某船舶舵系非常规修理工艺研究
2015-01-02郑学贵
郑学贵
(渤海船舶职业学院,辽宁兴城125105)
某船舶舵系非常规修理工艺研究
郑学贵
(渤海船舶职业学院,辽宁兴城125105)
在现代船舶坞修中,舵系的修理是重中之重,其修理工艺能否改进是决定船舶坞期乃至船期的关键要素。在某船舶舵系的修理过程中,采用非常规修理工艺,在水上保舵拆除舵承体、舵杆修复等关键工序中创新使用新工艺,不仅节省了大量人力物力,更缩短了坞修时间,保证了船期,同时为以后相似船舶舵系的修理提供了良好的借鉴。
舵系修理;非常规修理;舵杆修复
0 前言
在现代船舶坞修中,主要以轴系、舵系为重点修理项目,伴随轴系密封装置的不断改进,轴系修理周期缩短。因此船舶坞修过程中舵系的修理成为重中之重,舵系的修理工艺能否改进也将成为决定船舶坞期乃至船期的关键要素。本文采用非常规工艺流程对某船舶舵系进行成功修复,从中汲取经验,为以后舵系的修理提供了技术参考。
1 舵系基本情况及修理工艺过程确定
该舵机是由SASEBO生产,为半悬挂舵,上舵承为平面止推滑动轴承,舵杆支承在平面推力轴承,舵叶靠上下舵销支承在船尾支架上,舵承采用非金属滑动式,舵杆质量为10.7 T,舵叶质量为37.3 T,所有质量通过平面推力轴承支撑。该舵机存在长时间沿左右方向振动幅度大的故障,严重影响舵机运行,如果照此下去,舵杆会过度摆动,可能导致舵杆出现裂纹等缺陷,严重时导致舵杆断裂,发生坠舵事故。
根据舵系常规修理技术要求,要进坞后拆除推力轴承和舵承体,检查其状况如何,但是坞期仅有4天时间,从拆卸到修复最少在10天以上,必须二次进坞。为避免二次进坞,确定采用非常规工艺流程来完成,采取防护措施,保证水上作业完成舵系整体提升5~8 mm,使推力轴承脱离下平面,修理舵杆、加工舵承。整个修理工艺流程确定为舵承体拆除、舵杆修复、舵承加工3个修理阶段。
2 舵系非常规修理工艺过程
2.1 水上保舵拆除舵承体
该阶段工作是在船舶进坞前进行,采用图1所示示意图来完成拆检,提前发现问题,为后序修理项目做好准备。
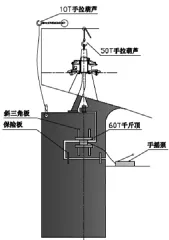
图1 水上保舵示意图
该阶段具体操作如下:
第一,通过交通船在舵叶位置搭架,在舵叶和船尾支架上各焊接一块200×300×δ30 mm钢板,两板之间距离为60 mm,上下分别采用2块200×300×δ20 mm斜三角板作为支撑。
第二,使用手摇泵加压,当顶升高约5 mm(限制升程为5~8 mm)时停止,舵杆上部使用50 T手拉葫芦保护起来,然后用4块100×200× δ20 mm的保险板把舵叶和艉支架连接保护起来,4块板每块承受重量为12 T(根据材料力学剪切原理,计算4块保险板完全能够承受舵杆和舵叶的质量)。
第三,在顶升过程中,用钢丝绳牵引舵叶左上角调节平衡孔,在艉甲板使用10 T葫芦牵引,调节舵叶平衡。
第四,水上保舵完成后,拆除舵机推力轴承,解体舵承体,检查舵承和舵杆状况。
拆解后,从上至下测量舵杆和舵承5个点的数据,由数据分析舵杆和舵承圆柱度,依据CB/T 3425-92技术要求间隙配合的舵杆工作位置圆度和圆柱度公差不超过0.72 mm,对比发现舵杆外形公差尺寸超差,检查发现舵杆左右方向磨损严重,推测为间隙过大后,引起舵杆长期震荡所致。从而确定舵承部位不锈钢套偏磨是导致舵机长期振动重要原因。图2为舵杆磨损状况图。

图2 舵杆磨损图
2.2 舵杆修理
按照常规修理工艺,需要把舵杆舵叶整体拆除,上车床光车,或堆焊修复磨损位置,或更换不锈钢保护套。常规修理不但需要很大的车床加工,还必须制作配重来平衡重达5 T的法兰,难度大,工期长。如现场更换不锈钢保护套,还要移除整台舵机。若割除旧的不锈钢套难度很大,空间狭小,容易伤到轴颈。为此该船舶舵杆修理确定采用非常规修理工艺,在保证标准要求的极限壁厚8 mm的前提下,使用磨外圆工具现场磨削加工舵杆,省去进坞拆除舵杆和吊运上岸加工的时间,大大减小了工程量。
舵杆外圆就地修理采用如图3所示的专用设备,该设备是一种双向运转立式研磨轴的链条传动结构,设备主要组成包括2只链轮、8块定位扇形滑块、4根支撑立柱、1只换向阀、1根链条、4根压缩空气管、1只气动砂轮机、研磨石条、1只气动马达等。
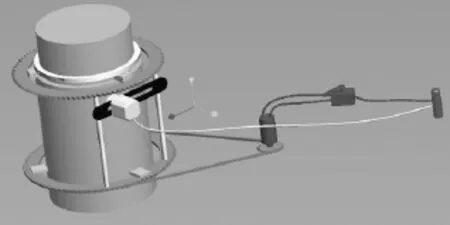
图3 舵杆外圆就地修理专用设备
首先,使用4个可调节扇形块固定机架,固定在舵承工作位置上部台阶处,并以此为基准校正(该处没有磨损),下部固定在舵杆没有磨损位置、找正,通过扇形块调节。
