定型机温度张力控制系统研究*
2015-01-01谭宝成张立广
谭宝成,陈 超,张立广
(西安工业大学 电子信息工程学院,西安710021)
室温下聚酯网特性比较稳定,在织物定型过程中一般采用热风箱(空气对流加热系统)对聚酯网表面加热,来消除纤维分子的内应力.由聚酯纤维的性质可知,在热风箱加热过程中,温度和张力必须保持恒定,不能出现大的波动,快速达到稳定,超调量小.所以定型机对温度和张力控制器的性能要求很高.
在先前的定型机控制系统中大多数采用传统PID控制器,它以其结构简单、工作可靠、调整方便广泛应用于工业控制中[1-2].但传统的PID控制器不能解决无超调和快速性之间的矛盾.所以近年来国内外不少学者和工程研究了PID控制器的参数自整定方法,其中最典型的是美国FOXBORO公司推出的EXACT家式自整定控制器[3].相比之下,自整定算法很好地抑制PID的超调,避免温度大幅度摆动,快速稳定的实现恒温控制,算法简单容易操作,并且误差较小.文中温度、张力控制是整个系统的核心,如果温度和张力不匹配,温度过高,会破坏纤维分子结构;过度牵伸,会导致聚酯网撕裂,尺寸过大;张力过小,则聚酯纤维分子内部应力不能消除,达不到规定的尺寸。因此本系统将专家自整定PID应用到温度张力控制算法中,跟据温度和张力的耦合关系,实现对聚酯网的热定型功能[4].
1 定型机机械结构
拉幅定型机主要由主框架、悬臂梁、可移动前支架、主动辊、主动辊传动装置、拉伸辊、拉伸辊传动装置、拉伸架、拉伸架传动装置、拉幅架、拉幅架传动装置、热风箱等结构组成[3],结构示意图如1所示.
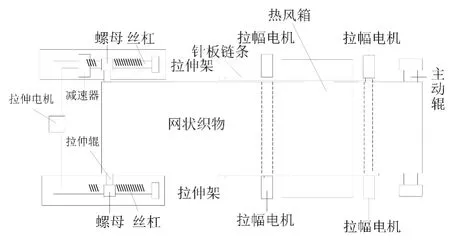
图1 定型机结构示意图Fig.1 The schematic of a setting machine
1)主动辊部分.主动辊部分由主动辊、减速箱、变频器等组成.主动辊传动环状织物,要求可逆运行,主动辊的速度在要求的范围内连续可调,所以采用交流调速方案.
2)拉伸部分.拉伸部分由拉伸辊、拉伸架、双螺旋锭轴、减速箱、拉伸电动机、拉伸调速器以及传感器等组成.在拉伸过程中要求织物的纵向张力符合工艺要求,拉伸力过大会导致织物被拉断,拉伸力过小会导致织物过松,起不到拉伸的作用.主要是控制拉伸的位置,当拉伸力的大小达到规定要求时,停止拉伸.用压力传感器测量纵向拉伸张力.
3)拉幅部分.拉幅部分由底板架、导向轨、拉幅架、拉幅架传动装置、带针板的链条、链条传动装置、转臂、转臂传动装置和控制系统组成.在定型过程中,根据工艺规定的横向张力自动调节拉幅架的位置,以保证织物的定型质量.用旋转编码器测量拉幅的程度,压力传感器测量纵向拉幅张力.图2为拉幅装置示意图.
4)加热部分.加热部分由电加热器室、送风机、管道、上热风箱、下热风箱、周波控制器、调功器以及智能调节器等组成.对加热系统的要求是升温快、超调小及幅向温度均匀,以保证织物的定型质量.
