铣削刮板机溜槽槽帮的装夹工装的设计与应用
2014-12-23赵忠刚
赵忠刚
(山东能源机械集团,山东 泰安 271411)
0 前言
刮板机溜槽槽帮的加工是一项非常繁琐的事情,既得划加工校正线,又得按线校正并夹紧后加工,严重浪费人力物力。经过多年的公关研究,摸索出了一套较为科学的装夹、加工方法,该方法主要是利用工艺装备装夹定位,省略了划线工序,并且缩短了装夹校正的时间。现以铣削刮板机溜槽铲板槽帮为例介绍如下。
1 铲板槽帮加工要领分析
铲板槽帮结构如图1 所示,溜槽组装时,其B 端带槽凸销装插在另一件槽帮的A 端凹槽中,槽帮两端用哑铃销通过其槽孔联结。同时,由图1.可知,236mm 上、下面与570-1mm 左面、14mm 下平面需要加工,该四个面可以由组合机床的四把刀同时在工件一次装卡、进给过程中铣削完成。根据其用途可知,其W 型槽是用来导向运行的刮板的,W 型中间的纵向加工面到两个槽底的距离为570-1mm;236mm 上平面到哑铃销安装槽孔中心的距离为108mm。为此,铣削槽帮四个平面时,只需以W 型槽底和安装哑铃销的槽孔中心定位后夹紧即可。

图1 铲板槽帮主要加工尺寸示意图
2 装夹铲板槽帮工装的设计理念
通过上述分析可知,装夹工装必须能对其W 型槽两端的槽底可靠定位,并能定位安装哑铃销的槽孔中心,实际过程中,为了更可靠地安装哑铃销,定位A 端的120mm 槽口中心和B 端凸销115mm 处的中心即可,因为这样能在铲板槽帮凸销插入其槽口后,其236mm 上、下平面能分别位于一个平面内,便于溜槽中板的搭接,同时又能保证顺利地安装哑铃销。
由于槽帮是铸造件,其W 型槽底的四个点并不完全在一个平面内,有一个点会处在“虚空”的状态,为此,可以在定位W 型槽底的四个定位点上增设调平螺栓,当哪一个槽底“虚空’时,用调平螺栓顶实W 型槽底即可(如改点的虚空距离偏大,可以对角使用调平螺栓将槽帮W 型槽底进行对称调整、顶实)。
定位A 端的120mm 槽口中心和B 端凸销115mm 处的中心时,由于是毛坯面,其尺寸变化较大,可采用凸锥和凹锥对其进行中心定位(装夹钱必须将飞边、毛刺修磨干净)。由于凸锥和凹锥与槽帮的接触点是一条线或几个点,难以施加较大的紧固压力,在加工过程中工件会发生滑移,因此,还需设置定位后的专门夹紧机构推杆顶丝对工件进行紧固。
由于槽帮的W 型槽面是毛坯面,其变化较大,在定位W 型槽底后无法再对W 型槽侧面进行准确定位,这里采取侧紧螺栓对其W 型侧面进行顶实,防止工件在强力铣削过程中发颤和震动。
在铣削过程中,为防止工件纵向窜动,必须设置一纵向顶丝对工件进行顶实。
综上所述,该装夹工装设计如图2.左、右基座结构及关联零件所示,它完全限制了被加工槽帮的空间六个自由度,即:纵向顶丝限制了其沿X 轴的轴向移动和转动自由度;立向顶丝与定位模板和调平螺栓限制了其沿Y 轴的轴向移动和转动的自由度;定心推杆与侧紧螺栓限制了其沿Z 轴的轴向移动和转动的自由度(参照图1)。
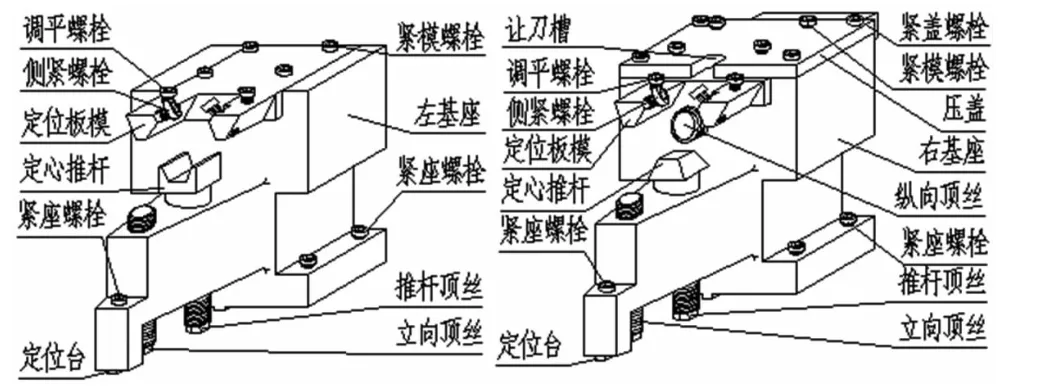
图2 左、右基座结构及关联零件
3 装夹铲板槽帮工装的制做注意事项
