型材件弯曲模设计
2015-01-07朱芳
朱芳
摘 要:通过对型材件成型工艺的分析,结合当前型材弯曲件常规弯曲工艺方法,介绍一种新型的弯曲成形模具,该模具解决了型材弯曲的通用方法存在的不足,型材件弯曲模的设计是根据工件的形状和尺寸精度及质量要求来决定。解决了因工件与模具的不良接触而引起工件表面擦伤和相对滑移,从而提高了制件减少不必要工序,提高生产率。
关键词:型材;弯曲模;偏移;工艺;调整块
1 引言
由于近年来国民工业的发展越来越快,这就要求对衡量国民工业发展水平及产品研发能力的模具工业要求起开发,设计与制造的水平也必须越来越高,冲压模具的发展起着不可代替作用。本文就其型材件在弯曲工艺成型中存在的角数多,需多次弯曲,并且容易使工件和模具产生偏移,导致工件缺陷,就其解决方法。
1.横向凸模
2 工艺分析
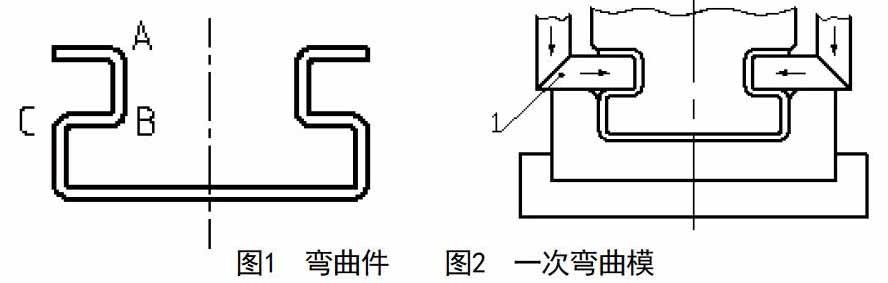
图1所示的型材弯曲件,由于角数较多,通常采用多次弯曲。假如运用一次弯曲,一般采用如图2所示模具。在弯曲A,B,C圆角时,首先要考虑其圆角半径是不是满足弯曲工艺要求,如果弯曲件的圆角半径过小(小于最小弯曲半径)时,易使弯曲件产生裂纹;也不宜过大,因为过大时受到回弹的影响,弯曲角度与圆角半径的精度都不易保证。上部材料与横向凸模1间有相对移动,使非变形区产生不必要的塑性变形,导致弯曲后的零件形状不准确。抑制这种不足的方法是在弯曲过程中,保证工件与模具间无相对移动,非变形区没有产生塑性变形。对于弯曲件的精度影响是多方面的,如弯曲件材料的机械性能和材料厚度,模具结构和模具精度,工序的多少和工序先后顺序,弯曲模的安装和调试情况,以及弯曲件本身的形状尺寸等。精度要求较高的弯曲件必须严格控制材料厚度公差。单就本弯曲件而言重在克服材料与模具间的相对移动和不必要的变形。
弯曲模具设计的原则
(1)尽量选用标准模架和模具零件。
(2)复杂的小型弯曲件,批量大的要与弯曲机对比考虑,确定采用压力机还是采用弯曲机。
(3)对称模具的模架要明显不对称,以防止上模和下模装错位置。
(4)弹性材料回弹的准确数值只能通过试模获得,因而模具结构要使凸(凹)模便于拆卸,便于修改。
(5)弯曲件的凸模圆角和凹模圆角应分别做成两侧相等。
(6)U形件弯曲校正力大时也会贴住凸(凹)模,需要卸料装置。
(7)若凸(凹)模端面上的单位压力大于模板材料的许用抗压应力,则连接处应采用垫板。
(8)小型单侧弯曲件,有时可将两件同时弯曲,变为对称弯曲,以防止工件滑移,然后将弯曲件剖切开来。
(9)校正力集中在弯曲件圆角处,效果更好。因此,对于带顶板的弯曲模(如U形弯曲模)其凹模内侧靠近底部应做出圆弧,圆弧尺寸与弯曲件相适应。
弯曲模设计时,弯曲模的结构形式选择:
弯曲模的结构形式应根据弯曲件的弯曲形状来确定。其弯曲模形式很多,就其弯曲方向分为垂直方向弯曲的弯曲模,水平方向弯曲模和螺旋方向弯曲模三种类型。在设计时,究竟选择哪种弯曲模结构,要根据工件的形状和尺寸精度及质量要求来决定。因此,在设计前,首先应对工件进行仔细分析,以选取合适的弯曲模结构,并画出结构草图。
3 模具设计
3.1 設计要点
模具设计时,首先要保证不同角先后顺序弯曲,先弯成U形,再弯曲得所需形状,其次要保证横凸模运动与B,C角(图1)在弯曲过程中轨迹相同,即为以C为圆心,CB为半径的1/4圆弧。
3.2 模具结构
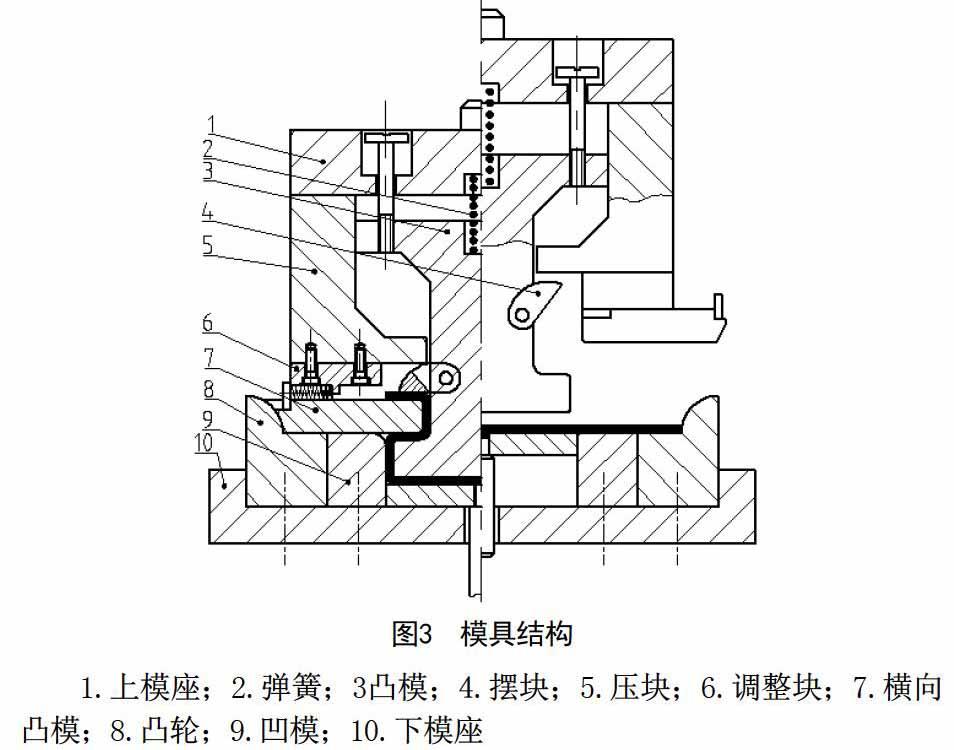
图3所示为模具结构。上模座1和工字形凸模3用导向螺钉和弹簧2连接,导向螺钉同时其限位作用,凸模3的作用是将毛坯弯曲成U形,弹簧2的弹力稍大于将毛坯弯曲成U形的弯曲力。调整块6是通螺钉与压块5相连接,调整块6通过导轨和弹簧与横向凸模7连接。这里弹簧主要在回程中其回弹带动横向凸模7向左移,横向凸模7由凸轮8工作面(以CB长为半径的1/4圆弧)推动横向移动,弯曲C,B。弯曲过程中,横向凸模的运动轨迹相同,因此材料与横向凸模无相对滑动。摆块4与凸模3连接在一起,A角由L形压块5驱动摆块4使材料弯曲成形,压块5与横向凸模7之间距离可通过改变调整块6的高度来调整,以保证先弯C,B角,后弯A角。其他还有凹模9,凸轮8,下模座10,顶杆,顶板等。
3.3 模具工作过程
坯料放置于凹模9上并定位,上模向下运动,工字形凸模3受弹簧2的挤压将毛坯弯曲成U形。上模继续向下运行,横向凸模7上面的弹簧被压缩,横向凸模7沿凸轮8工作面运动而被迫作横向移,弯曲C,B角。接着L形压块5继续受上模的作用压下摆块4,此时弯曲A角。行程终了对弯曲件有校正作用。型材件成型后,上模向上运动,进入回程,横向凸模7因失去压块5的压力同时受弹簧反弹而沿凸轮8向两侧移动,上模继续上移,压块5不对摆块4施压,摆块4复位,这时横向凸模7也复位,工件随凸模3移出凹模3的型腔,取出工件。整个运行结束。
4 结束语
由于进行科学合理的弯曲模工艺分析,同时较好地考虑了工序复合的可能,从而使型材的弯曲工艺得到了优化,生产效率及企业经济效益得到提高。经实践产品形状和尺寸精度及质量均满足产品设计要求。型材件加工成功是充分考虑到弯曲过程中工件位置变化的轨迹设计的避免了材料与模具间的相对移动和不必要的变形,减少了弯曲次数,赢得效益。
参考文献
[1]《冷冲压技术问答》 下 彭建声 机械工业出版社
[2]《冲模设计手册》 冲模设计手册编写组编 机械工业出版社
[3]《冲压工艺及模具设计》 万战胜 中国铁道出版社
[4]《冲压模具设计实用手册》 郑家贤 机械工业出版社
[5]《冷冲压工艺与模具设计》 中国劳动社会保障出版社
