SINAMICS S120故障处理实例
2015-01-01田林红包玉合
田林红 包玉合
(1.河南工业职业技术学院 河南南阳 2.中南钻石股份有限公司 河南方城)
6台数控铣床采用802Dsl系统,伺服驱动为书本型SINAMICS S120。数控铣床使用过程中SINAMICS S120出现故障,因无技术资料,只能采用对比法测量、确定故障部位,查阅相关技术资料,判断元器件好坏。
1.S120模块组成
数控铣床模块连接见图1,电源模块型号6SL3130-7TE21-6AA3、16kW;MM1为双轴电机模块,型号 6SL3120-2TE21-8AA3、18A/18A,分别驱动主轴和Z轴交流伺服电机,该电机模块与电源模块相邻放置;MM2为双轴电机模块,型号6SL3120-2TE21-0AA3、9A/9A,分别驱动X轴和Y轴交流伺服电机。X200通过DRIVE-CliQ与数控装置802D sl的X1连接,X201连接MM1中X200。MM1中X1、X2外接主轴和Z轴交流伺服电机,X202、X203分别接主轴和 Z轴电机编码器,X201连接MM2中X200。MM2中X1、X2外接X轴和Y轴交流伺服电机,X202、X203分别接X轴和Y轴电机编码器。
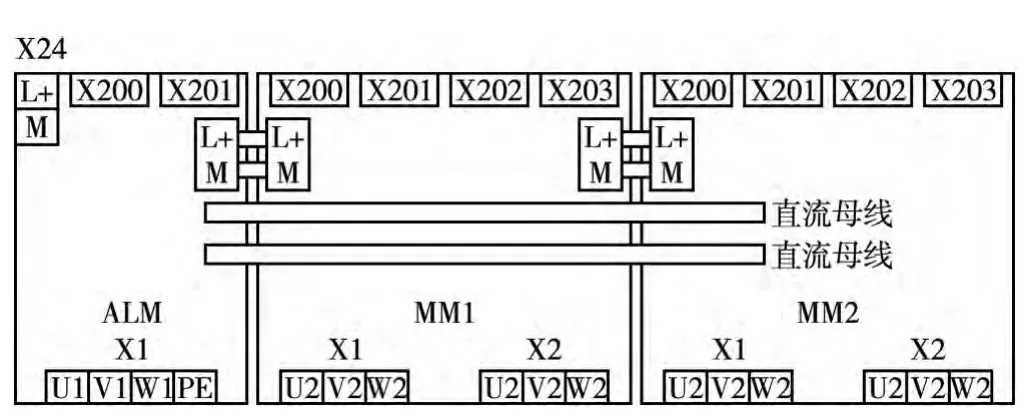
图1 数控铣床模块连接
2.S120模块故障维修实例
(1)数控铣床电源模块报警,电源模块READY指示灯为红色,始终处于点亮状态。
拆下电源模块,使用万用表测量IPM(FS75R12KE3_B3)控制极与集电极管压降。IPM有6组驱动,4组中正确数值为0.707 V( 红接 1)及 0.776 V( 红接2),对比测量发现有 1组不同于其他组,判断IGBT模块损坏。IPM有34个管脚,线路板为多层,仔细清理焊盘,小心拆下。通常IGBT烧毁导致驱动电路损坏,对比测量发现光耦元件A786J及外围电路,查找与A786J类似的HCPL-786J资料。使用热风机吹焊下A786J,对照HCPL-786J测量,发现已击穿。同时检测驱动电路供电变压器5046X005、稳压二极管、电容等损坏。
观察分析,IPM击穿原因是双轴电机模块过载短路引起。购买IPM模块及其他元件,修复线路板后,故障排除。
(2)数控装置显示报警号207841,显示信息为“轴Z1驱动4驱动:取消供电运行”。电机模块READY指示灯红色报警。
拆下电机模块( 6SL3120-2TE21-8AA3、18A/18A),发现熔断器断开,IPM(Skiip 25 AC126V1)烧坏。测量IPM前级驱动线路,发现用于驱动隔离的光耦HCNW 4506已击穿。故障原因是漏雨引发,驱动器进水,引起局部放电短路。测量中还发现因电流太大,将多层PCB中间连线烧断,只有通过跳线方法修复线路板。
(3)双轴电机模块过载报警,报警号23006,显示信息为“X1驱动3功率部件:I2T过载”,电机模块READY指示灯为红色报警。
快速熔断器断开,拆开功率模块触发板,发现IPM(Skiip13AC126V1)烧坏且线路板上有放电痕迹。测量线路板,IPM有 6组驱动,4组中正确数值为 0.764 V(红接 U)及1.882 V(红接G1),对比测量发现有 1组正反向相同,确认光耦HCNW3120已击穿。更换模块,修复线路板后,故障排除。
(4)主轴电机模块报警,报警号025201,报警信息为“轴SP伺服故障”。显示屏显示“编号207955,轴SP驱动1驱动:电机已经更改,参数:301”。
采用交换法,将主轴与Z轴编码器反馈信号交换,发现故障转移到Z轴,重点检查主轴反馈信号电缆及连接件。发现连接主轴反馈信号的高速接口DRIVE-CliQ插接件接触不良,该插接件结构同网线水晶头,用大头针清理接头中杂物,再用无水酒精清洗,热风机吹干,重新连接,故障排除。
3.结束语
虽然数控机床带有自诊断功能,但部分报警并不能准确指示故障所在,维修时要具体分析。一般数控机床伺服系统存在相同的元件和类似驱动电路,在没有技术资料情况下,只能采用对比法静态测量,大概判断故障点,然后,查阅相关技术资料,判断元器件好坏。同时数控机床电柜一定注意防水防潮、防尘等,平时要加强维保,降低设备故障率。
