数控铣削加工编程与工艺策略
2014-12-23高双虎
高双虎
(陕西凌云电器集团有限公司,陕西 宝鸡 721006)
在数控机床上加工零件,编程之前首先考虑的就是工艺问题。因此,加工中的所有工序、工步、每道工序的切削用量、走刀路线、加工余量,以及所用刀具的尺寸、类型等都要预先确定好并编入程序中。编程之前必须先进行工艺决策,工艺决策是数控编程的依据和前提,它决定零件加工程序的正确性及合理性,而且直接影响零件的加工质量。
1 加工阶段的划分
1.1 粗加工阶段
粗加工一般称为区域切除。在此加工阶段中,应该在公差允许范围内尽可能多地切除材料。比较典型的区域切除方式是等高切面,即在毛坯上沿着高度方向等距离划分出数个切削层,每次切削一个层面的毛坯余量。粗加工阶段的主要任务是切削掉尽可能多的余量,精度保障不是主要目标,因此,在粗加工阶段,一般选用圆柱立铣刀进行加工。选择圆柱立铣刀的原因是它的圆柱面和端面都有切削刃,它们可同时进行切削,切削效率高。除了考虑切削角度外,选择刀具的主要参数是刀具直径。刀具直径的选择原则:一是铣刀半径RD应小于零件内轮廓面的最小曲率半径Rmin,一般取RD=(0.8-0.9)Rmin。二是零件的加工高度H<(1/6-1/4)RD,以保证刀具有足够的刚度。同时在粗加工阶段一般采用行切方式进行切削,产生区域清除刀具路径。行切法也称为平行切削加工,它是指刀具以平行走刀的方式切削工件,可以选择单向或往复两种方式,并且可以指定角度,角度指生成的刀位行与X轴的夹角。行切方式可以灵活地设定加工角度,以最合适的角度对工件进行加工。在粗加工时,行切法加工具有很高的效率,一般其切削的步距可以达到刀具直径的70%~90%。
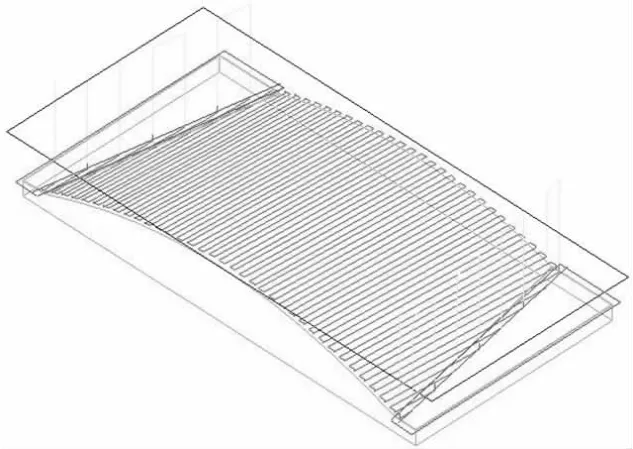
图1 行切加工示意图
1.2 精加工阶段
对于复杂的曲面加工,我们可以把加工阶段进一步划分成半精加工和精加工两个阶段,或只划分成一个精加工阶段。精加工阶段的主要任务是满足加工精度和表面粗糙度要求,而加工余量是非常小的。如果是曲面铣削,一般选取球头铣刀。球头铣刀在切削过程中,被加工曲面与铣刀球面的公法线经过铣刀球面的球心,使干涉过切现象易于监测,切削运动轨迹易于控制,因此在复杂的曲面数控加工中,得到广泛的应用。
除了刀具角度外,球头铣刀的主要刀具参数就是球头直径参数。精加工阶段可以采用行切方式,也可以采用环切方式。环绕切削也称为环切法加工,环绕式的加工方式是以绕着轮廓的方式清除材料,并逐渐加大轮廓,直到无发放大为止。这样可减少提刀次数,提高铣削效率。使用环绕切削方法,生成的刀具轨迹在同一层内不抬刀,并且可以将轮廓及岛屿边缘加工到位。
2 铣削加工类型
根据不同的加工对象,铣削加工类型是不同的,基本上可以划分为以下四种情况。
2.1 点位加工
在点位加工中,刀具从一点到另一点运动时不切削,各点的加工顺序一般也没有要求,只根据最少换刀次数原则及路线最短原则,确定加工路线,生成刀具运动轨迹。零件中孔的加工就属于点位加工,它包括钻孔,扩孔,镗孔,攻丝等操作。
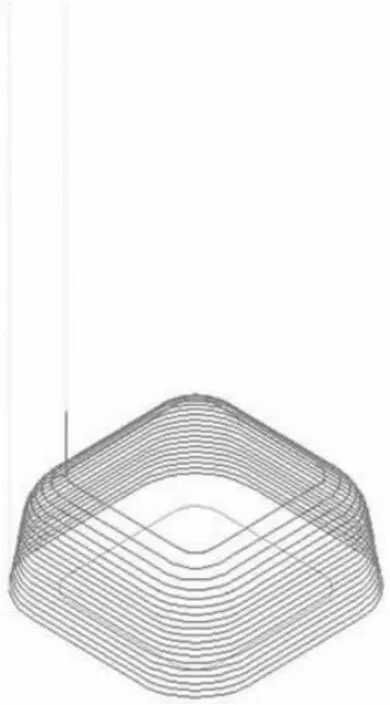
图2 环切加工示意图
2.2 平面轮廓加工
平面轮廓零件的轮廓多由直线、圆弧和曲线组成,选用两轴连动的数控铣床即可加工。加工时一般采用环切方式,即刀具沿着某一固定的转向围绕工件轮廓作环形运动。最终一环刀具的运动轨迹是工件轮廓的等距曲线,即将加工轮廓线按实际情况向左或向右偏一个刀具半径。轮廓精加工编程时采用刀具半径补偿功能,直接按轮廓轨迹编程,并且选为顺铣切削模式。
