800MPa级钛铌析出强化高强钢焊接接头的组织与力学性能
2014-12-09董现春陈延清
董现春,张 楠,陈延清,张 熹
(首钢技术研究院,北京100043)
0 引 言
对于含有较高钛和铌的析出强化高强钢而言,其热影响区的硬度比母材的低,并随着焊接热输入的增加呈降低的趋势[1-2]。此类钢对热输入比较敏感,适合采用较小的热输入焊接,以保障接头的抗拉强度。
在粗晶热影响区中,尺寸小于10nm的第二相粒子的溶解会造成第二相强化效果降低;未溶的(Ti,Nb,Mo)(C,N)析出相可以固定碳和钼元素,降低过冷奥氏体的稳定性,从而形成硬度较低的粒状贝氏体,而不能得到硬度较高的板条马氏体或板条贝氏体;此外,在细晶热影响区热循环的作用下,尺寸小于10nm的析出相发生粗化,使得析出相尺寸偏离其临界强化尺寸,强化效果降低,最终导致细晶热影响区的强度和硬度降低。第二相强化效果的降低不能通过组织强化有效弥补,会造成热影响区软化,而软化的热影响区则会导致接头抗拉强度的降低[3]。
目前,关于如何消除此类钢板焊接接头的软化、从而提高接头强度的研究还未见相关报道。为了探讨焊接接头强度的控制因素,作者针对添加不同钼和硼含量的800MPa级钛铌析出强化高强钢板进行了焊接试验,研究了接头的显微组织和力学性能,分析了第二相粒子在焊接热循环过程中的变化规律,并探讨了其与焊接热影响区软化现象的联系。
1 试样制备与试验方法
试验用钢板为工业生产的800MPa级含钛铌析出强化高强钢,此钢采用控轧控冷(TMCP)工艺连续轧制生产,卷取温度为570~600℃,厚度为10mm。采用三种成分不同的试验钢进行焊接试验,焊接材料为φ1.2mm的NIMOCR气体保护实心焊丝。试验钢和焊丝的化学成分及力学性能分别见表1和表2。
焊接设备为YD-500型气体保护焊机,采用混合气体(80%Ar+20%CO2)保护,气体压力为0.5MPa,流量为20L·min-1,焊丝的干伸长为15mm,坡口角度为单面60°,1mm 钝边,预留2mm间隙,打底焊道采用单面焊双面成形工艺,填充焊道焊接电流为240A,电压为28V,焊接速度为5mm·s-1,热输入为13kJ·cm-1。焊接前不预热,环境温度为32℃,层间温度为100~150℃。