根据图2 左、右基座结构及关联零件及其应用要领和图1 铲板槽帮主要加工尺寸示意图,制作注意事项如下:1)工装的定模板突出的两个销壮部位上下方向的厚度为56mm,作为加工57mm 左侧面的对刀基准,其左右面不得与槽帮W 型侧面接触,防止干涉对W 型槽底的定位;2)基座底部的定位台和定心推杆必须在同一平面内,其所在平面至右基座的右侧面距离为107.8mm,作为加工108mm 上平面的对刀基准;3)右基座的压盖处加工一个让刀槽,作为铣削570-1mm 左侧面的让刀空间;4)为便于槽帮的装卸,右基座上面的定位模板设制为滑动式的,当工件需要卸下时,通过松动其上面的紧模螺栓将其抽出即可,当槽帮吊装在定心推杆上后,再将定位模板推进槽帮W 型槽,并紧固紧模螺栓,定位模板与其滑动处的间隙限制在0.05mm,左基座上的定位模板是紧固在左基座上不动的;5)定心推杆在推杆顶丝的作用下可以上下移动,实现对槽帮的联结槽口的定位,定心推杆与基座孔的装配间隙不得大于0.03mm,以提高其定位的准确性;6)定心推杆的凸凹头表面、定位模板的销壮表面、纵向顶丝的丝头端面等必须淬火处理,以提高其使用寿命。
4 装夹铲板槽帮工装的应用及注意事项

图3 铲板槽帮装夹示意图
按照图3.铲板槽帮装夹示意图,首先将两个基座按照槽帮的纵向尺寸吊装、紧固在机床(多面铣削的组合机床)工作台上,并使其定位台在工作台的同一T 型槽中;其次将槽帮吊装在基座上,将右基座的定位模板的销壮处推进槽帮W 型槽中,紧固其紧模螺栓,旋拧两个推杆顶丝使定心推杆推动槽帮向定位模板靠近,使其W 型槽底靠实定位模板,同时定心推杆的凸、凹头实现了对槽帮槽口的定位;如果槽帮的W 型的四个底面有一处未与定位模板靠实,则需旋拧该部位的调平顶丝,靠实槽帮W 槽底即可,如果间隙大于1mm,需同时旋拧该处调平螺栓和其对角处的调平螺栓,使W 型槽底尽量平齐,具有借料的意义;然后旋拧右基座的纵向顶丝使槽帮靠实左基座,再旋拧立向顶丝,实现对槽帮的夹紧,可在立向顶丝上部安置一钢板,防止点接触导致的压紧松动隐患;最后拧紧侧紧螺栓,使槽帮处于可靠的定位状态。
装夹完成后,开始铣削即可。按照进入切削状态刀具的先后次序反序进行校对刀具的吃刀深度,并锁紧各刀具主轴进行对槽帮的铣削。铣削完成后,将工作台开到初始位置,进行对槽帮的拆卸和装夹,装夹完成后直接铣削即可。
注意:对刀时可以将刀开到相应的对刀面上,用塞尺或相当厚度的纸板校验一下间隙即可;定心推杆的外圆面最好用塑料套保护,防止进入灰尘等;卸件时,必须依次松开侧紧螺栓、调平螺栓、纵向顶丝、推杆顶丝、立向顶丝,防止次序不对导致个别零件的使用寿命降低;要定期用煤油清洗滑动部位,并涂润滑油;要及时更换变形螺栓。
5 结束语
该工装设计可靠,便于操作,对操作工的技能要求不高。该工装亦可在龙门铣或单臂刨床上使用,只是236mm 的一个侧面需要二次装卡进行加工,但照样省略了划线工序,其它类型刮板机溜槽槽帮可以参照设制。该工装设计新颖,复杂件装卡、定位、加工中具有实实在在的参考价值。
[1]王健石,主编.机床夹具和辅具速查手册[M].北京:机械工业出版社,2007.
[2]成大先,主编.机械设计手册[M].5 版.北京:化学工业出版社,2010,1.
