S11348+15CrMoR复合钢板的焊接性试验研究
2015-01-06李莉
李莉
(渤海船舶职业学院,辽宁兴城125105)
S11348+15CrMoR复合钢板的焊接性试验研究
李莉
(渤海船舶职业学院,辽宁兴城125105)
按NB/T 47014-2011标准,通过对S11348+15CrMoR复合钢板SMAW+SAW的焊接工艺试验研究,确定了S11348+15CrMoR复合钢板的焊接工艺。试验结果表明:SMAW选用R307B和INCONEL182焊条,SAW采用H08CrMoA焊丝配合SJ101焊剂进行焊接;且采用焊前不低于160℃的预热、焊后690℃保温2 h热处理和350℃保温2 h的消氢处理的工艺措施,效果良好。
S11348+15CrMoR复合钢板;焊条电弧焊;埋弧焊;焊接工艺
0 引言
S11348+15CrMoR为耐热钢的复合钢板,其中S11384相当于我国的06Cr13Al不锈钢,属于铁素体型耐热钢。06Cr13Al铁素体型不锈钢的抗氧化及耐含硫气体的腐蚀性能好,因其含铬量高,具有单相铁素体基体,钢的表面容易形成连续且稳定的保护性氧化膜。但有晶粒长大致韧性下降的倾向,热强性差,不宜承受冲击载荷,可制作受力不大的炉用构件。15CrMoR钢属于低碳珠光体型热强钢,工作温度低于抗氧化钢,但承受载荷较大,广泛用于制造锅炉管道、高温紧固件、汽车机转子叶片、排气阀等。S11348+15CrMoR复合钢板在耐高温、抗氧化、耐含硫气体的腐蚀介质的压力容器中得到广泛的应用。S11348+15CrMoR的焊接工艺研究,为其在耐热、耐蚀容器中的应用提供了技术依据。
1 试验方法
1.1 焊接试板及坡口形式
本试验所用的焊接试板为S11348+15CrMoR复合钢板,其规格为3+16 mm,试板的具体力学性能及化学成分如表1和表2所示。其坡口形式如图1所示。
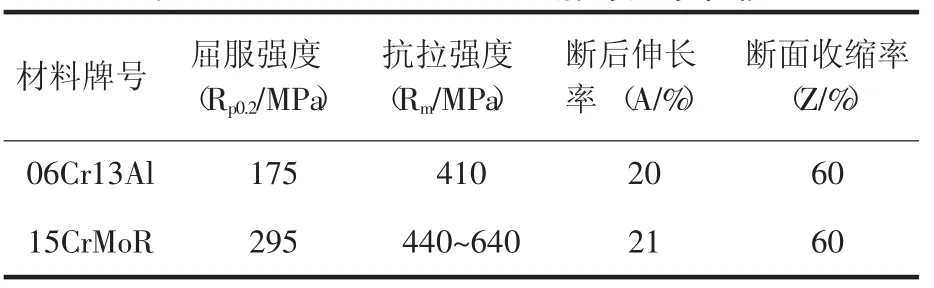
表1 S11348+15CrMoR钢的力学性能
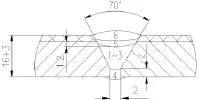
图1 焊接坡口形式

表2 S11348+15CrMoR钢的化学成分 (%)
1.2 母材的焊接性分析
