定子屏蔽套焊接工具优化设计
2014-12-10郑成哲
郑成哲
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨 150040)
0 引言
由于屏蔽套焊接需要特殊焊机进行焊接,而且要求焊接工艺水平很高,屏蔽套密封要求非常高,传统人力焊接无法达到要求,所以需要特殊工具进行辅助焊接,既能装配特殊焊机,又能达到预期焊接效果。
1 项目技术水平及技术难度
定子屏蔽套焊接工具是针对特殊焊机旋转的要求,焊接均匀性很高的工具。传统人力焊接无法达到预期效果。本工具由三部分组成。底部使整体焊接稳定。焊接支架使焊机装配在支架旋转,保证焊接质量。顶部微调装置使整体中心与整个工件同心。
2 攻关的主要内容及采用的相关措施
2.1 设计结构
焊接工具(见图1)由三部分组成。调整支撑、中心柱及底座部分。
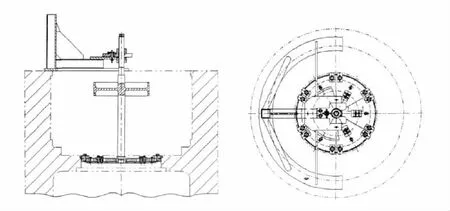
图1 焊接工具
1)调整支撑见图2。调整支撑部分由非法兰端支架、法兰端支架、中心柱调整板、小中心柱、螺母、内六角圆柱头螺钉组成。主要功能是将中心柱部分进行支撑、把紧和进行微量调整,使中心柱部分保持垂直,并使中心柱稳定,保证焊接轨道水平,从而保证焊接质量。其中非法兰端支架和法兰端支架分别应用于产品的不同部位。由于要求结构稳定和移动方便,所以采用方管斜支撑结构。中心柱微调通过小中心柱把合在法兰端支架(非法兰端支架)上的中间的φ11小孔,再用内六角圆柱头螺钉旋入中心柱调整板顶在小中心柱上进行调整。
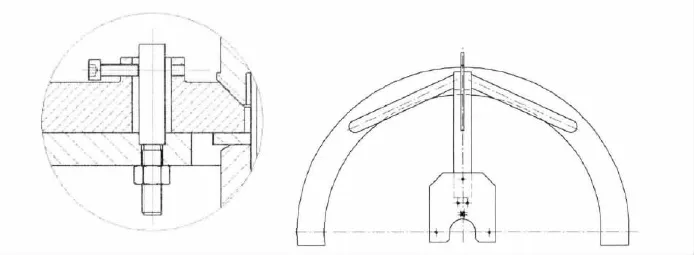
图2 调整支撑部分
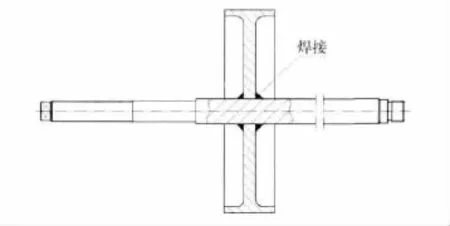
图3 中心柱
2)中心柱见图3。由中心柱、中心螺母、M42螺母、M42垫圈组成。中心柱部分主要是保证焊接机器可以在中心柱轨道上平稳移动,使焊接过程不会产生振动和偏差,从而保证焊接质量。它上面与调整支撑部分相连接,下面与底座部分相连接。中心柱加工由于本公司无法整体铸成,所以采用分体式焊接结构。分体焊接焊牢后,加工轨道和定位部分,符合使用要求即可。
3)底座见图4。由压板、楔块、扇形板、基座、导向块、弹簧、圆柱销和螺母垫圈等组成。底座部分起支撑整体工具和保证中心柱部分在工件正中心的作用,通过拧螺钉拧进螺纹多少来调整整个中心柱的中心位置,起微调中心的作用。另外通过调整螺钉还可以撑紧工件接触外圆表面,使工具整体稳定,保证焊接工作进行。
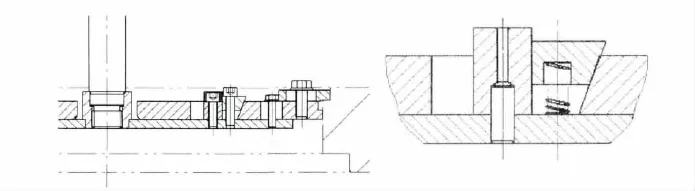
图4 底座
2.2 工作原理
定子屏蔽套焊接工具通过底座支撑部分和顶部法兰端支架部分形成一个圆环轨道。既满足工作时的强度稳定要求,又能使装配时产生的误差通过底座支撑部分和顶部支撑部分的调整系统进行微调,达到焊接要求的条件。
2.3 使用方法
1)首先将底座装配到工件撑紧位置,扇形板相对中心位置应保持一致。
2)将扇形板撑紧到合适位置后,再装配中心柱部分与顶部调整支撑部分装配到一起。
3)通过仪表测量中心柱轨道外圆和外圆上表面,再调整底座部分的螺钉和顶部支撑部分的调整系统。最后达到中心柱轨道外圆和工件焊接外圆同心,中心柱外圆上表面与工件上表面平行。
4)操作者将AM1焊机轨道环装配到中心柱外圆表面并将焊机装配到轨道环上。
5)把紧所有锁紧螺钉螺母后就可以进行焊接工作了。
3 结语
该工具已经生产制造完成,并交付使用。在生产制造过程中,满足了焊接精度要求,达到了预期效果,得到认可。该工具具有一定的通用性,按照法兰端和非法兰端位置均可满足使用,而且焊接效果均匀,使屏蔽套与壳法兰及定子内壁密封达到了工艺要求。
应用过程也出现了许多问题:1)包括中心柱与底座由于是铝扣结构,又承受整个重量。所有重量都在此承受,所以螺纹扣容易脱扣断裂,解决方法就是在中心柱下端螺纹处增加钢丝螺纹,以增加强度;2)由于整个操作在定子内部进行,要求工具不能生锈,不能涂漆,以防由于焊接装配造成锈蚀或涂料剥落,影响内部结构。解决方法是整体采用不锈钢结构。