表1 试验钢和焊丝的化学成分(质量分数)Tab.1 Chemical composition of tested steels and welding wire(mass) %

表2 试验钢和焊丝的力学性能Tab.2 Mechanical properties of tested steels and welding wire
参考GB/T 2651-2008《焊接接头拉伸试验方法》制备拉伸试样,在WE-100型拉力试验机上对焊接接头进行横向拉伸性能测试;参考GB/T 2650-2008《焊接接头冲击试验方法》制备冲击试样,在ZBC2452-3型冲击试验机上测接头各区域以及焊缝金属的冲击吸收功,接头试样的截面尺寸为7.5mm×10mm,焊缝金属的截面尺寸为10mm×10mm,试验温度为-20 ℃;参考 GB/T 2654-2008《焊接接头硬度试验方法》制备硬度试样,采用HVS-10Z型维氏硬度计测焊接接头各区域的硬度,加载载荷为98N,加载时间为15s。
母材及焊接接头的金相试样经研磨、抛光后,采用4%(体积分数)硝酸酒精腐蚀,然后在OLYMPUS型激光共聚焦显微镜(OM)上观察显微组织;采取萃取-复型技术制备薄膜试样,在JEM-2100F型透射电镜(SEM)上观察母材及热影响区第二相粒子的形貌。
2 试验结果与讨论
2.1 母材的组织及第二相粒子形貌
3种成分试验钢母材的组织一样,均为多边形铁素体,晶粒尺寸为3~10μm,如图1所示。3种成分试验钢的硬度为260~275HV。

图1 试验钢母材的显微组织Fig.1 Microstructure of base metal of test steels
3种成分试验钢母材的晶内以及晶界上均析出了大量直径为1~6nm的第二相粒子,平均粒径为3.5nm,如图2所示,第二相粒子中含有钛、铌、钼三种微合金元素[1],为(Ti,Nb,Mo)(C,N)强化相。
2.2 焊接接头的力学性能
由表3和图3可见,试验钢Ⅰ焊接接头的抗拉强度为720MPa,不能满足使用要求,塑性断裂发生在热影响区;试验钢Ⅱ焊接接头的抗拉强度为760MPa,塑性断裂发生在热影响区;试验钢Ⅲ焊接接头的抗拉强度为795MPa,断裂发生于焊缝和热影响区,断裂位置为熔合线。
