真空注型智能质量控制方法及系统实现
2014-12-02张海光张壮雅胡庆夕
张海光,张壮雅,胡庆夕
(1.上海大学 快速制造工程中心,上海 200444;2.上海大学 上海市智能制造及机器人重点实验室,上海 200444)
0 引言
3D 打印(3D Printing,3DP)技术和快速模具(Rapid Tooling,RT)技术[1]是增材制造技术的两大支柱。3DP 技术主要用于新产品样件的试制;而RT 技术则可方便快捷地实现新产品的试制和小批量生产[2]。随着3DP&RT 技术的广泛应用,企业可以在最短的时间内开发出满足客户需求的产品并投入市场,从而赢得市场竞争。随着我国新产品的开发能力不断加强,真空注型(Vacuum Casting,VC)技术作为RT 技术中应用最广泛的工艺方法之一[3-4],其应用呈逐年上升的态势,VC 浇注件的使用范围越来越广泛,说明该技术正处于成长期,还有非常大的发展空间和应用潜力。但是VC 过程是一个典型的多变量、大滞后、非线性、强耦合且需人为参与的间歇工业过程,而且浇注件几何特征多样、注型工艺参数复杂,工艺设定大多依靠操作人员的经验,现有VC设备自动化程度低、浇注件的质量难以控制,已经成为该行业继续发展的瓶颈,因此要想实现VC 技术从“可以成型”向“高质量成型”的转变,对其工艺参数优化和控制方法的研究是关键。
随着智能控制技术的发展,出现了很多研究复杂非线性系统的辨识、优化的方法和理论[5-8],但这些方法的研究和应用大多相互独立,没有充分利用各种智能控制技术的特点和优势,且大部分研究针对的主要是注塑领域,利用智能控制方法进行VC工艺参数优化和控制的研究很少。因此,本文利用神经网络技术寻求浇注件几何特征和对应工艺参数间的关系,对不同类型的浇注件进行工艺参数的智能推荐,利用模糊控制技术在模拟人脑感知、推理等智能行为方面的优势,对操作人员的工艺参数修正经验进行归纳和提取,实现根据浇注件的缺陷情况进行智能工艺参数修正,并构建智能质量控制系统,实现工艺参数的智能推荐和优化,以提高浇注件质量。
1 真空注型智能质量控制系统
1.1 系统架构
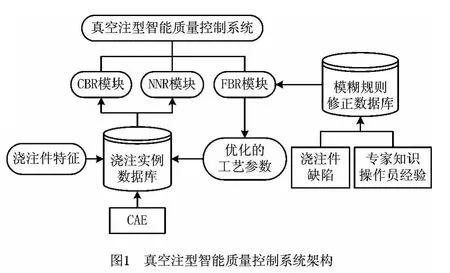
根据操作人员的实际加工过程和VC 浇注件的几何特征,结合实例推理(Case-Based Reasoning,CBR)、神经网络推理(Neural Network-based Reasoning,NNR)和模糊推理(Fuzzy-Based Reasoning,FBR)技术,建立真空注型智能质量控制系统,该系统由CBR、NNR 和FBR 三个模块构成,包括浇注实例数据库和模糊规则修正数据库,其系统架构如图1所示。其中:浇注实例数据库中的一部分来源于实际浇注实例,另一部分来源于计算机辅助工程(Computer Aided Engineering,CAE)分析获得的实例,主要作为CBR 模块的检索案例和NNR 模块的训练样本;模糊规则修正数据库数据主要包括浇注件缺陷类型及由专家或操作员经验转化得到的规则。
