水普遍存在色度大的问题,在实际调试中发现,使用黑色分散染料存在难脱色的问题。该厂生产废水在生化处理后显淡红色、粉红色,色度达到60倍以上。即使使用脱色剂处理,颜色也只能降到32~25倍。同时受曝气影响大。在生化出水溶解氧处于1mg/L左右时,色度低,只有30倍左右。当溶解氧达到 6 mg/L以上时,生化出水清澈,色度达到100倍以上,颜色红。经过脱色剂处理后,色度降至32倍,进入设有曝气的中间水池,色度再次上升至60倍,通过活性炭吸附没有起到效果。后将中间水池的曝气关闭,回用处理后的色度恢复至32倍。
7 经济性指标分析
该印染废水厂废水治理投资为5360元/t水;运行费用1.5元/t水。
通过查阅国内外文献,高浓度印染废水一般投资金额大约为10000元/t水左右,厂区运行费用一般为1.5~2.0元/t水(包含厂区人员、电费、药剂费等)。由此可见该项目节约了投资,经济效益显著。
8 结论
(1)该印染废水厂,经过改造出水COD在140~210 mg/L基本到达《污水综合排放标准》(GB8978-1996)国家二级标准,回用水质在 70~110 mg/L,到达该企业要求回用水标准。
(2)中小型印染企业普遍存在土地紧张的问题,在改建、新建污水处理设施时必须考虑企业现有的可利用土地面积,尽可能利用现有构筑物以此来进行设计,实现土地的集约化利用。
(3)该厂涤纶面料印染废水可生化性差、水质变化大,直接生化处理难以达标。采用前端物化的处理工艺在降低 CODcr、SS等污染物的同时可缓和水质变化对生化的冲击,同时促进生化的B/C。
(4)采用气浮→砂滤→碳滤的废水回用工艺具有很好的稳定性和可靠性,对于生产用水要求不高的纺织印染企业具有实用性和经济性。
[1]陈前荣,陈敏.王开林.水解酸化-接触氧化-微电解-MBR-RO深度处理印染废水回用技术[J].工业水处理,2009,(04):84-86.
[2]毕东苏,等.水解/泥膜/混凝气浮处理印染废水[J].中国给水排水,2004,(02):81-83.
[3]运长龙,魏春飞.印染废水生物处理方法 [J].辽宁化工,2013,(07):42-47.
[4]祁佩时,李欣,程树辉.水解-混凝-复合生物池工艺处理印染废水的工程应用[J].给水排水,2003,(03):44-47.
[5]王安,等.生物活性炭技术在印染废水深度处理中的应用研究[J]安徽农业科学,2013,41(16):7302-7303,7318.
