浅谈LCYC95切削循环指令应用
2014-12-19王丹
王 丹
(吉林电子信息职业技术学院,吉林 吉林 132021)
在数控车床上加工棒料或铸件,要分为粗加工、精加工几个阶段进行加工, 粗加工要多次重复切削, 才能加工到规定尺寸。 用复合循环指令,只要给出最终精加工路径、每次的背吃刀量及精加工余量, 机床能自动计算出粗加工时的刀具路径和加工次数,可大大简化编程工作。
在LCYC95 指令中可以选择不同的切削工艺方式, 粗加工、精加工或者综合加工,只要刀具不会发生碰撞就可以在任意位置调用此循环指令。这是一种非常实用的循环指令,可以大大简化编程工作量,并且在循环过程中没有空切削。
1 LCYC95 编程格式
SIEMENS 802S 提供LCYC95 毛坯切削循环指令。 LCYC95指令可沿坐标轴平行方向加工由子程序编程的轮廓循环, 通过变量名CNAME 调用子程序,可以进行纵向和横向加工,也可以进行内外轮廓的加工。
1.1 毛坯切削循环格式
N30 G00 X__ Z__; (调用循环之前无碰撞快进至循环起始点)
_____CNAME=“_____” (轮廓循环子程序名)
R105=____R106=____ R108=___R109=____
Rl10=____R111=____ Rl12=____;
N40 LCYC95;
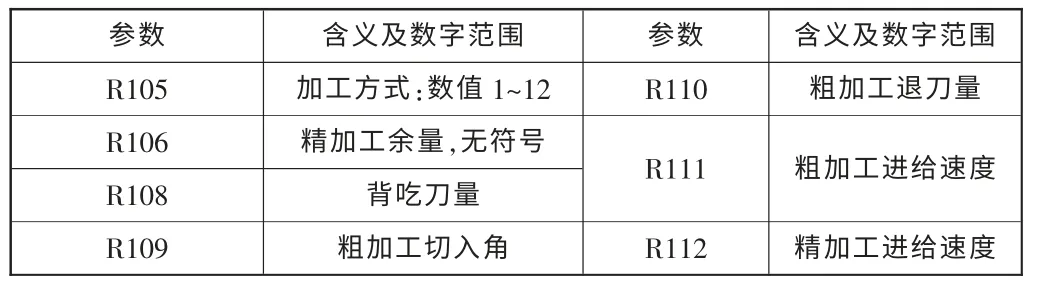
表1 毛坯切削循环LCYC95 循环参数定义
R105 为加工方式参数,参数含义见表2。
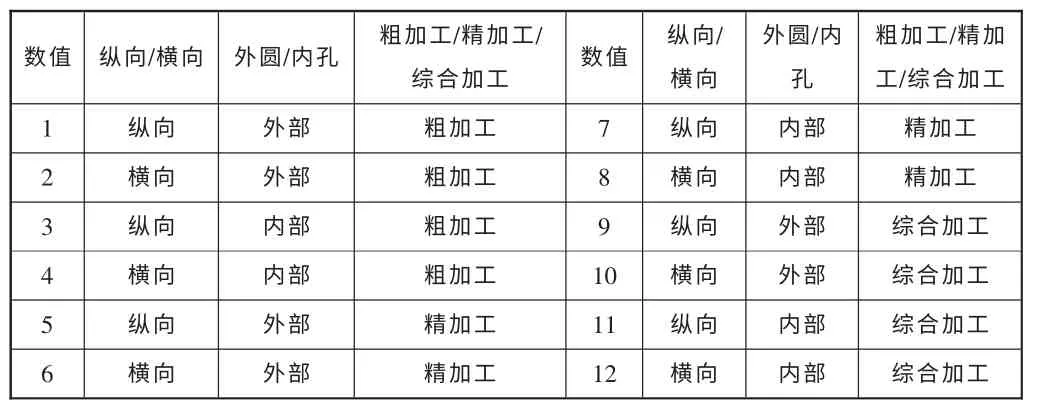
