基于单片机控制的自动清蜡绞车研发
2014-12-25赵冬梅万立中宋维康来旭辉许贤厚马英杰
赵冬梅,万立中,张 冠,宋维康,来旭辉,许贤厚,马英杰
(1.新疆大学 工程训练中心,新疆 乌鲁木齐 830000;2.新疆大学 机械工程学院,新疆 乌鲁木齐 830000;3.新疆大学 电气工程学院,新疆 乌鲁木齐 830000)
油井清蜡是石油产业中的一项重要作业,是保证油井正常工作、提高油井产量的重要方法。现在油井清蜡方法主要有:热洗清蜡、冲刷管套、检泵清蜡、化学清蜡、声波防蜡、机械清蜡等[1]。自喷井大多采用机械清蜡,即采用清蜡绞车清蜡。新疆克拉玛依自喷井油田大多使用的是新疆第三机床厂研制的第2代自喷井电动清蜡绞车,该绞车在油田得到了广泛的推广应用,取得了良好的经济效益和社会效益[2]。但通过调研发现,该绞车仍然存在自动化程度较低、刮蜡不干净、计数不准确、排丝紊乱等问题。针对这些问题,本文将从动作及功能分析、结构设计、电控设计、系统调试及程序验证4个方面进行改进。
1 动作及功能分析
新试制的基于单片机控制的电动清蜡绞车(以下简称绞车)结构[3]如图1所示。在绞车工作过程中,伞形刮蜡装置上下运动实现刮蜡,刮蜡遇到的阻力通过钢丝绳直接传给装有S型拉力传感器的承重测压装置,拉力传感器输出的电信号再经AD转换器转换成数字信号之后传给单片机[4]。当实时阻力值超过预设阻力值时,单片机通过外围电路控制电机反转ts(t为预设值)使刮蜡片向下运动,然后再正转使刮蜡片向上运动,往复m次(m可由工作人员自行设定)。如果仍然阻力较大,就关闭电机,让该机组处于待机节能状态,同时向远程主机发送该台清蜡绞车的机组号及故障信息,通知工作人员前来检查排除故障。为了防止因拉力传感器故障无法检测拉力而导致断丝或乱丝,在限位保护装置上设有限位开关,当钢丝绳上的拉力超过允许值范围时,会触动限位开关触头,控制电机停转并向远程主机发送该台清蜡绞车的机组号及故障信息。

图1 清蜡绞车结构示意图
此外,还专门设有急停开关,防止危险事故的发生。通过液晶显示屏实时显示当前绞车的工作状况、周围环境温度、下丝深度、计数介轮转的圈数、当前拉力大小等信息,这些信息也会发送给远程主机以供实时监控。
2 结构设计
2.1 伞形刮蜡装置片设计
刮蜡片结构设计的合理与否直接决定了刮蜡的质量。现在自喷井油田大多采用如图2所示的“8”字形刮蜡装置[5]。

图2 “8”字形刮蜡装置
该刮蜡装置刚性较差,刮蜡过程中容易变形或在井筒形成固定轨道,而且容易发生顶钻、卡钻现象[6]。为此,我们设计了伞形刮蜡装置,见图3。

图3 伞形刮蜡装置
中轴杆安装在支撑底座上,以中轴杆的中心轴线为中心,支撑底座上旋转分布有若干个支撑杆,支撑杆的尾端处与中轴杆之间均有连接杆铰接,支撑底座、中轴杆、支撑杆和连接杆一起构成伞状骨架结构,支撑杆的顶端设有刮蜡刀刃。
当刮蜡装置下井时,刮蜡刀刃或支撑杆遇到阻力时会使连接杆沿着中轴杆向上运动,撞到挡块后保持收缩状态,保证刮蜡刀具能够顺利下入油井。当刮蜡装置向上刮蜡时,因刮蜡刀刃受到向下的阻力,会促使伞形结构张开,刮蜡刃沿着油井管壁向上运动,实现刮蜡动作。
2.2 排丝机构
绞车钢丝绳绕得紧密程度、紊乱与否会影响绞车的正常工作状态。现在使用的绞车排丝机构普遍存在乱绳、咬绳、压绳、垒绳等现象[7]。受电火花线切割机床单层往复绕丝机构的启发,设计了如图4所示的绕丝装置。

图4 绕丝装置
绕丝装置具有一字型滑轨的固定底板,在固定底板上设有由电动机驱动的卷筒以及与卷筒竖直方向上并列设置的往复丝杠,卷筒和往复丝杠通过齿轮副连接[8]。当电机带动卷筒运动时,通过齿轮带动滚筒下方的往复丝杠运动,实现往复绕丝的目的。往复丝杠是有两条旋向相反的螺纹构成,滚筒绕丝的行程有往复丝杠的行程决定。卷筒每转1圈往复丝杠就前进1个钢丝绳直径的距离,并以此确定齿轮副的减速比。选择合适的齿轮副减速比,就可以实现往复精确绕丝,有效解决了绕丝过程中的各种问题。
3 控制系统设计
电控设计是绞车设计的另一核心内容,合理的电控设计是实现高自动化、保证绞车安全稳定运行的前提。基于单片机控制的自动清蜡绞车采用Atmel 89S52单片机为核心控制单元,实现电机的正反转、过载保护、绞车组工作状态、无线信号的发送和接受、液晶显示钢丝绳上的拉力大小、螺旋导向轮转的圈数、钢丝绳下井深度等[9]。其总体控制逻辑框图见图5。

