接箍预拧机在套管生产线的应用
2014-12-23刘建东马德亭李俊勇
刘建东 马德亭 李俊勇
(1.烟台宝钢钢管有限责任公司,山东 烟台 265500;2.斗山工程机械〈中国〉有限公司,山东 烟台 264006)
0 前言
近年石油工业的不断发展,带动了管道运输业和钢管工业的繁荣。同时,钢管产品的质量和使用的安全可靠性日益成为人们关注的焦点,市场对对套管生产要求也越来越严格,拧套管是一道重要工序,接箍预拧的效果直接影响到钢管管端的连接效果和加工质量。
CST-13 接箍预拧机是将润滑过的管箍拧接到车丝钢管要求的位置,产品尺寸范围177.8mm~339.7mm,最大扭矩400Nm。在进行预拧接之前,给管接头啮合的螺纹和部分密封面处涂润滑脂(API 螺纹丝扣油);预拧机夹紧卡爪由液压驱动夹紧接箍;液压马达驱动主轴旋转,由底部轴向进给油缸水平推动,预拧机沿导轨前进,管箍轴向旋转进给,完成管箍预拧紧。拧接过程中,钢管是固定的,接箍旋转前进,接箍的夹紧主轴中心具有一定的浮动量,浮动量的大小满足API 管料的管端直度要求。现对预拧机的结构、浮动原理,以及常见故障排查做进一步说明。
1 结构分析及浮动原理
1.1 结构分析
1.1.1 卡爪
预拧卡爪安装在预拧卡盘上,总共有三个,并且上面标有刻度,操作人员可以根据接箍口径进行调整。预拧卡爪由预拧主轴尾部的旋转油缸来驱动杠杆机构实现夹紧与放松。
1.1.2 机身
预拧床身底座通过两侧线性导轨实现轴向进给,整个机架由四个滑行轴承坐落在底座导轨上,该轴承使得拧接过程中整个机架可左右滑动,侧面的微调油缸用于初始调节机架中心与辊道的中心。机架通过三个铰点与可浮动框架连接,拧接过程中浮动框架可相对机架做平面内的浮动功能,浮动框架内设有滑轨,用于安装主轴传动装置。
1.1.3 主轴
预拧主轴由四个凸轮随动轴承安装在预拧床滑轨上,并在前侧有四个可压缩弹簧调整主轴前后位置,主轴传动装置可相对于床身做前后相对运动,并由传感器检测相对运动距离。主轴传动装置主要由旋转主轴、主轴锁定油缸、主轴轴承、接箍卡爪夹紧油缸等组成,主轴驱动液压马达为双速级,低速用于定位,高速用于拧接,通过齿轮啮合驱动主轴旋转,主轴尾部设计有卡爪夹紧油缸,用于实现卡盘的夹紧(如图1)。
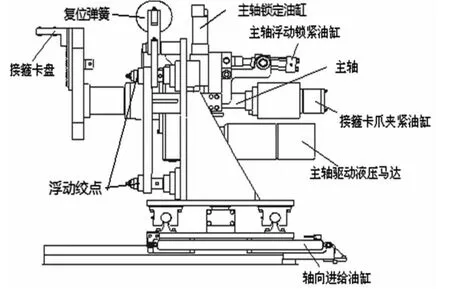
图1 预拧机结构
1.2 浮动原理
接箍预拧是管拧工序的起始环节,它将接箍准确的套到管端,并预拧到指定位置,为动拧做好准备。预拧过程中因为管子和接箍存在偏心,有很大的偏心力,且该偏心力在不断的变化;接箍在轴向前进过程中,轴向阻力也在不断变化。因此,预拧机采取了平面浮动和轴向浮动,该模式可实现空间任何位置的浮动,能很好的适应在预拧过程中偏心载荷和轴向进给载荷的变化,保证预拧的质量。
平面浮动:三个浮动绞点可在平面360 度浮动,它们协同作用,使整个预拧中心随着外载荷变化实现不断调整。顶部的复位弹簧限制其垂直方向的浮动量,侧面液压缸限制其水平方向的浮动量。三个铰点中的一个带有浮动锁定油缸,如果油缸伸出,则锁住浮动;反之,则启动浮动模式。
轴向浮动:轴向浮动带有主轴浮动锁定油缸,如果油缸伸出,则锁住浮动;反之,则启动浮动模式。轴向浮动靠四个弹簧实现主轴进给浮动:当弹簧的压缩过大时,轴向进给液压缸停止;当弹簧的伸长量过大时,轴向进给液压缸启动。这样很好的避免了接箍螺纹和管子螺纹间产生过大挤压力,进而影响管拧质量的问题。主轴轴向的浮动由一个液压缸驱动的止推杠杆控制,当油缸伸出,杠杆端部的轮子顶住主轴,限制其轴向移动;反之,主轴则可轴向前后浮动。
2 预拧机常见故障及排查
2.1 卡爪夹起定位不准
接箍提升到位,要求卡爪准确旋转到确定位置时,前进对接箍进行夹紧,在生产中会出现卡爪定位不准,导致接箍无法加紧,针对此故障排查步骤:①检查主轴旋转速度是否过快;②主轴定位锁紧油缸是否伸出并且锁紧销轴进入定位孔。
2.2 卡爪夹起接箍后向下倾斜
由于接箍的重量导致卡爪夹紧接箍后出现向下倾斜,主要原因:①卡盘固定螺栓松动或断裂;②主轴浮动锁紧油缸未处在锁紧状态;③凸轮随动轴承损坏。针对原因解决的办法分别为:①更换紧固卡盘固定螺栓;②锁紧轴磨损严重时及时更换,主轴浮动锁紧油缸无动作应及时更换修复液压缸及相应的控制液压阀;③更换凸轮随动轴承损坏。
2.3 运行中浮动量不足
卡爪夹紧接箍旋转前进过程中出现因浮动量不足导致接箍拧接乱扣报警,引起此故障主要原因:①丝扣油涂抹不均与;②钢管高度调整不当;③浮动锁紧油缸未打开;④接箍未处在卡爪中心;⑤预拧小车横向未在中心;⑥复位弹簧调整不当;⑦主轴浮动锁紧油缸未打开。对应解决办法为:①重新涂抹丝扣油;②钢管高度调整到抱钳中心;③更换修复浮动锁紧油缸及控制阀件;④接箍未处在卡爪中心;⑤预拧小车横向调整到中心位置;⑥复位弹簧调整到机架横梁水平;⑦调整主轴浮动锁紧油缸拧接时处在打开状态。
3 结束语
接箍预拧机是套管生产线中的关键设备,影响着接箍拧接质量和产线节奏,一旦出现故障会造成较大经济损失。笔者通过介绍PMC CST-13 预拧机结构及工作原理,并结合多年使用和维护经验,介绍了日常使用中易产生的故障及相应的排查方法,进而有效提高机床加工质量和生产效率。
[1]王海文.管拧机浮动抱钳液压控制系统的研究[D].东北大学,2005.
[2]李长穆,等.PMC 管加工设备与技术[M].北京:冶金工业出版社,1993.
[3]卢长耿,李金良.液压控制系统的分析与设计[M].北京:煤炭工业出版社,1991.
