E形件级进模设计
2015-01-07雷学鹏
雷学鹏
摘 要:本论文介绍了E形件级进模的结构,主要讨论了该模具工作零件的设计,对零件的排样与定位进行了分析设计,该模具结构簡单,制造方便,生产效率高。
关键词:排样;定位;模具结构;侧刃
1 零件工艺分析
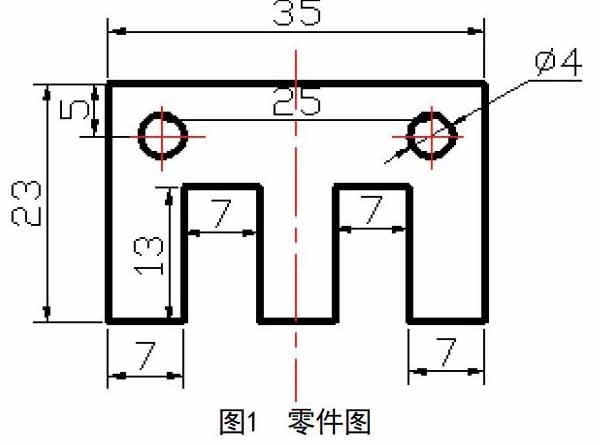
图1所示为E形件示意图。这个零件生产批量大,材料是Q235,厚度1mm。鉴于其生产批量大,且精度要求不高。因此重点考虑节省材料,提高材料利用率的问题,同时为了提高生产效率,此模具设计为级进模,冲孔落料分步进行加工,主要考虑其材料利用率。
2 排样图与定位设计
2.1 排样图设计
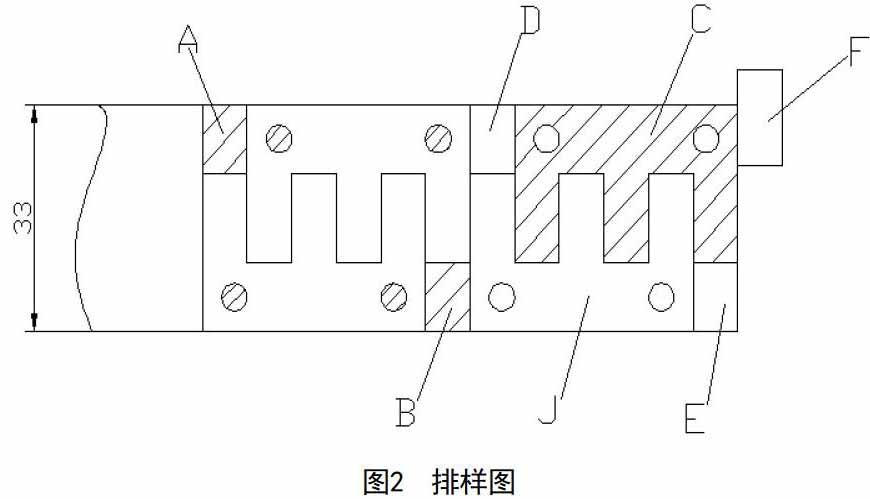
通过分析工件形状,其缺口宽度和两侧的宽度相等,均为7mm利用这一特点,合理设计其排样减少废料。分析工件后,排样图如图2所示图中A,B,D,E均为废料,送料的步距为一个工件长加一个废料宽度。即为42mm,按这样的排样方式,材料利用率为89%,而一般的排样方法,仅E件缺口废料的损失就达21%。
冲裁板料采用条料,条料宽度为33mm,分为两个工位,第一工位冲出4个?4mm的孔和用侧刃切出A,B两区的废料切口,第二工位冲裁C区的E形片。这个冲裁动作同时有2个作用,其一是完成C区的E形片冲裁,并从凹模孔中漏出;其二是完成J区E形片左半部的冲裁成形。在第二工位冲裁出两个E形片,使其落料完成。
2.2 定距方法
