卧式筒形罐体径向定位方法探究
2014-12-24吕兆苹吴小波陈月松陈治军
吕兆苹 吴小波 陈月松 陈治军
(中广核工程有限公司,辽宁 瓦房店116319)
0 引言
卧式筒形罐体(一般为圆柱形截面带球形封头)广泛存在于电力及化工行业之中,以电厂为例,卧式筒形罐体主要包含给水除氧器、高低压给水加热器、复合式双联低压加热器、汽水分离再热器、轴封加热器、疏水收集罐等。制造厂给定的设备安装图上,径向(垂直轴线方向)定位基准一般为该筒形罐体的中心线,其中,水平横向定位基准一般为俯视图筒体中心线投影, 标高定位基准为水平视图筒体中心线投影。 而筒体中心线为存在于筒体内部空间的虚拟线,普遍采用在筒形罐体设备两端椭球形封头标记的中心点误差很大,制造厂出厂时在罐体侧壁上预留的“冲眼”可靠性有限,采用以设备到货实测参数为依据的方法,在筒体外表面找到中心线的水平及垂直投影点对于精确进行径向定位意义重大,此方法还摆脱了对设备出厂前原始标记的依赖。
1 卧式筒形罐体结构介绍
卧式筒形罐体由罐体柱面、两端椭球形封头、支腿、内部构件等组成,如图1 所示,罐体柱面由钢板卷制拼焊而成,两端的椭球形封头与柱面采用对接焊方式连接成罐体,底部的型钢支腿再与罐体柱面加强版焊接后用以支撑整个罐体的重量。
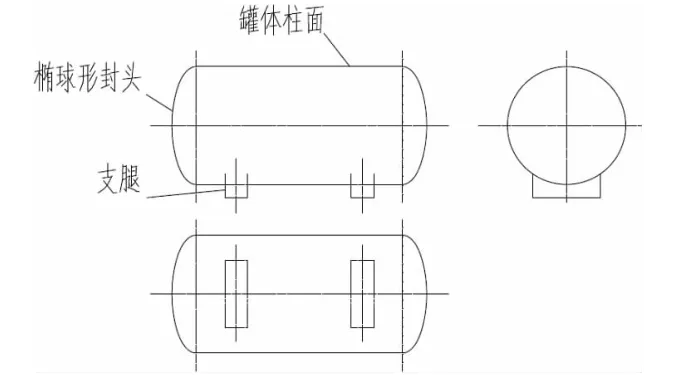
图1 卧式筒形罐体结构简图
罐体柱面的中心线是罐体找正定位的最可靠基准线,采用罐体柱面中心线定位可以保证罐体相连的管道、仪表、附件有最直接的定位依据,能有效避免多次间接测量带来的不必要的累积误差,然而罐体柱面中心线是存在于罐体内部的虚拟中心线,工程上必须将虚拟中心线水平、垂直投影到卧式筒形罐体外壁上,如何准确无误地找到投影线是本文研究的重点。
2 目前普遍采用的定位方法及特点分析
2.1 采用支腿定位
设备制造厂(或设计院)提供的设备安装图除了标注罐体的中心线以外,往往同时标注罐体底座的标高位置,采用基础底座的坐标参数定位卧式筒形罐体的情况比较普遍,定位操作非常简便,设备基础标高及纵横中心位置成为影响设备定位的唯一因素,采用垫铁或垫片进行调整即可快速达到找正定位的目的。
然而, 采用基础支腿定位的方法将导致罐子本体定位误差非常大,支腿属于型钢结构,引用的是钢结构的验收标准,在制造厂内支腿下料、装配、焊接过程中不可避免地引入巨大误差,以支腿定位将导致制造厂内对型钢支腿下料、装配、焊接环节的误差反过来传递给罐体,罐体中心线位置将无法保证,进而与罐体相连接的管道、仪表、附件偏差就处于失控状态,对系统投运后的功能实现以及安全稳定运行构成巨大威胁。
因此,采用基础支腿定位的方法仅适用于一般设备初找正或要求不高、重要性差、接口少的卧式筒形罐体找正定位过程。
2.2 采用制造厂标识定位
为了方便现场设备安装,制造厂在设备制造完成后,在罐体侧面分散地冲出一些浅孔或者焊接、涂刷小型标识物,用于指导现场设备安装。 但是这些标识物并非制造厂控制的主要指标,也并不是制造厂所擅长的方面, 因各家制造厂的制造水平及重视程度存在很大的差异,甚至出现同一罐体设备不同截面的标识物离散严重,不在同一直线上,从而给现场安装带来了很大的困难。
因此,直接无条件的采用制造厂标识物进行定位找正,就引入了一个将制造厂标识物标记过程的误差,过分依赖制造厂并不擅长的方面将导致设备最终定位偏差不可控,甚至出现无法定位的情况。 寻找一种以实际到货设备筒体本身为基础的中心线投影方法成为保证设备定位精度的方向。在制造厂未提供定位辅助标识物情况下作为独立找正定位的方法,在制造厂提供了辅助标识物情况下作为复核标识物准确性的可靠手段。
2.3 实测罐体“顶部”和“底部”标高方法