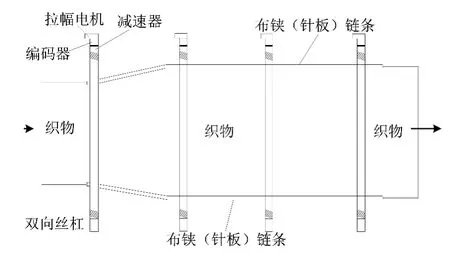
图2 拉幅装置示意图Fig.2 The stracture of a tentering device
2 热定型理论及温度张力耦合关系
2.1 纤维的热定型理论
为了深刻了解定型机所起的作用,有必要对纤维分子的性能和结构做深入研究,化工厂只是对聚酯纤维进行了纤维的延伸热加工,简单的把纤维拉伸到一定的直径,分子的化学形态和晶体链取向很不稳定,如果温度升高或者有外力拉伸,纤维分子运动变快,当拉伸力大于分子之间的应力时,分子便会被激活,使纤维分子做不规则运动,从而引起织物收缩尺寸和外形变化.在织物的定型过程中,由于受到大小不均匀的外界作用力,使织物内部的各个单元发生移动.纤维分子间作用力影响位移大小,当大分子的刚性越强或者分子间作用力越大时,由原始状态进入新的状态所跨越的能峰越高,而在新状态下建立新的分子间结合,又会降低新的位谷能峰,使体系难以逆转稳定在新的状态.这也加剧了纤维内部应力的不均[4].在热定型过程中热风箱的主要目的是通过对聚酯网的热处理来消除分子内应力不均匀导致的织物形变,使纤维分子内部应力达到平衡状态.织物的能级更低,在新状态下的形态和尺寸会更加的稳定.不同的纤维分子有不同的最高烫熨温度、可塑性开始温度、软化点温度、热定型最适温度、热强度等于零温度和熔融温度.若温度过低,则达不到定型的目的;若温度大于热强度为零温度,则织物形态会更不稳定,织物定型的效果会大打折扣.所以热定型温度必须在规定范围内.这样定型出来的织物效果最好,使用时间最长.在定型过程中温度的连续稳定是非常有必要的,不能有大的跳变,否则影响织物定型效果.图3为热定型温度示意图.
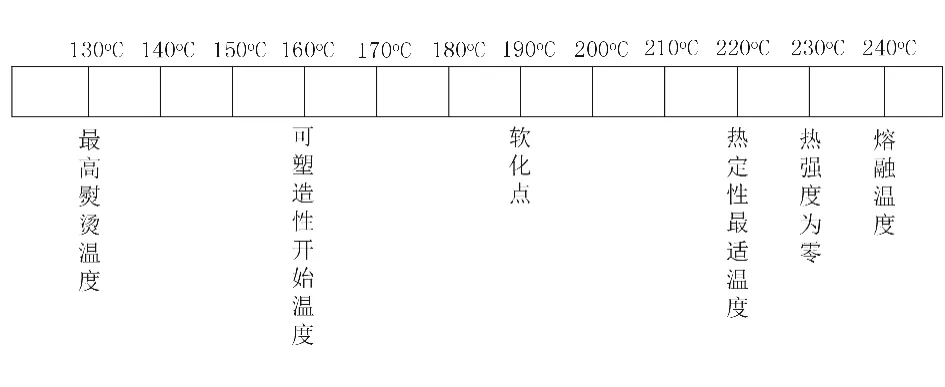
图3 热定型温度示意图Fig.3 The diagram of heat setting temperature
2.2 温度和张力的耦合关系
热收缩应力和热拉伸模量采用XRF-2型纤维热机械分析仪测定.
纤维分子在受热情况下,分子间的相互作用力即热收缩应力.图4为温度-热收缩曲线.通过提高升温速率,来避免松弛对热收缩应力测试的影响,收缩应力即为热定型纤维分子的内应力[5].从实际测得的热收缩应力可以得出结论:随着定型温度的升高,纤维分子内应力减小.