S11348+15CrMoR复合钢板由铁素体型不锈钢和低碳珠光体热强钢组成,S11348属于铁素体型不锈钢,焊接加热和冷却过程中无同素异构转变,焊缝及热影响区晶粒长大严重,易形成粗大的铁素体组织而造成脆化;铁素体型不锈钢焊接时,在400~500℃长期加热,易出现强度和韧性下降的现象,形成475℃脆化。同时,与腐蚀介质相作用的铁素体不锈钢还要注意焊接接头的晶间腐蚀现象。15CrMoR钢属于低碳珠光体热强钢,焊接时的主要问题是焊缝及热影响区淬硬与冷裂纹的敏感性、热影响区软化。
1.3 焊接方法及焊接材料
本试验采用SMAW+SAW的焊接方法进行焊接。为减小焊接接头的脆化倾向,焊接材料中加入Ti、Nb等细化晶粒元素,从而减小晶粒粗大的现象,防止晶间腐蚀产生。SMAW焊接材料选用R307B、INCONEL182焊条,SAW焊接材料选用H08CrMoA焊丝配合SJ101焊剂进行焊接。焊接材料的化学成分如表3所示。

表3 焊接材料的化学成分 (%)
1.4 焊接工艺
为防止S11348焊接时产生的脆化倾向,焊接时尽可能采用小的焊接热输入,减小焊接接头过热。为防止15CrMoR钢焊接时产生焊接裂纹,保证焊接接头的高温性能,焊接时采用预热、焊后热处理的工艺措施,并且焊接过程中应保证焊道间温度不低于预热温度。
本焊接工艺的预热温度为不低于160℃,最大道间温度为250℃,焊后进行690℃保温2 h的热处理,为减小焊接接头的冷裂倾向,焊后进行350℃保温2 h的消氢处理。焊接工艺参数如表4所示。
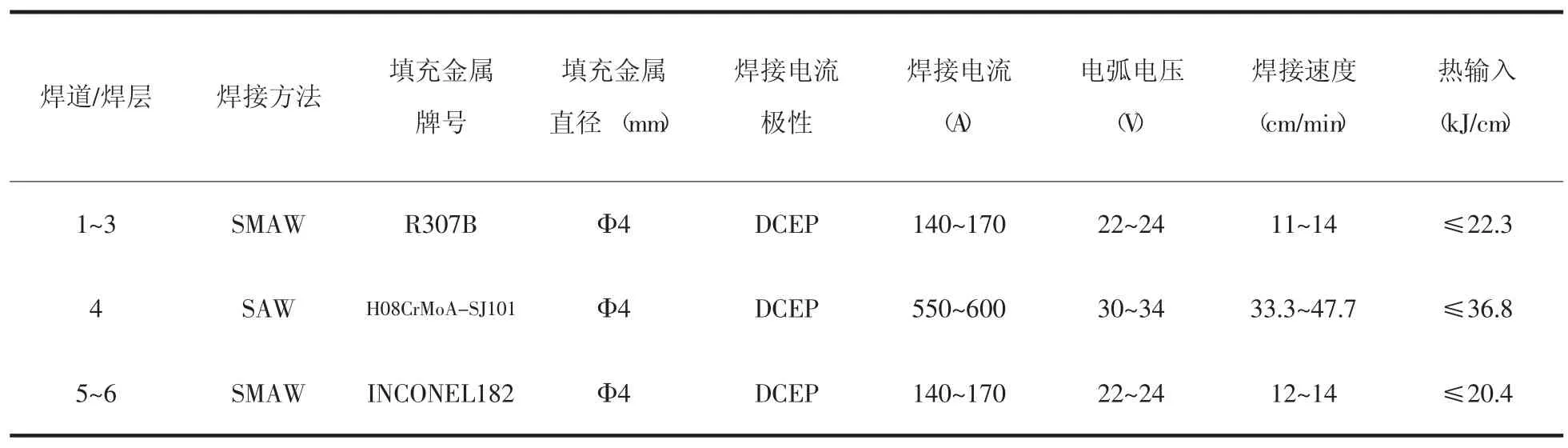
表4 SMAW+SAW焊接工艺参数
2 焊接接头的无损检验
按照JB/T4730.2-2005标准,对焊接接头进行射线探伤的质量检验,合格质量等级为Ⅰ级,不允许存在条状缺陷。经射线探伤检验,焊接接头达到Ⅰ级合格标准。
3 焊接接头力学性能试验
焊后按照GB/T228、GB/T2653、GB/T229分别进行拉伸试验、弯曲试验、冲击试验等力学性能试验,弯曲试验无裂纹产生,拉伸试验及冲击试验的试验结果如表5和表6所示。
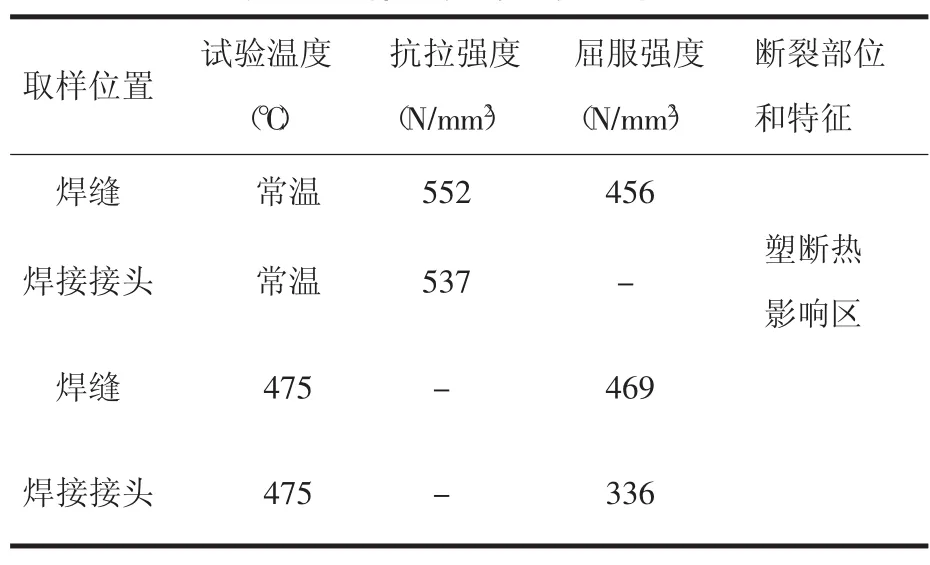
表5 拉伸试验的试验结果
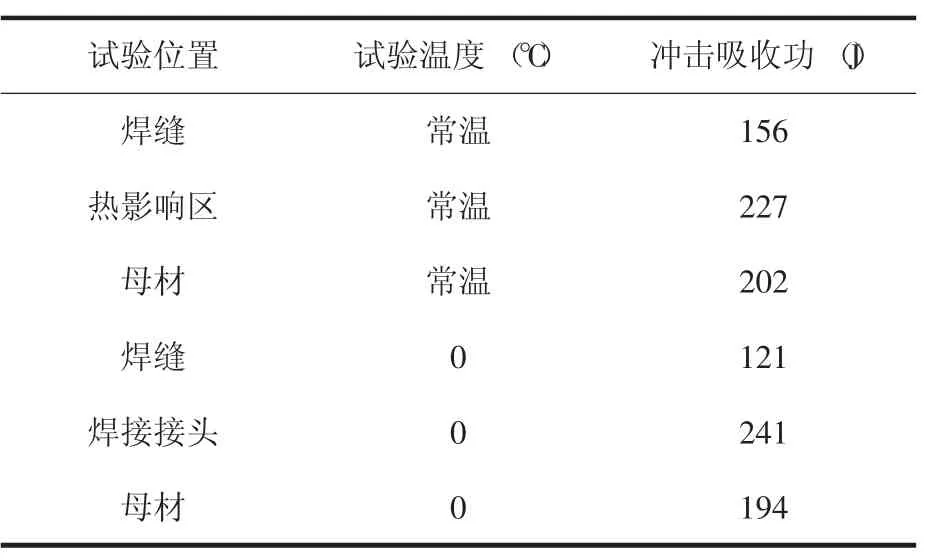
表6 冲击试验的试验结果
4 结论
通过对S11348+15CrMoR复合钢板的焊接性进行分析,采用SMAW+SAW焊接方法进行焊接,SMAW选用R307B和INCONEL182焊条,SAW采用H08CrMoA焊丝配合SJ101焊剂进行焊接。采用焊前不低于160℃的预热、焊后690℃保温2 h热处理和350℃保温2 h的消氢处理的工艺措施,选用合适的焊接工艺参数,焊后通过焊接接头的质量检验,其焊接接头的质量满足质量要求。