在设备顶部、底部分别放置标尺,使用全站式水准仪测量标高,计算得出顶部与底部的中间位置标高,反向投射到罐体外壁上来寻找中心线水平投影点, 再在左右两侧水平投影点通过软绳找弧长中点,也就是在设备顶部或底部找到垂直投影点。
该方法相对于前述两种方法有了很大的改进,数据来源于实际到货的罐体,不依赖制造厂提供的构件间接测量。
顶部和底部标高测量之前一定要先找到最高和最低点,然而筒形罐体顶部和底部相对较为平缓,肉眼很难直接确定出这个位置,即使在设备顶部放置一个大水平尺也很难发现圆弧与直线的切点,实际来说,圆弧与直线并不相切于一点,而是一小段圆弧。顶点或底点确定过程存在的偏差将会导致后续的一系列数据都存在偏差,好在小范围内选取的顶点(或底点)标高与实际顶点(或底点)标高的偏差随着选点位置的偏差变化并不明显,具体情况详见图2 说明,可以认定为初选的顶点或底点,是作为寻找水平投影点的辅助点,只要不直接作为垂直投影点即可,而最终垂直投影点的确定是依靠先前确定的水平投影点再次间接确定的。
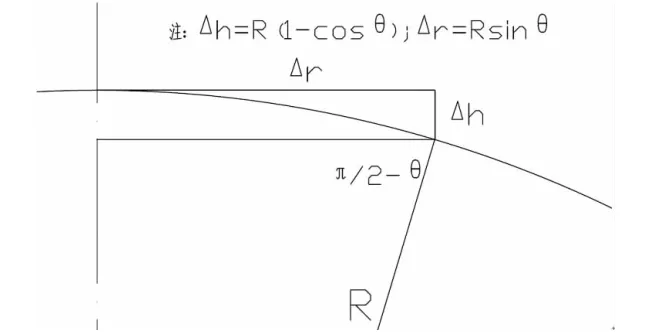
图2 初选顶点偏差对标高的影响示意图
此外,该方法使用的标高测量工具使用时要求一定区域内无障碍物,相对空旷,并且有足够观察的距离,这就受到了很大的限制,很多设备所处的环境并不具备这样的条件。
3 筒体左右两侧紧贴重锤悬绳法
将一根两头系有重锤的细绳紧贴跨挂与筒形罐体上,通过测量两垂线之间的垂直距离来寻找中点位置,再使用另外一线锤向上找到罐体底部的垂直投影点,在以此点为起点使用线绳绕罐一周,并在罐上划线标记,通过线绳中点找到顶点、四分点,这样水平投影点、垂直投影点就都出现了。
若不采用通过测距离找中点位置的方法,也可以在罐体底部紧贴放置一根大水平尺,调平之后两端分别与悬绳接触,这两个点上方的线绳中点即可确定为罐体的顶点,以此点为起点反过来使用线绳绕罐一周,通过线绳中点找到底点、四分点,这样水平投影点、垂直投影点也就都出现了。
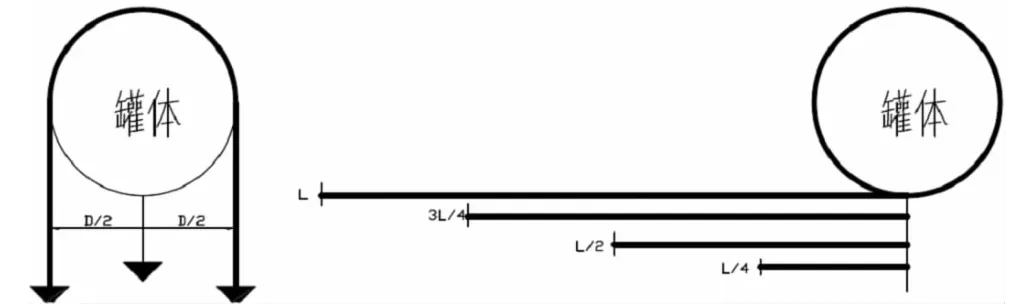
图3 采用悬绳法找各投影点过程
记住,不能通过悬绳与罐体相切位置直接找水平投影点,因为实际上圆弧与直线并不相切于一点而是一个范围,至少肉眼判断不出这个点的准确位置,臆测的切点微小的偏差将直接导致水平投影点标高偏差,将直接导致罐体最后定位标高错误。
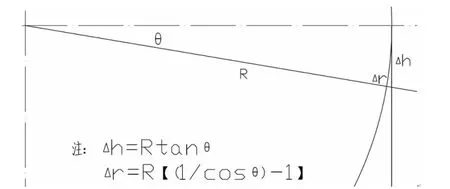
图4 避免通过观察切点找水平投影点
悬绳法找投影点的理论前提是假定卧式筒形罐体的筒壁为规则的圆柱形,然而实际供货的设备截面因制造过程存在局部不圆、椭圆、凹陷、突起等缺陷,圆周弧长随圆心角度的变化并非绝对的线性,存在微量的偏差,就会间接体现在通过线绳分中确定的投影点上,好在设备表面规则程度以及设备表面局部缺陷属于制造厂质量控制的主要指标,偏差程度很小,但若最大程度消除这种影响,有效的方法就是多位置测量。
多次采用悬绳法在罐体上的每隔一定距离的不同截面找到投影点,将众多投影点之间居中划出一条直线,即可认定为设备中心线的径向(水平、垂直)投影线,也就找到了该罐体的径向定位基准。以此为基准,按照设备安装图上与厂房基准线的距离,即可非常实际有效对卧式筒形罐体进行径向定位。
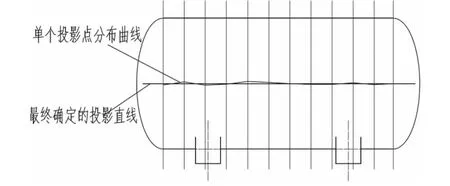
图5 投影线的最终确定
4 结语
设备找正在工程建设领域存在广泛,涉及到施工人员和管理人员人数众多,每种找正的方法都有特定的使用情况,本文通过列举目前工程上普遍采用的各种方法,分析各种方法特点和不足,通过分析如何应对不足来寻找改进的方法,最后经过工程实践发现了悬绳法的直接、精确的特点,为精度要求较高的卧式筒形罐体的找正定位提供了一项重要的选择,具有很强的推广价值。