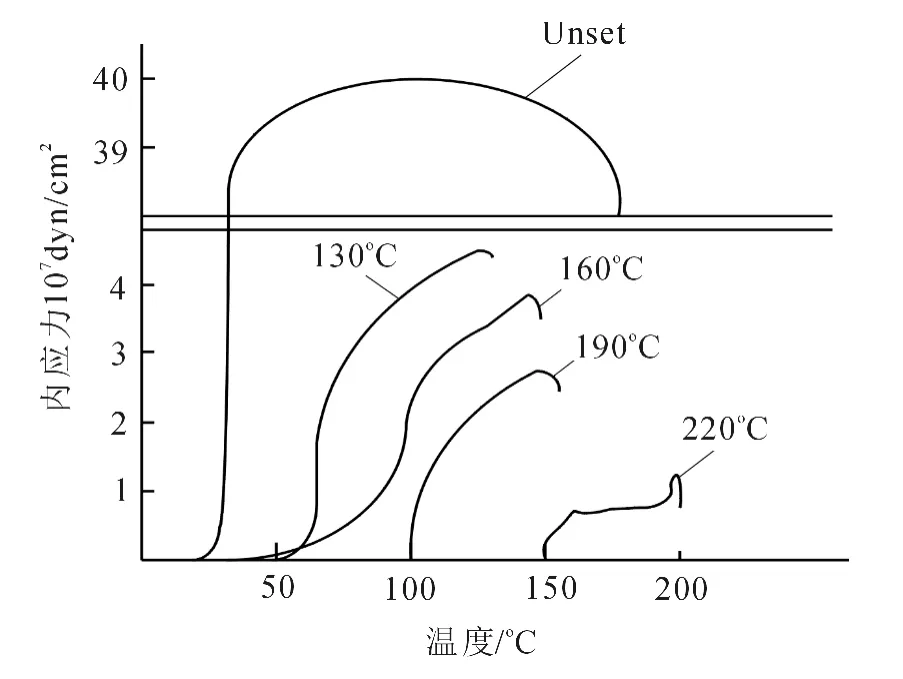
图4 内应力(收缩)Fig.4 Stress(Shrinkage)
在定型过程中,纤维分子在受热情况下,会产生热收缩应力,拉幅张力的作用是通过外力来消除纤维分子的热收缩应力.拉伸除了需要克服收缩应力外,还需要克服大分子链纠缠等动力学阻力,所以拉伸模量要大于热收缩模量,热拉伸模量即为拉幅张力.表1为不同温度下纤维热收缩模量和热拉伸模量的对应关系,此关系近似为定型过程中温度和张力的耦合关系,即不同温度下对应的拉幅张力不同.
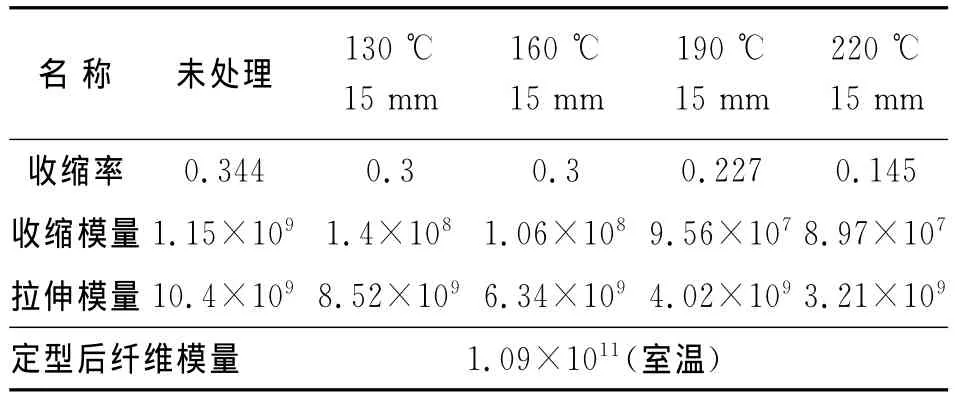
表1 纤维热收缩模量和热拉伸模量Tab.1 The contraction modulas and tensile modulus of fiber
3 温度控制系统设计
温控系统框图如图5所示,它主要是由电加热管、鼓风机、进风管、可移动上下风箱、温度控制器、传感器组成[6].
