离心式压缩机进出口接管无应力施工
2015-01-03沈丽军大庆油田采油一厂
沈丽军 大庆油田采油一厂
离心式压缩机进出口接管无应力施工
沈丽军 大庆油田采油一厂
以深冷装置中使用的MCL526+2BCL458原料气离心压缩机组及西三线红柳压气站PGT25+/PCL800离心压缩机为例,对机组进出口管线的接管安装施工、配应力影响进行分析讨论,并对机体产生的极小量位置移动和形变,联轴器的同心度变差,机组震动幅度超标,以及轴承过热等问题的成因进行分析说明,采用的垂直及水平方向接管无应力安装施工技术,提高了离心压缩机机组的安装质量。
离心压缩机;无应力;自由段;封闭段;焊接
离心式压缩机组进出口管线的接管安装施工后,受装配应力影响,使已安装找正合格的机体产生极小量位置移动和形变,引起联轴器的同心度变差、机组震动幅度超标、轴承过热等问题,严重时可导致压缩机损坏。因此,应实行接管无应力安装,即控制压缩机接口法兰安装的平行偏差,间隙均在规范限定的范围内,保证压缩机运行时无附加应力。
1 工程简介
大庆油田天然气公司西三线红柳压气站PGT25+/PCL800离心压缩机为美国GE公司生产,燃气轮机驱动包括燃气轮机橇和压缩机橇及进气模块、燃气轮机机罩进气和排气风道、燃料气橇、CO2灭火橇、空冷器、油冷器、维修平台、合成油油气分离器、矿物油油气分离器等,站内其他设备主要有厂房通风过滤器、旋风分离器、过滤分离器、空压机、压缩气体缓冲罐、发电机组等机组辅助设备。额定功率30 MW,额定转速4 800 r/min,进出口与压缩机本体连接管线均为水平方向。
2 施工工艺
2.1 垂直方向管线无应力安装
2.1.1 接管施工顺序的确认
垂直立管安装如图1所示,立管法兰至3#焊口之间的管段为封闭管段1(其中2#、3#焊口间为同心异径管,与上部直管段已预制完),3#焊口与6#焊口之间为封闭管段2(其为一个垂直90°弯头与水平45°弯头连接,再与水平管段连接,4#、5#焊口已预制完),6#焊口至其他水平管段的管线为自由管段。
3#、6#焊口为连头固定口,采用先安装封闭管段1,再安装封闭管段2,先焊接3#焊口,后焊接6#焊口的接管施工顺序。
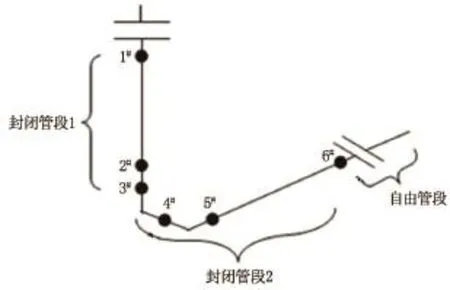
图1 垂直管道单线示意图
2.1.2 封闭管段1的管道安装
(1)按照常规施工方法,先支架、吊装、组对,初步找正上、下法兰的螺栓孔中心,先对称安装一对直径小于法兰螺栓孔0.05~0.1 mm的销钉进行定位,间隔插入6个连接螺栓将管道法兰临时连接到压缩机进出口法兰上,螺栓起对中导向作用,不能拧紧,不能承重。
(2)将立管段就位在支撑垫铁上,通过垫铁进行调整,控制两片法兰的间隙为3 mm,不平行度≯0.1 mm,且螺栓孔内的螺栓能自由松动[1]。找正合格后,点焊调整垫铁,将立管段固定在支撑架上。
2.1.3 封闭管段2的管道安装与3#焊口的焊接
(1)封闭管段2的安装应以封闭管段1为基准,先进行预组对,调好组对焊口使6#管线口组对间隙保持为3 mm,并保持管口组对间隙均匀。
(2)考虑到3#焊接口的焊接施工变形会对6#焊接口的组对产生影响,因此,组对6#焊口时,沿垂直向下的方向留出约2 mm的错边量,而水平方向应对齐无错边量。
(3)6#焊口组对符合要求后,进行3#焊口的组对、点焊及焊接。
(4)弹簧支架安装完成后,负载值预调整至设计规定值,管线组对焊接保温等工作全部结束后做负载值最终调整。
2.1.46#焊缝的组对焊接施工
(1)在压缩机的机座处放置测量轴向位移和横向位移的百分表共4只,监测联轴器同心度变化的百分表共2只。定位点焊6#焊口,立管段由弹簧支架支承重力,方便调整。