表2 毛坯切削方式R105 取值与加工方式的关系
2 LCYC95 加工应用
粗车循环命令主要用于径向尺寸要求比较高、轴向尺寸大于径向尺寸的毛坯工件进行粗车循环。加工方式为纵向,即进刀沿着Z 轴方向,如图1 所示。
R105 为加工方式参数。 纵向加工时,进刀方向总是沿着Z轴方向进行;横向加工时,进刀方向则沿着X 轴方向进行。
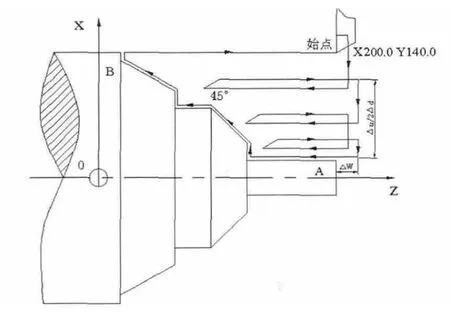
图1
当加工参数设置为R105=9 时,P0点为轮廓起始点,P8点为轮廓终点,必须按照P0(40,100)到P8(120,35)的方向编程,是纵向、外部综合加工。 对于加工方式为“横向、外部轮廓加工”,即R105=2,必须按照从P8(120,35)到P0(40,100)的方向编程。 如图2 所示。
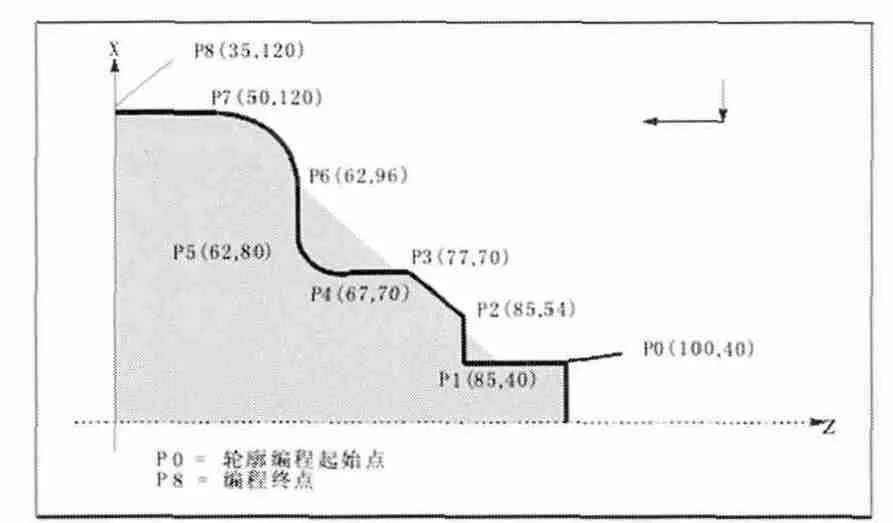
图2 子程序加工路线图
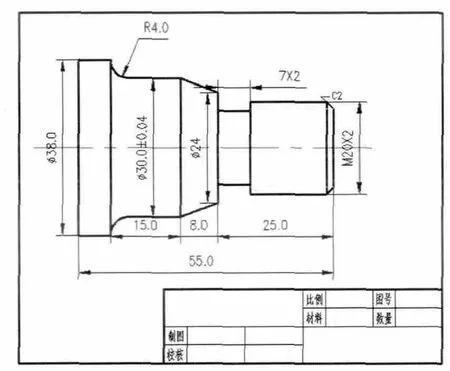
图3 零件图
加工图3 所示零件的程序如下:
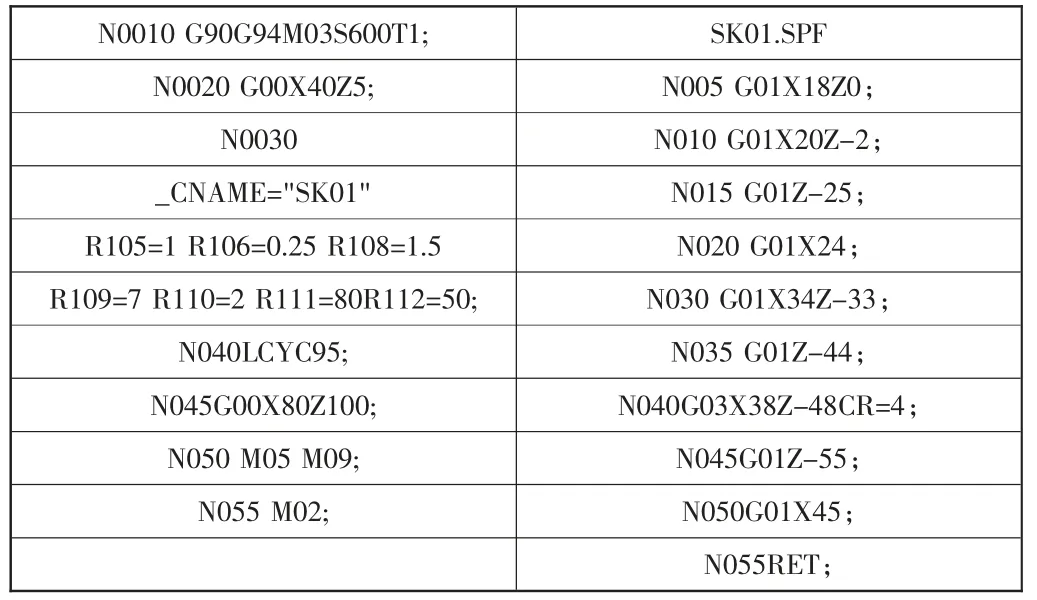
?
在SIEMENS802S 中用LCYC95 进行轮廓加工,径向或者轴向通过加工方式参数R105 的设置来确定, 所以对加工参数R105 的选择非常重要。 在应用该指令时需要注意, 直径编程G23 指令必须有效,编程的最大圆弧为1/4 圆。
[1]朱明松.数控车床编程与操作项目教程[M].机械工业出版社,2009,7.
[2]霍苏萍.数控车削加工工艺编程与操作[M].人民邮电出版社,2009,5.