本模具采用侧刃定距。由排样图可以看出,送料所需的实际步距是42mm,它是E形片长度35mm与D区废料宽度7mm的和。故侧刃冲裁也是由两部分组成:①A区的侧刃切废;②C区的冲裁。
2.3 始用挡料装置
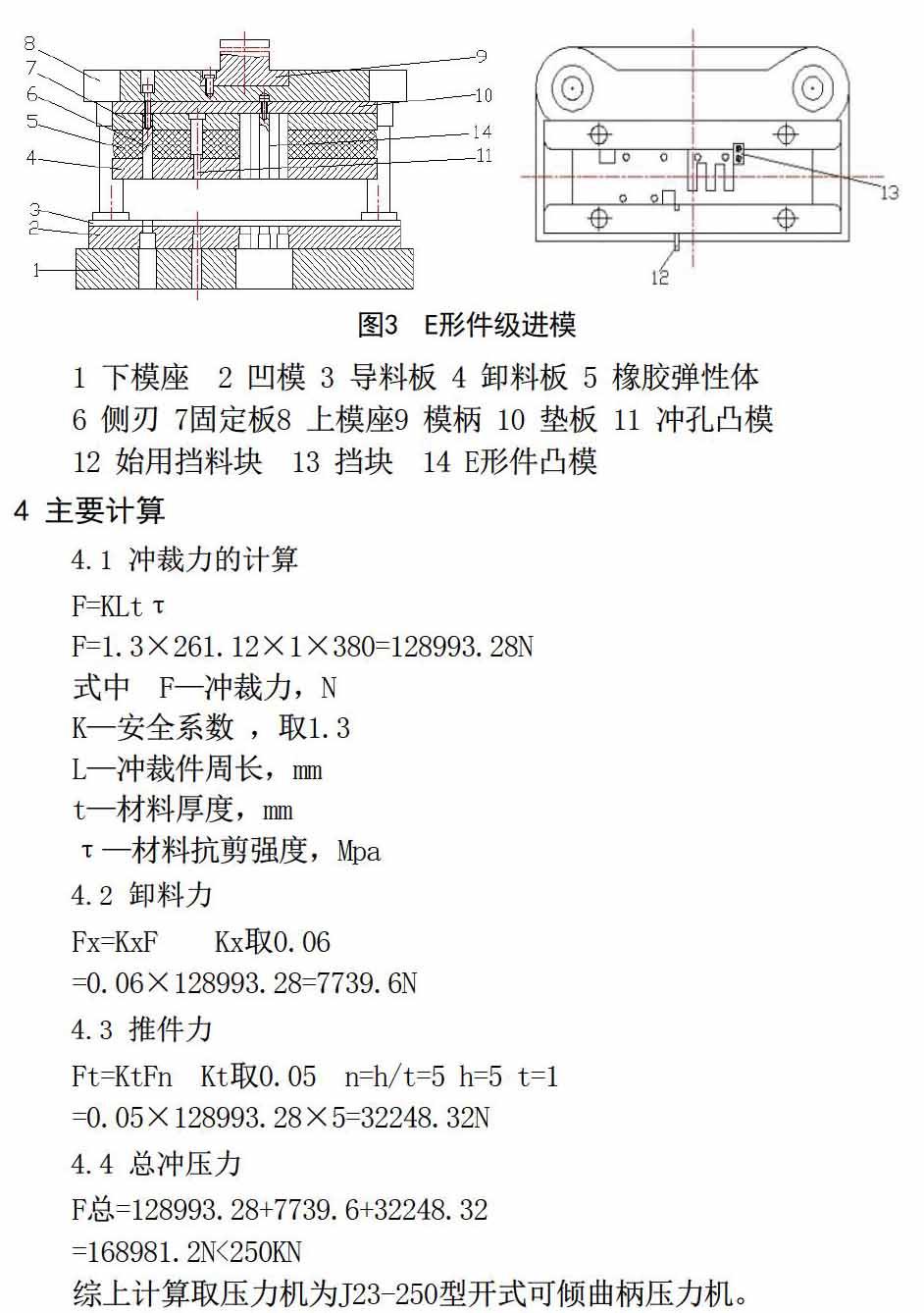
条料进行第一次冲裁时,假如没有初始挡料装置,条料将被F区的侧刃挡块挡住,由于条料的D,E区尚未冲裁,E形片冲裁后不能脱离,而使后续的冲裁无法进行。因此必须利用始用挡料块确定条料第一次冲裁的正确位置。始用挡料块如图3中件12所示。条料第一次送进时,用手按下始用挡料块,条料被挡在D区的前方。第一次冲裁的是A,B两个废料区和4个?4mm的孔。第二次送料时,始用挡料块由于弹簧的作用已隐藏在模具中不起作用,条料由F区侧刃挡块定位。第二次冲裁时,C,J区形成产品工件,第三次送料时即进入正常定位方式,直接将条料冲完。
3 模具总体结构
图3为模具结构图。采用后置导柱模架。模具上垫板厚度为8mm,用45号钢制造,热处理硬度为43-48HRC。凸模固定板厚度厚度为18mm.卸料板与凸模固定板之间用橡胶作弹性体。卸料板用卸料螺钉与上模固定部分相联,上模部分安装4个冲孔凸模,包括A,B区的两个废料侧刃凸模,C区的外形落料模等共计7个凸模。下模部分由下模座,凹模,导料板,挡块,始用挡料块等组成。
综上计算取压力机为J23-250型开式可倾曲柄压力机。
5 主要零部件设计
5.1 A,B区的侧刃凸模
断面为7mm×10mm的矩形凸模制成长方体,其体积大小适中,采用螺钉吊装固定在垫板上。本模具对制件要求不很高,但此处冲裁时切掉的废料容易粘在凸模上,随凸模上升,为此在凸模下面设置余料顶针。
5.2 冲孔凸模