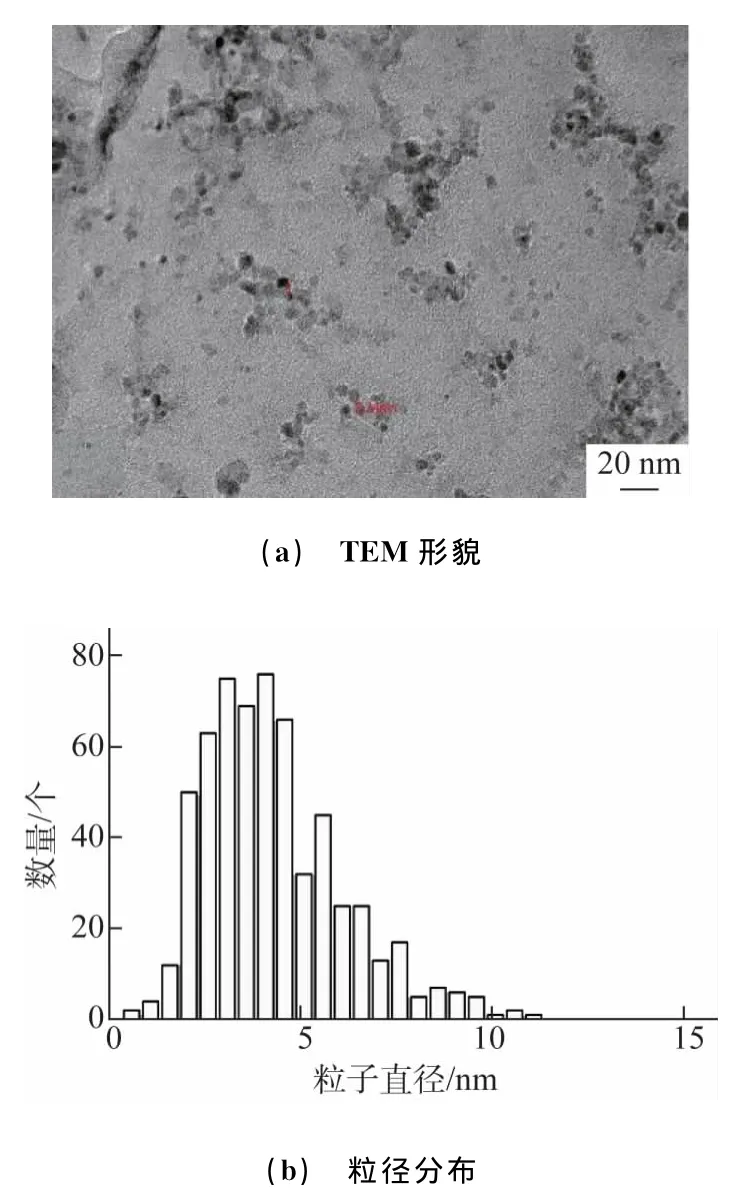
图2 试验钢母材中第二相粒子的TEM形貌及粒径分布Fig.2 TEM morphology(a)and particle size distribution(b)of second phase particles in base metal of tested steels
由表3可知,3种成分试验钢的焊缝中心、热影响区(熔合线外2mm)在-20℃的冲击吸收功均可满足使用性能要求。

表3 试验钢焊接接头的力学性能Tab.3 Mechanical properties of welded joints of tested steels
由图4可以看出,试样钢Ⅲ焊接接头热影响区的硬度最高,试验钢Ⅰ和Ⅱ焊接接头的热影响区存在软化现象,且后者热影响区的硬度高于前者的。
2.3 热影响区的显微组织
由图5可见,试验钢Ⅰ接头粗晶热影响区的组织以粒状贝氏体为主,试验钢Ⅱ接头的粗晶热影响区出现了少量板条状贝氏体,试验钢Ⅲ接头的粗晶热影响区出现了大量板条状贝氏体。
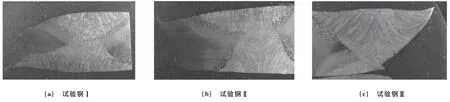
图3 试验钢焊接接头拉伸断口的宏观形貌Fig.3 Macrograph of tensile fracture of welded joints of tested steels:(a)tested steelⅠ;(b)tested steelⅡand(c)and tested steelⅢ
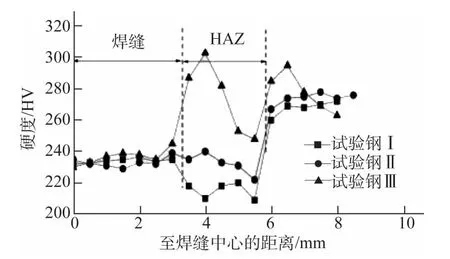
图4 试验钢焊接接头盖面焊道表面下1mm处的硬度Fig.4 Hardness below 1mm of the cap weld of welded joints of tested steels
由图6可见,试验钢Ⅰ接头细晶热影响区的组织为铁素体和极少量贝氏体,试验钢Ⅱ接头细晶热影响区的组织为铁素体和少量贝氏体,试验钢Ⅲ接头细晶热影响区的组织以贝氏体为主。
