金属高能脉冲熔积快速成型系统核心控制模块研究
2014-12-21汪静
汪 静
(甘肃省电力公司电力经济技术研究院,甘肃 兰州 730050)
1.引言:快速成型技术[1-4]集成现代数控技术、CAD/CAM技术、材料科学等领域的最新成果,以增材制造为思想,以降维制造为手段,实现三维原型件或功能件的先进制造技术。当前,快速成型技术基本用于非金属样件的加工,然而其加工出来的产品,在机械、力学及材料学等各方面的性能,还不能够满足工程上的实际需求。另外当前的快速成型技术成型的精度比较低有待进一步的提高。目前最主要的金属快速成型装置多为采用了激光器或者是电子束作为成型的探头,然而此类设备的结构比较复杂、功耗较大、寿命却相对来说比较短。工业生产对提高设备的成型精度和降低设备的运行成本有十分迫切的需求。因此,基于精密焊接技术基础的快速金属模型、模具的制造是一种非常实用又制造成本较低的方法, 其研究具有较高的理论意义和很大的实用价值。
2.研究内容:在金属高能脉冲熔积快速成型系统中,控制模块和软件的设计与实现是其核心。主要包括模型建立、数据转换、传送、解析、电机控制模块。系统采用 ATmega2560核心板为控制器,系统首先采用CAD制图模块制作出三维立体模型并导出其G码,然后通过C#编写上位机软件将G码传递给ATmega2560控制端,ATmega2560可以自动解析G码,从而控制电机及喷头的运动,最终实现三维立体成型。控制模块结构原理图如下图1-1所示:

图1-1 控制模块结构原理图
2.1 控制电路总体结构
本系统控制核心采用ATmega2560,系统包括步进电机驱动、喷头控制、走丝控制、红外测温控制四部分。ATmega2560控制板通过串口与上位机软件进行通信,当接收到上位机发送的G码后,进行传递解析并控制相应的步进电机动作。此外,固态继电器实现喷头的运动及温度控制。红外测温模块采用MS6520B红外测温枪,红外测温枪主要用于温度的测量与显示。控制电路采用ATmega2560控制板为核心控制器,与电机驱动电路、温度控制电路相结合实现喷头的运动及温度控制。控制电路的核心部分为ATmega2560,其作用是解析从上位机端接收到的数据(G代码),生成相应的控制信号,分别控制电机驱动模块和SSR固态继电器,进一步驱动XYZ轴步进电机及喷头。控制器设计如图2-1所示:

图2-2 控制器设计
2.2 关键模块的设计与实现
金属高能脉冲熔积快速成型系统关键模块的设计与实现主要包括:核心控制模块、USB通信模块、XYZ轴运行控制模块、电机驱动模块、限位开关电路模块。
2.2.1 核心控制模块
本系统控制核心采用ATmega2560控制板,通过USB通信模块与PC通信,接收数据并处理,通过控制步进电机带动喷头运动,根据三维模型快速成型工件。ATmega2560运算速度快、精度高,是一种简单易用的开源形电子原型平台。本研究采用ATmega2560控制步进电机驱动喷头、走丝、红外测温动作,与PC机外围设备相连,运行时与PC机上的软件进行通信。
2.2.2 USB 通信模块
成型机原型系统中计算机软件模块与ATmega2560控制板的交互,通过USB通信模块来完成。USB通信模块主要负责PC机端与ATmega2560端的信息传输,只需通过一根USB线就可实现接口转换。使其在上位机中不需根据情况改变传送数据类型,而直接传送数据,该模块通过转换数据使得上位机和下位机能实现高效通信。由于电脑中并没有串行UART接口,而ATmega2560控制板只能通过USB转串口电路实现电脑与电脑之间的通信。接口转换芯片采用FT232RL,可以实现USB到串行UART接口的转换,也可转换到同步、异步Bit-Bang接口模式。
2.2.3 XYZ 轴运行控制模块
金属高能脉冲熔积快速成型系统的主体框架由直线光轴搭建,光轴之间用框架脚连接,并将步进电机固定在各轴上。中心的熔积喷头由ATmega2560控制,X、Y、Z控制系统有四个步进电机驱动,电机由ATmega2560控制。X、Y、Z轴互为直角,X、Y轴是由同步带分别接一个步进电机来定位,Z轴则是由丝杆控制,通过两个步进电机驱动,喷头由一个单独的步进电机控制。
2.2.4 XYZ 运动电机驱动模块
ATmega2560通过4块A4988电机驱动芯片来控制系统X、Y、Z轴的移动,使控制系统精度高,稳定性好,同时A4988较小的结构节省了安装空间。A4988芯片是一种带转换器和过流保护的DMOS 微步驱动器,驱动芯片通过响应ATmega2560发送的数据来控制步进电机运动。
2.2.5 限位开关电路模块
限位开关是一种电气开关,用以限定机械设备的运动极限位置。为了避免喷头部分运动而碰到系统周围框架,造成支撑杆和传动带损坏。在喷头运动边界部分安装限位开关,当喷头运动到极限范围时会触碰到限位开关,从而使电路断开,及时保护系统。
2.3 通信软件部分
通信软件是一套由C#编写的上位机控制软件,它与ATmega2560通过串口进行通信,并且将需要成型的三维图像信息转换成可以识的G代码,并将其传输给ATmega2560。本部分通信软件的开发环境为Microsoft Visual Studio2010,采用C#为开发语言,通信方式通过USB进行串口通信。通信软件工作的方式首先对电路板进行测试。设置发送数据方式为手动控制,可以通过改变X、Y、Z轴的坐标参数来控制快速成型机的运动。其次进行实物打印,设置发送数据方式为自动发送,打开串口,控制软件可以将模型编辑器生成的G码通过串口自动发送给ATmega2560。单片机对G码进行解析,从而控制X、Y、Z轴的电机运动。整个环节中,ATmega2560编程采用IDE编程软件,其界面友好,编程简单,而且是开放源代码的软件,它还免费提供了丰富的函数库可以随时调用。并且只需要一根USB线就可以将编写好的程序方便的下载。C#编程采用Microsoft Visual Studio2010进行编程,它不仅具备操作简单、使用方便、易于编程与下载的功能,还具有集成的开发环境、上位机控制和实时测试的功能。
2.4 CAD 成型软件接口
系统首先使用CAD绘图软件画出所要成型件的CAD模型,然后用G码转换器把CAD模型转换成G码。再使用G代码传输软件读取G码,并把G码信息解码后通过串口传送给ATmega2560完成相应控制动作。下图中的2-1为CAD模型设计,2-2为G代码传输到上位机。

图2-2 CAD 模块设计
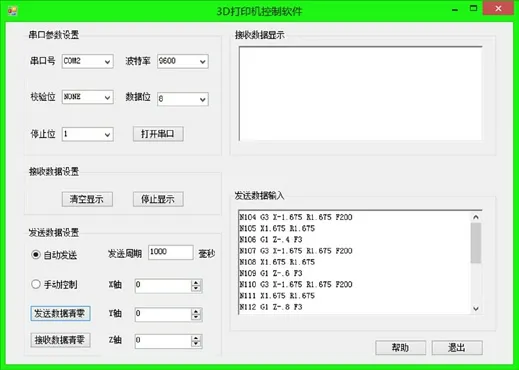
图2-3 G代码传输到上位机
左图直接将需要成型的模型生成G代码文件,然后G代码文件经过右图打印机控制软件传送给ATmega2560,ATmega2560控制板可以自动解析G代码,从而控制电机运动,实现快速成型。
总结:对金属高能脉冲熔积快速成型系统的核心控制部分进行了详细研究与实现,完成了核心控制电路的设计以及通信模块的设计。完成了ATmega2560核心控制器与C#通信软件的编程。实现了CAD成型软件接口通过ATmega2560的G码解析执行,并将其发送到上位机软件,控制器可以很好的控制步进电机和喷头动作。
[1]王位. 三维快速成型打印技术成型材料及粘结剂研制[D].华南理工大学,2012.
[2]刘杰. 面向快速成型的设备控制、工艺优化及成型仿真研究[D].华南理工大学,2012.
[3]尹希猛,王运赣,黄树槐. 快速成型技术——90年代新的造型工具[J]. 中国机械工程,1993,06:30-32.
[4]颜永年,张伟,卢清萍,王刚,刁庆军,时晓明. 基于离散/堆积成型概念的RPM 原理和发展[J]. 中国机械工程,1994,04:64-66.
