负压消失模铸造真空砂箱无滤网改造
2014-12-14梁玉星
梁玉星
1.概述
我厂原使用的负压消失模真空砂箱为外购山东某厂的配套消失模设备产品,其抽真空部分的通气孔都是用一层薄薄的滤网遮盖,再用几颗螺钉固定。而在造型浇注时,由于受到高温钢液及高温型砂的长时间烘烤,滤网很容易损坏,这样在抽真空时型砂透过损坏的滤网进入抽气通道造成堵塞,从而使砂箱的真空度下降,负压不足。
由于砂箱的真空度不足造成铸件缺陷的问题引起了我厂工程技术人员的高度重视,经反复试验研究,我们对真空砂箱进行了一系列的技术改造,最终使负压不足的问题得到解决。
2.负压消失模铸造抽真空的目的及作用
白模制作好后,经涂料烘干放入砂箱中均匀逐层加干砂振动紧实造型,再通过真空泵将砂箱内砂粒间的空气抽走,使密封的砂箱内砂型有一定的紧实度,内部处于负压状态下进行铸型浇注,加快排气速度和加大排气量,降低金属与模样界面气压,加快金属液流股前沿的推进速度,提高铸件的充型能力,有利于减少铸件表面的炭黑缺陷;抽真空还能抑制白模材料的燃烧,促使其汽化,改善环境,减少对大气的污染;增加金属液流股的流动性、成形性,使铸件的轮廓更清晰。
3.真空度不足引发的铸件缺陷
(1)塌箱 造成塌箱的主要原因是砂箱内的真空度太低、高低不均匀,以及真空度急剧下降等。而造成砂箱负压真空度不足的原因之一有纱网及抽气管路堵塞,使抽气能力降低,真空度下降。
(2)皱皮 当白模(EPC模组)与高温金属液流股接触时,分解为气态、液态、固态的成分,在高温热量条件下,46%的EPC白模分解达到气态和固态,54%的EPC白模要在浇注完成之后才能达到完全分解,且在汽化前,以液相的状态存在于铸型的边界上。要使液态完全汽化,必须具有一定的时间和足够的温度,这些液态EPC膜层受自身表面张力而收缩,形成不连续条纹状,即成皱皮缺陷。也因为真空度不足,吸力太小,没有将EPC柏油状的液态物通过涂料层间隙而吸抽到型砂中,促使生成皱皮。
(3)气孔 气孔是分布在铸件表面或截面上的空洞。EPC白模因受高温金属液流股的热作用分解为固态、液态、气态物质,大量气体没有被真空泵通过砂箱的抽气通道抽走,或真空度太小,真空度能力不足,致使气体滞留在铸件中生成气孔。
4.负压真空砂箱无滤网改造方案
(1)砂箱底部抽气道改造 改造前原来的砂箱底部为双层结构,面上那层钢板钻有许多直径为10mm的通气孔,孔上用一层100目(网孔直径0.154mm)的不锈钢纱网覆盖着,纱网被几块压板用螺栓固定,如图1所示,实物如图2所示。
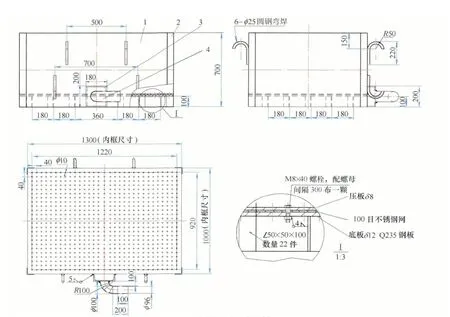
图1 改造前负压真空砂箱结构
改造后用5#角钢代替通气孔,采用与底板分段焊接,每段焊缝焊长50mm,焊缝间距100mm,焊接间隙1~1.5mm,即焊接时,垫入一些手工钢锯片,焊接好后再取出,从而形成气隙通道。每根角钢之间的间距为200mm,均匀分布在整个砂箱底部。底部只设计单层结构,角钢通气孔与外侧抽气通道相连,砂箱四周的外侧抽气通道则用10#槽钢制作,槽钢与砂箱外侧钢板焊缝为全焊缝,并保证焊接质量,不能有气孔、夹渣、焊瘤等焊接缺陷,否则会影响砂箱的气密性,使真空度不足。改造后的砂箱结构如图3所示,实物如图4所示。
(2)砂箱上部四周侧面抽气通道设计 为了提高砂箱上部的抽真空负压度,我们又在砂箱上部的四周内侧面用5#角钢焊出抽气通道,采用同底部角钢如出一辙的焊接方法,如法炮制分段焊接制作,砂箱外侧面四周同样用10#槽钢焊出抽气通道与内侧气道相连,并与底部抽气通道相互贯通,形成一个抽气联通系统。这样使得整个砂箱的上部与底部都能保持一定的真空度,从而维持整体铸型真空度趋于稳定,可保证在浇注时不致产生塌箱而造成铸件报废。
(3)抽真空管接头的改造 原来的砂箱底部为双层结构,因此抽真空管接头需弯过砂箱呈90°连接,这样不仅增大了空气阻力,也使真空泵的功率明显不足,造成真空度下降。现砂箱底部设计为单层结构,抽真空管接头改为水平方向垂直砂箱连接,无弯曲现象,空气阻力大大减小,泵的抽真空强度明显增强,砂箱的负压真空度得到显著提高。
5.取得的效果
改造后的砂箱经投入生产使用后,浇注了十几箱铸件,与有滤网的砂箱相比较,无滤网的砂箱浇注时,抽吸气强度大大提高,真空度稳定,铸型没有出现坍塌现象,铸件质量明显好转,砂箱改造获得圆满成功。现遴选出5组改造前后的砂箱铸型对比铸件质量情况,见附表。

图2 改造前负压真空砂箱实物
6.结语
总之,在消失模负压真空铸造中,真空度不足会引发铸件质量问题。生产实践中,我们要善于观察,多分析各种原因,对症下药并大胆提出改造方案,实施改造措施,这样才能浇注出合格的铸件,取得最佳实效。实践证明,用角钢代替滤网作为抽气通道,切实可行,砂箱经久耐用,所投入的材料成本也不高,值得推广应用。

图3 改造后的无滤网负压真空砂箱

砂箱滤网改造前后真空度与铸件质量情况

图4 改造后负压真空砂箱实物