2.4 热影响区第二相粒子的析出行为
统计结果表明,虽然3种试验钢中的钼、硼含量不同,但这对接头热影响区第二相粒子的析出行为却无明显影响。在粗晶热影响区,尺寸在10nm以下的析出强化相大部分溶解,析出强化效果消失,尺寸为10~20nm的析出相部分溶解,尺寸超过20nm的析出相则不溶解,第二相粒子的平均尺寸为18nm,如图7所示。与母材相比,在细晶热影响区中,尺寸为4~6nm的第二相粒子显著增多,尺寸为1~3nm的第二相粒子减少,第二相粒子的平均尺寸为5nm,如图8所示。
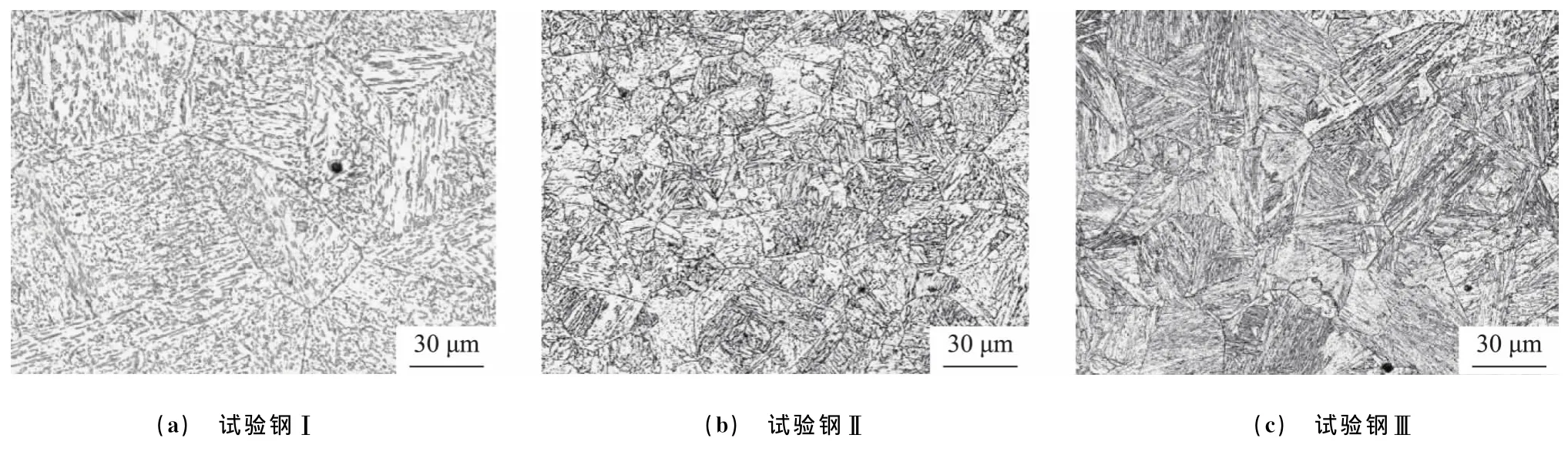
图5 试验钢接头粗晶热影响区的显微组织Fig.5 Microstructure of coarse grained heat-affected zone(CGHAZ)of tested steels joint:(a)tested steelⅠ;(b)tested steelⅡ and(c)tested steelⅢ

图6 试验钢接头细晶热影响区的显微组织Fig.6 Microstructure of fine grained heat-affected zone(FGHAZ)of tested steels joint:(a)tested steelⅠ;(b)tested steelⅡand(c)tested steelⅢ
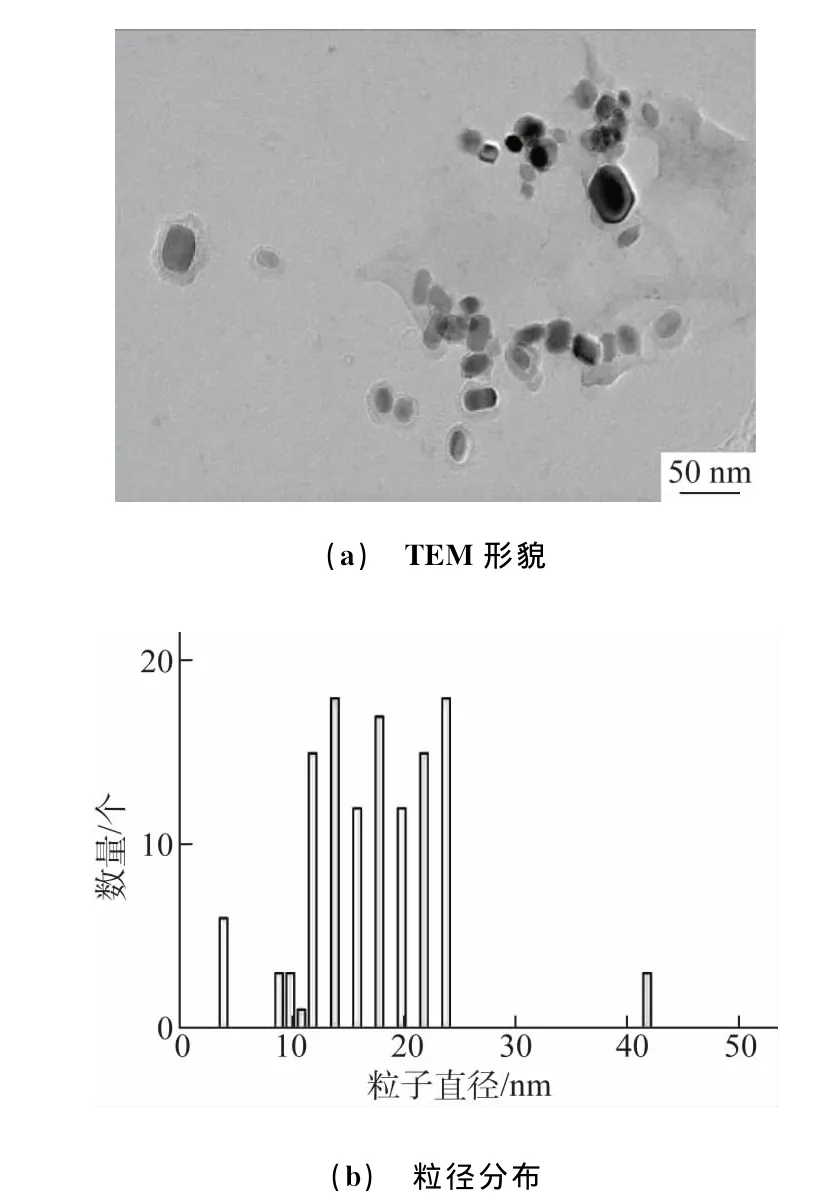
图7 试验钢接头粗晶热影响区中第二相粒子的TEM形貌及粒径分布Fig.7 TEM morphology(a)and particle size distribution(b)of second phase particles in CGHAZ of tested steels joint
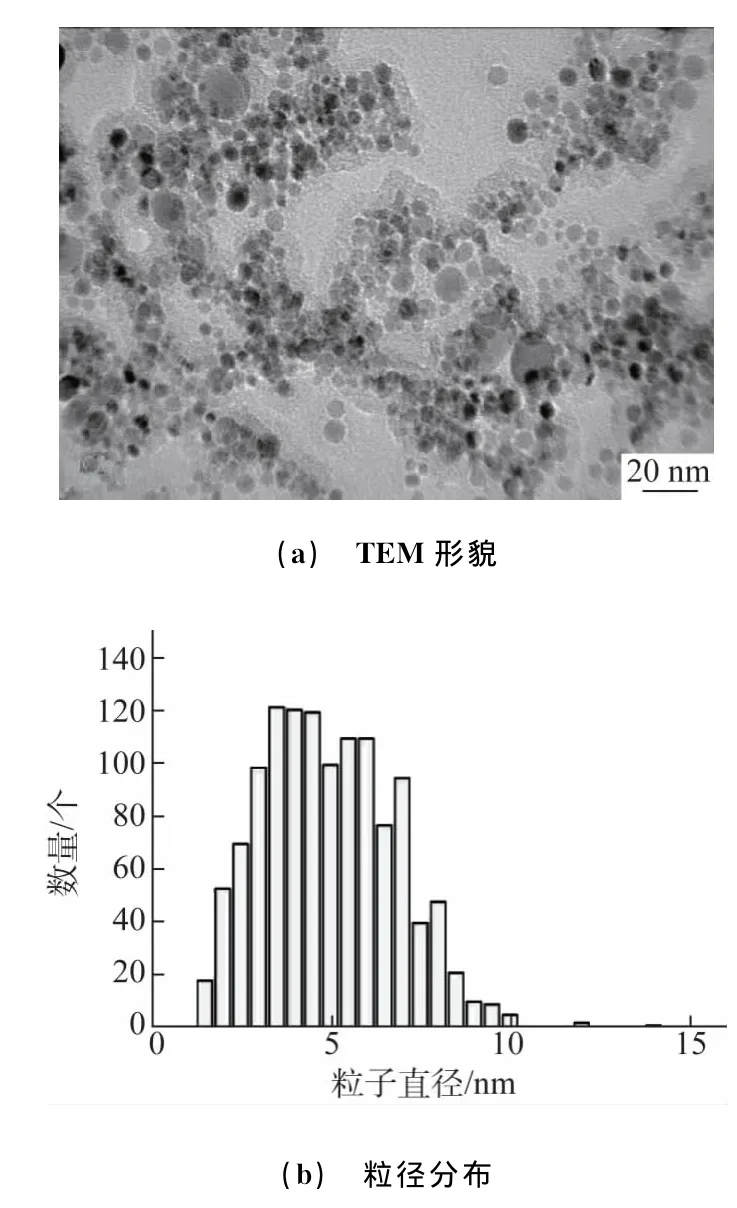
图8 试验钢接头细晶热影响区第二相粒子的TEM形貌和粒径分布Fig.8 TEM morphology(a)and particle size distribution(b)of second phase particles in FGHAZ of tested steels joint