第二,通过中间4根立柱联接上下链轮,在两个立柱之间有一个可以上下滑移的调节托架,其上可固定气动砂轮机,砂轮机可通过调节托架径向调节丝杆调节径向进给量,来调节磨削量。砂轮所有零部件组装完成后,调节砂轮到加工表面之间距离,调整到合适的磨削量,通过换向阀控制气动马达转向,进而使机架往复运动,与砂轮对应接触面磨削结束后,调节砂轮机上下移动来磨削。
第三,控制砂轮磨削量,仔细检查加工表面状况,在对应磨削位置涂上色油,检查磨削是否均匀,然后用外径千分尺对外径方向测量圆周方向上4个点,并记录分析,检查是否存在椭圆度,确定满足要求后,移动气动砂轮机加工另一位置。
最后,粗加工后(砂轮抛光后)仍然存在较大的圆柱度和椭圆度,因此更换一根单晶刚玉油石,保证单晶刚玉油石和被加工面平行,进行精磨并进行测量直至达到圆柱度和椭圆度的要求。
2.3 舵承加工
此舵承材质为酚醛树脂,此材料采用中等密度的棉布浸渍醇溶性改性酚醛树脂浸渍层压卷制而成。技术团队对供应的原材料进行分析和尺寸的测量,制作一套组合夹具,夹固后上立式车床加工外圆,外圆加工好后改用镗床加工沉头螺栓孔,装复沉头螺栓并固定,加工舵承内孔、径向和轴向油槽。
3 结束语
按照规范对舵系进行装复,各间隙均在要求范围之内,进行操舵试验,故障全部消失。该舵机舵杆成功修复、舵承成功加工,采用了非常规修理方案,尤其是在水上拆舵工艺的使用,节省至少3天坞期。采用科学合理的工艺流程,现场修磨舵杆,不仅大大节省了人力、物力,还节省了大量时间,保证了船期,为以后类似工程积累了丰富经验。由于修理工艺改进,使得该轮至少提前10天出厂,为船舶提前营运创造了条件,也为厂内缓解了紧张的坞期压力,其经济效益相当可观。
[1]张伟平.某货船舵系修理实践创新与研究[J].中国修船, 2012(4):25-29.
[2]邢木清.船舶舵承修理工艺创新的实践与思考[J].江苏船舶,2008(4):42-44.
[3]林长明,钟建林.浅析船舶舵系故障非常规修理[J].中国修船,2005(6):18-19.
[4]管世珍,胡文凭.浅谈船舶舵系非常规修理技术工艺[Z].连云港:连云港中远船务工程有限公司,2010.
[责任编辑:刘月]
Study on the Unconventional Repair Technique of the Rudder System in a Ship
ZHENG Xuegui
(Bohai Shipbuilding Vocational College,Xingcheng 125105,China)
In the modern ship docking repair,the rudder system repair is top heavy,and whether the repair technique can be improved is the crucial factor deciding ship docking period and shipment period.In the repair process of the rudder system in a ship,adopting unconventional repair technique,creatively using the new technique in the key procedure of conservatively removing rudder bearing frame and repairing rudder stock in the water,not only save a lot of manpower and material resources,but also shorten the docking repair time, guarantee the shipment period,and provide good reference for subsequent similar ship rudder system repair.
rudder system repair;unconventional repair;rudder stock repair
U672.2
A
2095-5928(2015)05-35-03
2015-08-21
郑学贵(1977-),男,辽宁凌源人,副教授,硕士,研究方向:轮机工程技术。