1)温控器.采用16位A/D转换.自动温漂、修正零漂移保证仪表具有0.2%的测量精确度.配有热电偶冷端补偿输入端子.采用T,K,热电偶,PT100热电阻,远传压力电阻信号采用电流输入,输出模块可采用继电器、逻辑电平.通信协议支持RS-232、RS-485.可与PLC直接通信.
2)周波控制器,晶闸管.周波控制器可以将晶闸管过零触发信号均匀化.常规的过零触发由于波形集中,容易产生打表针、设备老化快、局部电流过大等毛病,周波控制器将触发信号均匀分布在控制周期中,使得电流比较平均,避免了这些问题.
3)温度采集.温度采集元件采用 WRNT-202型热电偶.
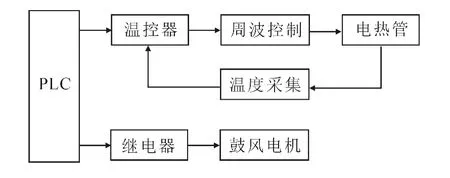
图5 温度控制系统框图Fig.5 Block diagram of the temperature control system
4 专家自整定PID张力控制器研究
4.1 专家智能自整定PID算法
当前多数拉幅热定型采用结构简单、线性组合方法的控制器,但是随着工艺的提升,控制方式的改变,旧的控制器很难解决无超调性和快速性之间的矛盾.为了提高产品质量,本系统采用专家自整定PID控制算法.专家智能控制是指将专家系统的理论和技术同控制理论方法与技术相结合,在未知环境下,仿效专家的智能,实现对系统的控制.把基于专家控制的原理所设计的系统或控制器,分别称为专家控制系统或专家控制器.它对环境的变化有很强的自适应能力和自学习功能,具有高可靠性及长期运行的连续性、在线控制的实时性等特点.因此在工业控制中的应用越来越为人们所重视,它是智能控制发展中一个极有应用前途的方向[7].如图6所示为专家系统自整定图.
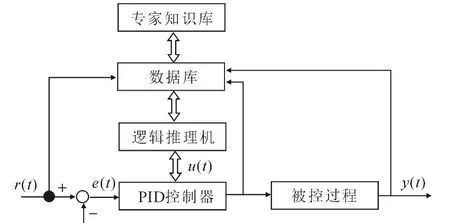
图6 专家智能系统自整定原理图Fig.6 The diagram of self-tuning of the expert intelligent system
(1)由Cohn-Coon公式计算出受控对象的特征参数K、TP、τ.
Cohn-Coon公式为
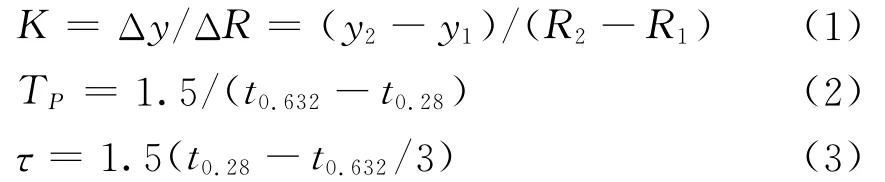
式中:ΔR为系统阶跃输入;Δy为系统输出响应;t0.28为对象飞升曲线中对应0.28Δy时的时间;t0.632为对象飞升曲线中对应0.632y时的时间;
(2)把相关的计算参数输入到专家系统整定后,系统将自动的搜寻知识库中的相关参数,再根据实际情况做出推理,重新整定PID参数,与此同时系统还必须保证控制条件,这样才能保证系统的鲁棒性.
(3)监督级的主要作用是保证微机测试对象特性和专家系统整定PID参数的正常进行,并用来确保控制系统的安全可靠运行,在系统整定完毕后可以投入正常运行,不需再整定.