其冲孔直径为?4mm,固定方法采用台阶式固定。由于凸模要穿过凸模固定板,橡胶及卸料板,长度较大,易折断,因此上部取值较大,定为?8mm,进入卸料板的凸模直径为?4mm,用卸料板进行保护。
5.3 落料凸模
C区的E形片落料凸模采用直壁形结构,固定方式采用3个M8mm螺钉吊装在垫板上。E形片左,右两侧的直线刃口是两次冲裁相接而成的,因此容易产生毛刺和相接痕迹。为此采用两条措施,第一是提高定位精度,在凸模上安装导正销,第二是凸模上的尺寸35mm适当加大一点,在取冲裁间隙时,采取加大凹模的方法形成间隙。C区凸模底面在对应2个?4mm孔处安装导正销。冲裁时,各凸模同时落下进入冲裁状态,此时大凸模的冲裁会造成材料微小的移动,若此时小凸模也处于冲裁状态,会造成小凸模的折断,C区是大凸模,使其长度大于其他凸模0.5mm,也就是在C区大凸模完成冲裁之后,其它小凸模再进入冲裁工作状态,可起到保护小凸模的作用。
5.4 凹模设计
整体凹模具有结构简单、制作周期短的特点,并且由于凸模固定板、卸料板、凹模可以用同一程序切割,因而可以保证相对位置的精度,便于装配,考虑到此磨具是一副冲裁模,凹模是一个平面,磨损后便于刃磨,因此将凹模设计为整体凹模,选用Cr12钢,这种材料淬透性好,利于刃磨。
6 结束语
该E形件级进模对提高生产率、降低产品成本十分有利。由排样设计图可看出其材料的利用率非常高,达到89%,这将大大降低材料损耗,使生产成本大幅度下降,产生明显的经济效益,且生产效率很高。
参考文献
[1]《冲裁设计应用实例》北京:机械工业出版社,2011
[2]《模具设计手册》 机械工业出版社