2.3 型腔加工
二维型腔是指以平面封闭轮廓为边界的平底直壁凹坑,二维型腔加工的一般过程是:沿轮廓边界留出精加工余量,先用平底端铣刀用环切或行切法走刀,铣去型腔的多余材料,再沿型腔底面和轮廓走刀,精铣型腔底面和边界外形。型腔加工有两种方式:一种是环切方式,另一种是行切方式。型腔的环切方式与平面轮廓的环切方式相似,刀具基本上是做与工作轮廓等距离的环形运动,逐步接近工件,最后一环是沿工件轮廓向左或右偏离一个刀具半径的曲线。行切方式,刀具可以按S形或Z形方式走刀,当型腔较深时,则要分层进行粗加工,这时还需要定义每一层粗加工的深度以及型腔的实际深度,以便计算需要分多少层进行粗加工。
2.4 曲面加工
用于加工具有三维曲面轮廓的零件,采用三坐标或三坐标以上连动的数控机床或加工中心加工。曲面加工比较复杂,根据加工精度、表面粗糙度要求,曲面加工需要经历粗加工、半精加工、精加工等加工阶段,每个阶段的切削方式是不同的。根据曲面形状的差异,切削方式也是不一样的。平行式主要用于凸形和凹形工件的加工。径向式切削适合圆形工件,沿圆工件的中心产生径向刀具路径。挖槽式用于型腔类工件。等高外形式适用于凸形和凹形坡度较陡的工件。使用等高外形加工时,可能在工件顶部或曲线处无法切削到,以致留下一些刀痕,可以用浅平面加工加以清除。曲面间交角处的残屑可用交线清角式清理。残屑清除式主要清除在以前的加工区,用较大的铣刀铣削时所剩下的余屑材料。
3 数控铣削编程工艺要点
3.1 集中加工工序
数控铣削经常采用工序集中加工方式,尽可能减少装夹次数,减小重复定位误差。在一次装夹下,要完成粗、半精和精加工,合理地安排各工序的加工顺序,有利于提高加工精度和生产效率。
3.2 采用分层铣削
先粗铣去除余量,然后再精铣。在粗加工时可以采用较大的切削用量,在精加工时则采用较小的切削用量和较高的主轴转速。在粗、精加工阶段可以编制不同的刀具路径。
3.3 多点工件夹持
在装夹时对工件的多个部位进行夹持,应注意既要保持工件装夹的稳定性,又要考虑到不影响加工中的走刀、进退刀、换刀和中间测量。
3.4 优化加工路线
尽量减少进、退刀时间和其他辅助时间;铣削零件轮廓时,尽量采用顺铣方式,以提高表面精度;进、退刀位置应选在不太重要的位置,并且使刀具沿零件的切线方向进刀和退刀,以免产生刀痕;先加工外轮廓,再加工内轮廓。
3.5 合理选择切削用量
合理地选择切削用量,不但可以提高切削效率,还可以提高零件的表面精度。选择切削用量的原则:粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本,影响切削用量的因素有机床的刚度、刀具的使用寿命、工件的材料和切削液。切削用量的具体数值应根据机床说明书、切削用量手册,并根据实际经验确定。
总而言之,在生产加工时,对于不同的零件必须根据它的形状特点、工件的材料、加工的精度和表面粗糙度要求来选择最佳的加工方法,合理划分加工阶段,选择合适的加工刀具,确定最优的切削用量,计算合理的毛坯尺寸与形状,确定合理的走刀路线,最终编制出高质量的数控加工程序,以提高数控加工的质量和效率,并降低生产和加工的成本。
[1]许祥泰,刘艳芳.数控加工编程实用技术[M].北京:机械工业出版社,2000.
[2]邓弈,苏先辉,肖调生.Mastercam数控加工技术[M].北京:清华大学出版社,2004.
[3]何平.数控加工中心操作与编程实训教程[M].北京:国防工业出版社,2006.