4.2 张力控制器
在对聚酯网定型过程中,张力的控制至关重要,在拉伸架和拉伸辊上安装张力传感器,张力传感器采集张力大小,传感器反馈回来的张力与给定张力进行比较,根据比较的结果向变频器发出控制信号,控制电机带动拉幅架和拉伸架移动.张力闭环控制系统框图如图7所示.
定型过程中,必须以恒定张力进行拉伸.主要有两个目的:①为了达到预定的定型尺寸,包括幅宽和网的长度.②使造纸网热定型效果最佳,不会产生回缩.张力控制系统实质是控制纵向或横幅的拉伸速度,也就是只要控制拉幅器以特定速度运行即可达到张力控制目的[8].
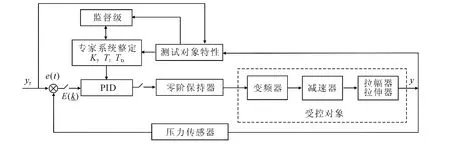
图7 专家自整定PID张力控制系统框图Fig.7 Block diagram of expert self-tuning PID tension control system
为研究简便,可以作一个近似计算,张力控制系统可以近似为带滞后一阶惯性环节.其传递函数

PID连续调节器为

PID调节器离散增量型算法为


在控制系统中,PID调节器的参数整定中,采样周期T的大小对系统稳定性起关键因素.纯滞后受控对象,T= (0.1-0.4)τ
由a=τ/TP,总结PID参数规则.
规则一 调整KP,按a从小到大,逐渐减小KP,既提高系统的动态响应速度,又不至于影响系统的稳态精度.
规则二 调整TI,按a从小到大,由于a的对象不好控制,TI逐渐增大一些,使得积分增益KPT/2TI减弱一些,这样既保证稳态精度,又避免积分保护和积分作用太强使得动态性能变差.规则三 调整TD按a从小到大,TD逐渐增大,在不影响系统抗干扰前提下,增大微分控制作用可以改善系统动态特性[9].
根据上面的计算,PID参数规则可转换成表格查询.PID各个参数的关系为
主要能确定受控对象的特征参数K、TP、τ,就能整定出PID调节器参数.表2是经过计算机仿真,确定最佳设定参值.

表2 PID参数整定表Tab.1 Table of PID parameter tuning
5 仿真及结果分析
不考虑负载干扰的情况下,根据传递函数,通过计算机绘制了两个不同张力PID控制方式下的阶跃响应曲线.传统PID在张力控制过程中超调量较大,进入稳态的时间较长,而系统采用自整定PID之后,超调量明显减小,进入稳态时间明显缩短,张力上升也更加平缓,显示了很好的控制效果,如图8所示.
在实际生产过程中会有很多因素影响张力曲线,比如:风箱内气压的波动,鼓风机产生的气流强度不稳定等等,使实际测试时张力的调节时间略大
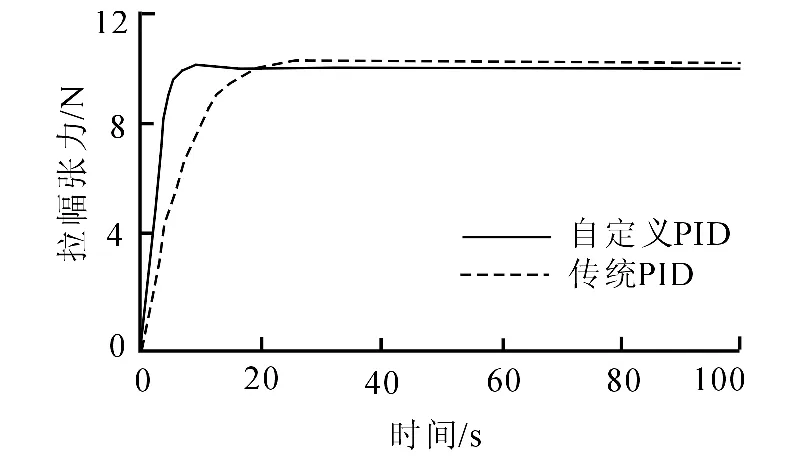
图8 传统PID和专家自整定PID张力控制曲线Fig.8 Tension control curves of conventional PID and self-tuning PID
于计算机仿真,但在规定范围内.实际控制精度保持在±1N范围内,达到预期效果.