图5 控制逻辑框图
3.1 传感测压模块设计
绞车所用的钢丝绳直径为1.5mm左右,其极限应力为1 500N/mm。通过对钢丝绳拉力的动态检测来实现拉力较大时电机正反转往复刮蜡,及拉力达到设定极限值时自动停止工作。
承重测压装置见图6。S形拉力传感器工作原理:S形拉力传感器和导向轮固定在一起,钢丝绳上的拉力大小可以通过导向轮传给拉力传感器,单片机得到拉力数据信息后进行相应处理,根据拉力数据采取相应操作来调整电机的运行状态保证刮蜡的顺利进行,并将处理好的数据送到显示设备显示和发送到远程主机。
3.2 限位保护模块设计
在超负荷时,现有装置采用压电开关来控制电机停转,这种机械式开关容易失灵,从而造成工作人员安全问题。鉴于此,设计了基于限位开关原理的过载安全保护装置[10],见图7。
限位开关工作原理:当机械动作作用于限位开关的触点时,会引发限位开关内电位的变化从而实现相应的动作。

图6 承重测压装置
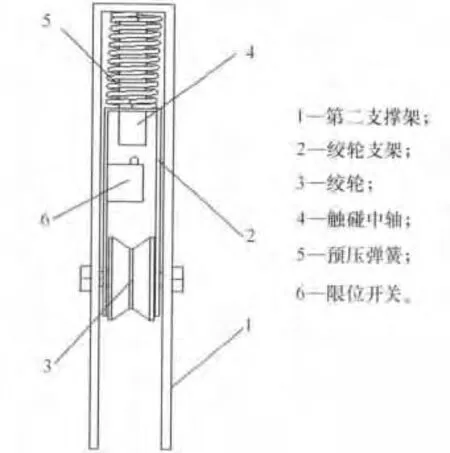
图7 限位保护装置
其工作过程:当钢丝绳上的拉力过大时,会带动重载绞轮和绞轮支架一起向上运动;当拉力超过设定值时,触碰中轴会触到限位开关的触点,实现电机的急停,然后发射无线信号通知工作人员前来检查、维修。
3.3 光电计数模块设计
原绞车计数器是固定在卷丝筒上的,随着钢丝绳在卷丝筒上越绕越多,其直径也越来越大,造成计数器的计数不准确,也无法判断伸入井中钢丝绳的长度。为解决这一问题设计了如图8所示的光电计器装置。
光电门是一种精密度较高的光敏元件,当它的当光孔没有被挡光时,光电门不计时;当有物体经过它的挡光孔时,光电门开始计时;当物体离开挡光孔时,挡光结束,光电门停止计时[11]。通过把钢丝绳在螺旋导向轮上缠绕几圈可以起到防松的效果,同时在螺旋导向轮上装有光电门,用以记录螺旋导线轮转的圈数,并以此计算钢丝绳下井的深度,通过单片机控制在液晶显示屏上显示导向轮转的圈数并换算出钢丝绳的下井深度。
4 系统调试及程序验证
将伞形刮蜡装置、承重测压装置、限位保护装置、光电计数装置、排丝机构等其机械部分连接后的MCU控制的自动清蜡绞车实物图见图9。