(2)正式对6#焊口进行施工焊接。焊接时两名焊工应同时焊接,交错并且对称进行,应对焊接电流调整至基本一致,焊接速度保持基本一致。焊接过程中,应随时检测压缩机本体的法兰与立管端头法兰的平行度和纵横中心的对中度,检查定位螺栓能否松动自如。
2.1.5 立管段法兰与压缩机法兰的连接
全部管线保温结束后调整支架负载值至设计规定值。在法兰间放入法兰垫片,并调整支架,使法兰及垫片贴合均匀,保证弹力数值不变。
法兰连接螺栓的紧固,对称交错进行,初拧紧应按紧固值60%,终拧紧达到紧固值100%。全部管线紧固工作结束后,复测机组联轴器同心度,确认接管无应力附加在压缩机组上,接管工作影响机组联轴器同心度的变化累计不得超过0.03 mm[2]。
2.2 水平方向管线无应力安装
2.2.1 管道组对
(1)压缩机组进出口管道配管安装质量与压缩机本体的安装精度有着密切的关系,管道组对和焊接施工完成后,任何附加外力不允许作用在机组上,压缩机组才能保持始终安全、平稳运行。
(2)水平管道安装如图2所示,4#焊口至管道法兰称为封闭管段,4#焊口至去其他设备的管道为自由管段。封闭管段必须在机组找正、找平固定后进行安装,自由管段安装合格后安装封闭管段[3]。
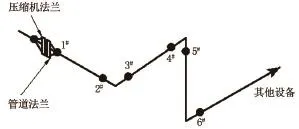
图2 压缩机水平管线单线图
2.2.2 管道焊接
(1)封闭管段最后组对焊接的焊口选择,原则是焊接应力对机组的影响灵敏而且直观,能方便及时调整附加外力直至清除,所以选择4#焊口。
(2)管道焊接组对是保证管道对压缩机组不产生应力的关键。
(3)工艺管道与机组正式连接前,应进行共同检查确认各管道应力情况,各管口法兰间隙,法兰中心偏心值是否符合要求等。
(4)配管时应以压缩机本体法兰为基准进行测量,并在计算长度时,考虑配管打磨和焊接收缩量的余量。
(5)压缩机进出口管道与法兰分别进行8等分“米”字型焊接连接。
(6)点焊固定完成后,撤去临时支撑,复测压缩机本体法兰与配对法兰的平行度和同心度。
(7)焊接管道前,在压缩机轴端轴向、径向设置百分表。
(8)焊接管道时,采用进口管道和出口管道同时对称交错进行焊接。
(9)在焊口焊接时应对压缩机本体的法兰与配对法兰的平行度、同心度进行过程监控。
(10)焊接完成后,采用液压扳手进行螺栓紧固,螺栓紧固力矩按照供货商设计标准执行。
3 实施效果
通过对实体工程施工过程的总结分析和讨论,介绍了垂直及水平方向的焊接无应力施工方法。采用无应力接管施工技术,能够严格控制垂直方向和水平方向管线组对、焊接、应力对天然气压缩机组的影响,包括应力对机体产生的极小量位置移动和形变,联轴器的同心度变差,机组震动幅度超标,以及轴承过热等问题,提高了压缩机组的安装质量,整体试车过程中机组的各项性能数据均符合要求。
[1]化工机器安装工程施工及验收规范:HGJ205—1992[S].北京:化学工业出版社,1992:22-32.
[2]刘自豪.大型压缩机管道施工方法[J].石油化工建设,2014,21(5):61-63.
[3]燃驱压缩机组安装施工技术规范:Q/SY—2013[S].北京:石油工业出版社,2013:31-37.
(栏目主持 焦晓梅)
10.3969/j.issn.1006-6896.2015.9.039
沈丽军:工程师,1985年毕业于黑龙江省电视大学电子专业,现任大庆油田采油一厂基建管理中心副主任,从事质量管理工作。
2015-08-10
(0459)5810511、shenlijun@petrochina.com.cn
