国产T/P91钢材的应用与管理
2014-12-25郑立刚
郑立刚
(河北国华沧东发电有限责任公司,河北 沧州061113)
0 引言
T/P91(9CrlMoVNb)管材在我国已有十余年的使用历史,一般用于过热器、再热器受热面及集箱。做为电站锅炉的重要部件,其长期在高温、高压下服役,材料的微观组织会随着运行时间的延长而老化,进而引起材料高温强度的劣化。做为锅炉重要部件,国内电站大都采用进口T/P91材料,且对这些材料的研究和使用已经非常成熟,有些机组已经运行近10万小时。
1 问题的提出
国内近期有部分投产和在建电站使用国产T/P91做为锅炉受热面和集箱用材料。根据国内某大型钢铁企业提供的国产P91高温持久强度试验数据,目前国内生产的T/P91材料试验时间最长为1万多小时,还处于研究和开发阶段,远远未达到使用的成熟期,将这部分管材做为重点监督设备在管材生产期间加强监造,安装期间进行数据采集并在投产后制定有效的预防措施是保证机组稳定运行的重要保证。
2 管材生产期间的监造管理
2.1 管材生产前的审查
管材在生产前应审查生产企业有无生产资质,生产体系是否健全,还应重点审查生产岗位人员资质如焊接人员、热处理人员、检验人员;检查测量用工器具、试验设备的计量鉴定情况;审查原材料的进货情况;核对工厂的生产、检验工艺卡与所订原材料出入情况。
在工厂具备生产资质的前提下,应审查T/P91管材的《高温持久强度试验报告》、《特种设备型号试验报告》、《全国工业产品生产许可证》是否覆盖所生产的T/P91管材规格型号并对厂家销售业绩进行审查。
2.2 生产过程中的监督
在生产期间应检查各生产岗位是否按照制定好的工艺规范进行操作运行。重点检查焊接工艺的应用情况,管材水压试验情况并对管材的外观及几何尺寸进行校验等。另外,应加强管材试验过程中的跟踪并监督试验全过程,对工厂试验样品的取样、试验加工过程进行管控并对用于本批次的钢材如下资料进行审查:《钢管理化试验报告》包括金相组织、化学成分、晶粒度、力学性能;《超声波探伤报告》、《热处理报告》、《产品质量证明书》、《无缝钢管质量证明书》、《热力计算书》等。
3 管道安装期间的质量管理
3.1 加强管材安装前的质量检验
管材由于质检不到位、运输不当、现场组合安装等因素造成表面划伤、碰磨、变形、存在内壁氧化皮等缺陷都会在机组运行过程中造成爆破。此外,由于管材出厂时漏检致使存在缺陷的管子在安装中使用也是造成管材爆破引起机组停运的原因。
某1000MW超超临界锅炉二级再热器出口集箱管接头采用国产T91,超声波探伤检验发现24根存在裂纹、折叠缺陷,分析其原因是出厂时漏检所致,缺陷如图1所示。
某电厂二期扩建机组为660MW超临界直流锅炉,其过热器出口集箱为国产P91,在安装前检查其内壁三通处存在氧化皮(如图2所示),分析其原因为管道热处理后的氧化皮未清理,缺陷如图2所示。
因此,加强管道安装前的质量检验是防止安装中误用不合格产品的重要保证。
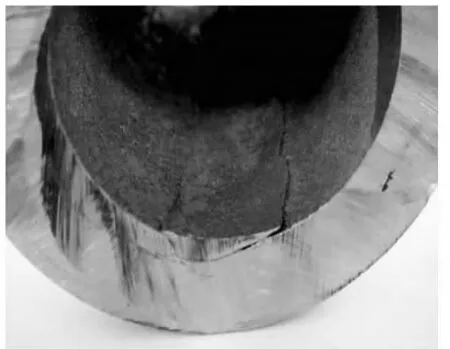
图1 管子折叠、裂纹

图2 三通内壁的氧化皮
3.2 安装过程中正确执行工艺标准