图8 光电计数装置
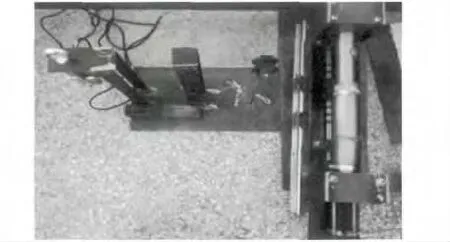
图9 机械结构连接实物图
电器控制的电路包括:方波发生器电路见(图10)、继电器电路见(图11)、整体电路见(图12)等[12]。
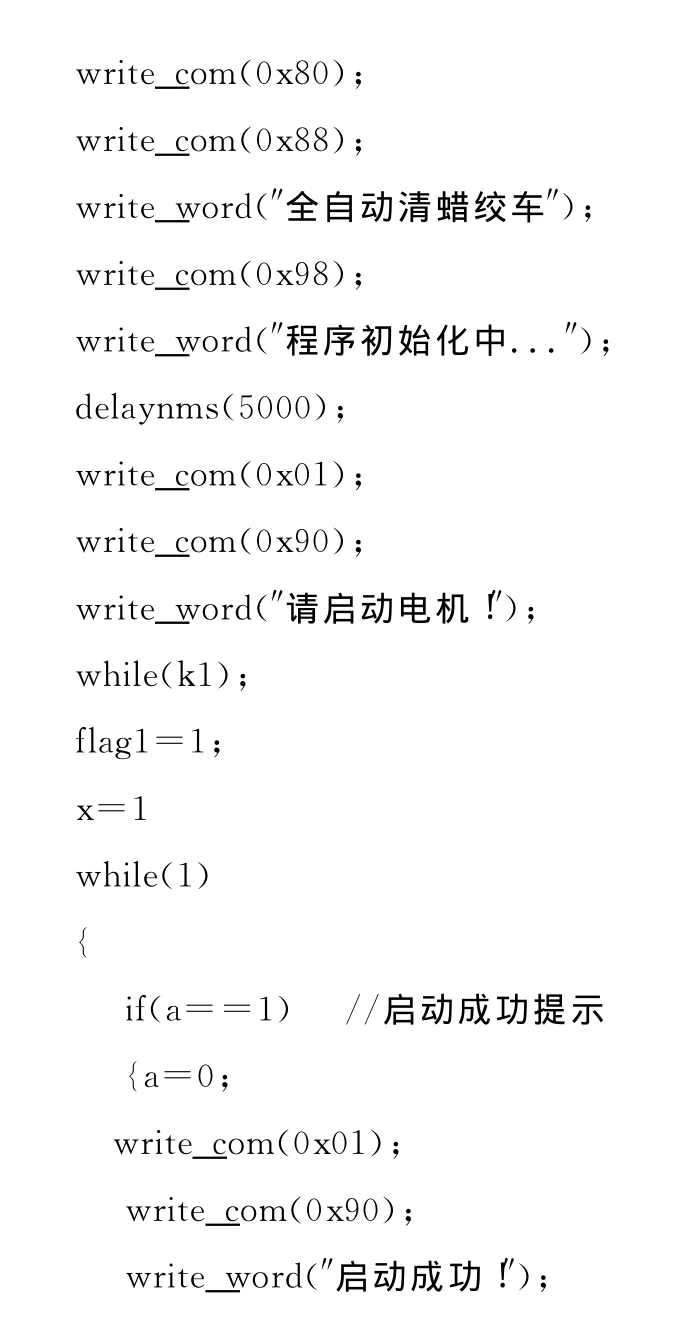
电路控制的主要c程序[13]如下:

图10 方波发生器电路

图11 继电器电路

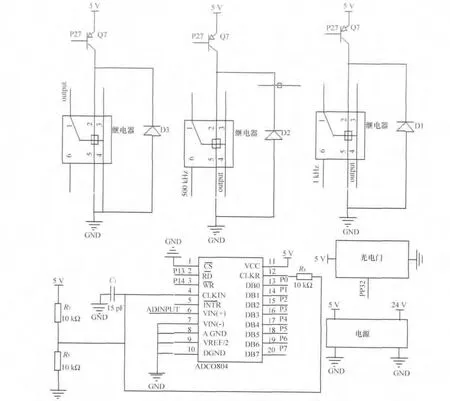
图12 整体电路

经过多次试验,该绞车实现了准确计数、精密排丝、动态显示拉力大小、遇阻往复刮蜡、高灵敏度的过载安全保护装置,实现了预期设计的功能。
5 结束语
基于单片机控制的自动清蜡绞车刮蜡装置、S形拉力传感器、安全装置和精确的排丝计数装置很好地解决了现有产品中存在的问题。无线传输模块的应用避免了工作人员要不停地地监视绞车运行状态的不便,减少了油田工作人员的工作量,保证了绞车高效运行。单片机控制整个系统的协调工作,使该绞车稳定、高效的工作,大大提高了效率、降低了人员工作强度,具有较高的社会及经济效益。
(
)
[1]王学忠,乔明全.A油田结蜡规律及清蜡方法研究[J].海洋石油,2009,29(3):53-56.
[2]焦新民,袁晓东,姚晓平,等.自喷井电动清蜡绞车的研制[J].石油机械,2006,34(9):66-67.
[3]大连理工大学工程图学教研室.机械制图[M].6版.北京:高等教育出版社,2007.
[4]清华大学电子学教研组.数字电子技术基础[M].5版.北京:高等教育出版社,2005.
[5]李永军,陈金森,田维红,等.新型刮蜡片的改造及其应用[J].内蒙古石油化工,2010(12):20-21.
[6]张志全,李春燕,于斌,等.ZPGL-1型刮蜡片的改进与应用[J].石油机械,2002,30(增刊):72-73.
[7]赵振宝,张晓珂.矿用调度绞车排绳机构的研制[J].煤炭工程,2008(12):98.
[8]西北工业大学机械原理及机械零件教研室.机械原理[M].7版.北京:高等教育出版社,2005.
[9]李江全,魏中岩,姚帅,等.单片机通信与控制应用编程实例[M].北京:中国电力出版社,2011.
[10]杨欣,张延强,张凯麟.实例解读51单片机完全自学与应用[M].北京:电子工业出版社,2011.
[11]周勇,李更磊,郑小平.对光电门测得的瞬时速度的误差分析[J].物理实验,2009,29(1):24-26.
[12]清华大学电子学教研组.模拟电子技术基础[M].北京:高等教育出版社,2006.
[13]谭浩强.C程序设计[M].4版.北京:清华大学出版社,2010.