6 结 论
系统通过研究定型机温度张力关系,得到了不同的温度对应不同的张力大小,从而改变工艺提高定型效果.
专家自整定参数PID算法,应用在温度张力控制中,在满足温度对张力要求的同时使织物温度上升速度快,超调量小于2℃,且温度控制精度在±1℃范围内,从而提高了织物定型质量和生产效率.同时有效地避免了拉幅过程中拉幅张力超过给定张力而产生的超调问题,即解决了张力过大对布所造成的过度牵引问题.而且在现场测试过程中,虽有很大干扰,但自整定参数PID控制方法,依然能将温度张力控制在允许的误差范围内.
[1] 师黎,陈铁军,黎晓媛,等.智能控制理论及应用[M].北京:清华大学出版社,2009.SHI Li,CHEN Tie-jun,LI Xiao-yuan,et al.The Theory of Intelligent Control and Its Applications[M].Beijing:Tsinghua University Press,2009.(in Chinese)
[2] 王正林,王胜开,陈国顺,等.Matlab/Simulink与控制系统仿真[M].北京:电子工业出版社,2009.WANG Zheng-Lin,WANG Sheng-kai,CHEN Guo-Shun,et al.Matlab/Simulink and Control System Simulation[M].Beijing:Electronic Industry Press,2009.(in Chinese)
[3] 谭宝成,曾卉.定型机拉幅控制系统研究[J].电子设计工程,2011,19(23):112.TAN Bao-cheng,ZENG Hui.Research on Setting Machine’s Tentering Control System[J].Electronic Design Engineering,2011,19(23):112.(in Chinese)
[4] 龙帮强.特宽幅热定型机控制系统[D].天津:天津工业大学,2002.LONG Bang-qiang.Extra Width Heat Setting Machine Control System [D].Tianjin:Tianjin Polytechnic University,2002.(in Chinese)
[5] 张安秋,江浩,吴承训,等.热定型聚酯纤维内应力与晶格变形的关系[J].高分子通讯,1985(3):217.ZHANG An-qiu,JIANG Hao,WU Cheng-xun,et al.Relationship Between Heat Setting Polyester Fiber Stress and Lattice Deformation [J].Polymer Communications,1985(3):217.(in Chinese)
[6] 谭宝成,康祖清.模糊PID算法在定型机温控系统上的应用[J].西安工业大学学报,2012,32(11):895.TAN Bao-cheng,KANG Zu-qing.Application of Fuzzy PID Algorithm to the Temperature Control System in a Setting Machine[J].Journal of Xi’an Technological University,2012,32(11):895.(in Chinese)
[7] 张建国.专家式智能自整定PID控制器的研究与实现[J].漳州职业技术学院学报,2005,7(4):73.ZHANG Jian-guo.Research on and Implementation of Experts Intelligent Self-Tuning PID Controller[J].Given.Journal of Zhangzhou Vocational University,2005,7(4):73.(in Chinese)
[8] 陈静,高殿斌,鲍振博,等.基于 Matlab的热定型机PID张力控制器设计[J].组合机床与自动化加工技术,2005(2):62.CHEN Jing,GAO Dian-bin,BAO Zhen-bo,et al.Matlab-Based Heat Setting Machine’s PID Tension Controller[J].Modular Machine Tool & Automatic Manufacturing Technique,2005(2):62.(in Chinese)