在安装中对工艺标准的严格执行尤其是管道焊接和热处理工艺的正确执行是保证安装质量的前提。T/P91钢焊接性的主要问题是冷裂纹的敏感性较强,以及有一定的热裂纹倾向,同时存在焊缝区韧性恶化和热影响区的软化。如果焊前预热温度不当,焊后热处理不及时都有可能造成硬度超标管道焊缝开裂。
某电厂在进行P91管道焊接后未严格执行热处理工艺,导致焊缝区域产生表面微裂纹,裂纹如图3、图4所示。
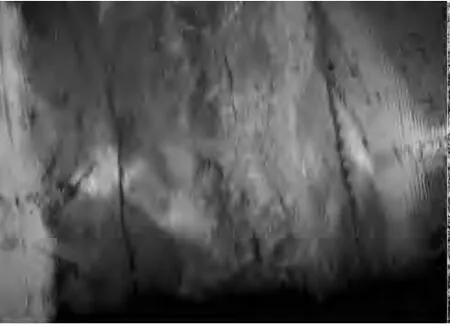
图3 表面微裂纹(长5~15mm)
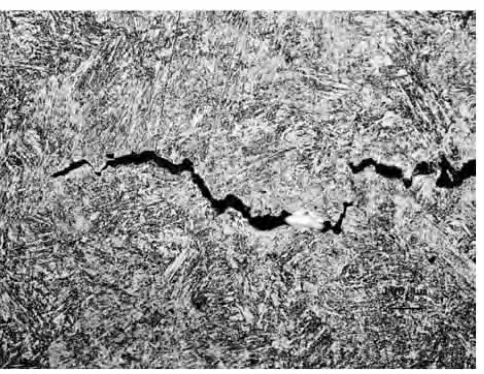
图4 表面微裂纹(长2~3mm)
此外,在管道安装中应正确安排各管段的安装次序,不强力对正,做好支吊架受力计算并正确调整避免管系受力不均等,以防止管道运行中因疲劳损伤引起破裂。
3.3 管道安装后的质量检验
管道焊缝安装后应进行质量检验。T/P91管道焊缝热处理后的硬度值应控制在HB180~250范围内有较高的安全裕度。如果焊后热处理不当(特别是温度偏低,硬度接近HB300),其容许当量裂纹尺寸小,安全裕度小。此外,在焊缝超声波或射线探伤的基础上,应结合磁粉进行表面微裂纹的检查。
4 采集管材的原始数据进行劣化倾向管理
对于国产T/P91管材,在基建时期应采集管材的原始数据留存,投产后对其进行劣化倾向管理以分析判断管材的劣化趋势并加以管控。
T/P91管材,在锅炉未点火前应割取受热面原始管样进行试验,将试验数据留存,投产后利用每次停机时机对受热面进行割样试验并将试验结果与原始数据比对,分析管材在运行过程中的微观组织变化,为管材的蠕变损伤状态和寿命评估提供必要的技术依据从而掌握管材的劣化速度。
5 管道运行中的监督管理
在日本P91钢最高使用温度超过了600℃,但是根据欧洲蠕变合作委员会(ECCC)的建议,P91的设计许用应力比美国和日本低10%,认为P91只能用于25MPa/593℃或30MPa/580℃以下的蒸汽参数。所以在机组运行过程中应严格控制过热器、再热器温度,防止超温运行。
对于超(超)临界机组,应合理调节煤水比防止过热器、再热器短期超温;在机组负荷高峰期合理选择配煤及配风方式降低火焰中心高度,保证高温区受热面不超温;在燃烧完全的前提下维持较低的炉膛含氧量,以避免风量偏高导致火焰偏斜引起管壁超温。此外,应避免机组频繁起、停,控制锅炉升降负荷速率,减少机组的负荷波动,防止管道受到较大的附加应力。
另外,对于国产T/P91受热面,应建立长期的受热面管道运行监督台账,记录超出管子允许壁温的最高温度及超温时间,绘制超温趋势曲线以判断管道的疲劳受损状态,利用机组停机机会有针对性的对管道进行割管检查。
6 结束语
目前国内电力建设对T/P91钢材的需求量很大,加之国外货源有限,在供货紧张的形式下,有些制造厂家将部分国产T/P91钢材代替进口材料用于设备加工;由于国产T/P91材料目前在国内还属试生产阶段,许多性能指标仍在试验中,未达到使用的成熟期,所以在使用这些管材时应加强管控和监督以利机组的安全运行。
[1]蔡晖,贾建亮,王亮.国产超(超)临界锅炉构件常见问题及原因分析[J].华北电力技术,30-4 2008(4).
[2]史志刚,候安柱,李益民.T91钢长期运行过程中微观组织老化研究[J].热力发电,35-4 2006.