[1]郑建圻,戴明霞.复合板Q245R+06Cr13Al的焊接工艺[J].现代焊接,2011(2):40-41.
[2]廖慧敏,宋凯强,曹艳平,等.奥氏体不锈钢复合钢板焊接工艺及接头组织研究[J].热加工工艺,2012(17):148-150.
[3]时海芳,杨倩.12Cr1MoV珠光体耐热钢的焊接工艺评定[J].热加工工艺,2011(7):115-117.
[4]李荣雪.金属材料焊接工艺[M].北京:机械工业出版社, 2012.
[责任编辑:刘 月]
The Welding Test Research on S11348+15CrMoR Clad Steel Plate
Lili
(Bohai Shipbuilding Vocational College,Xingcheng 125105,China)
According to NB/T 47014-2011 standard,through the test research on S11348+15CrMoR clad steel plate SMAW+SAW welding technology,the researcher confirms the welding technology of S11348+ 15CrMoR clad steel plate.The test results show that SMAW selects the R307B and INCONEL 182 welding rods,SAW uses H08CrMoA solder wire with SJ101 flux to weld,its preheating temperature is not less than 160℃ before welding,and it insulates 690℃ for 2h as heat treatment and 350℃ for 2h as hydrogen bakeout after welding.
S11348+15CrMoR clad steel plate;SMAW;SAW;welding technology
TG457.11
A
2095-5928(2015)02-40-03
2015-01-26
李莉(1970-),女,辽宁葫芦岛人,副教授,硕士,研究方向:金属材料工程。