2.5 原因分析
焊接接头硬度测试表明,3种成分试验钢焊接接头焊缝的硬度均低于母材的。这表明焊丝与母材为低强匹配,试验钢Ⅰ与试验钢Ⅱ的热影响区均有软化现象,且后者的硬度较前者的有所提高;对于添加了硼元素的试验钢Ⅲ,其粗晶热影响区的淬硬倾向明显增加,硬度高于母材的,细晶热影响区的软化现象也得到了改善。
在焊接热循环过程中,第二相粒子的尺寸受Ostwald熟化过程影响,并未随钼或硼含量的变化而变化。
试验钢Ⅲ中添加的硼向细小奥氏体晶界偏析,降低了晶界能量,抑制了晶界处铁素体的形成,从而提高了淬透性,使粗晶热影响区显著硬化。
添加的钼和硼元素在焊接热循环过程中促进了相变组织强化,得到的板条状贝氏体弥补了第二相强化的损失,从而实现了提高热影响区硬度、降低软化区宽度和接头强度损失、提高接头强度的目的。
3 结 论
(1)低钼含量的800MPa级铌钛析出强化高强钢热影响区的硬度低于母材的;随着钼、硼元素的添加,粗晶热影响区组织由以粒状贝氏体为主逐渐变为以板条状贝氏体为主,硬度也呈增加的趋势;同时细晶热影响区由以铁素体为主转为以贝氏体为主,硬度也呈增加的趋势;在13kJ·cm-1的热输入下进行焊接,接头的抗拉强度由720MPa分别提高至760MPa和795MPa。
(2)在焊接热循环作用下,热影响区中第二相粒子尺寸受Ostwald熟化过程影响,不随钼或硼含量的变化而变化。
(3)添加的钼和硼元素在焊接热循环作用下提高了试验钢的淬硬性,得到的板条状贝氏体弥补了第二相强化的损失,实现了提高热影响区硬度和接头强度的目的。
[1]董现春,张楠,陈延清,等.高Ti,Nb析出强化高强钢接头强度及焊接热影响区软化行为分析[J].焊接学报,2012,33(11):72-76.
[2]张楠,董现春,张熹,等.钛微合金化SQ700MCD高强钢粗晶热影响区软化的原因[J].机械工程材料,2012,36(4):88-92.
[3]朱亮,陈剑虹.热影响区软化焊接接头的强度及变形[J].焊接学报,2004,25(4):61-65.