1.2 系统工作原理及工作流程
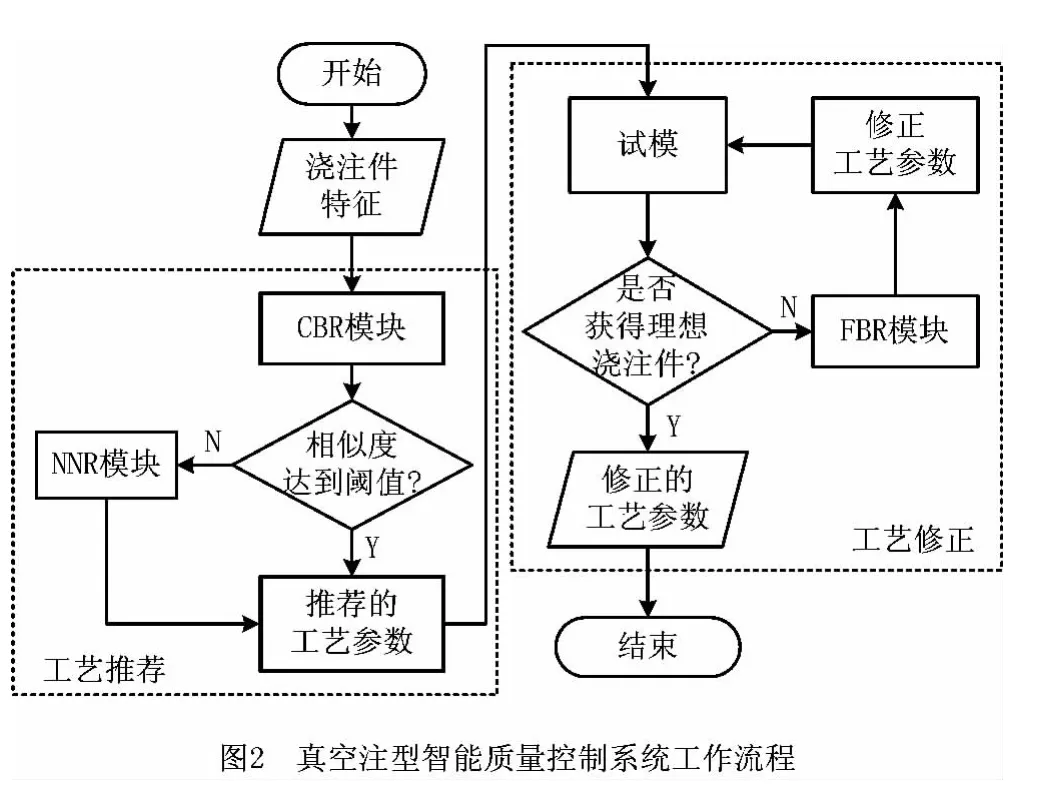
在实际生产过程中,操作人员遇到一个新的浇注对象时,通常会通过回忆借鉴已有的成功案例来设定工艺参数。该系统中的CBR 模块就是通过对已有实例的检索来模拟操作人员的“借鉴”思维,寻找最接近的浇注实例,从而设定初始工艺参数。如果没有可借鉴的加工实例,则根据浇注件的几何特征,利用NNR 模块进行推理,获得初始工艺参数并将其用于实际浇注过程。如果浇注件质量达到要求,则将浇注件几何特征参数和推荐的工艺参数存储至实例数据库;如果浇注件质量指标不满足要求,则根据缺陷类型利用FBR 模块进行工艺参数修正,该过程不断循环,直至满足质量指标要求。
可见,该系统主要分为工艺参数推荐和工艺参数修正两大部分,工作流程如图2所示。
2 基于CBR的VC工艺参数推荐方法
CBR 是一种模拟人类类比思维的推理技术,通过检索数据库中已有的同类问题求解获得当前问题的解,具有简化知识获取、求解质量高、适用于非计算推导等优点[9-10]。由于VC 浇注件几何特征各异,实际生产中的工艺参数设置通常需要经验丰富的操作人员先回忆或借鉴过去类似的方案,然后根据经验做适当修改。在实际生产中,浇注件几何特征是决定工艺参数的关键,因此,CBR 模块根据浇注件的几何特征通过匹配算法与实例库中所有的实例进行相似度计算,寻找相似度最高的实例,获取对应的工艺参数作为初始参数。具体实现过程如下。
2.1 浇注件特征的表达与获取
(1)浇注件特征表达
1)浇注件体积 体积较大的工件需要较大的压差及较高的材料和模具温度,以避免材料较早凝固出现浇注不足的现象;反之,则应采用相对较小的差压进行浇注,以防材料喷射造成飞边等缺陷,计算公式如下:

式中:v为浇注件体积;m为浇注件质量;ρ为浇注件材料密度。
2)平均壁厚 对于平均壁厚较小的浇注件,其充型过程阻力大,应适当增加浇注压差,提高材料和模具温度;反之应适当减小浇注压差,降低材料和模具温度,计算公式如下:

式中:d为浇注件平均壁厚;v为浇注件体积;s为浇注件表面积。
3)复杂程度 浇注件越复杂,充型难度越大,应适当增大浇注压差,提高材料和模具温度。以0~9表征浇注件的复杂程度,0表示相当简单,9表示相当复杂,用变量k表示,k∈[0,9]。
(2)浇注件特征获取
通常材料的质量和密度均已知,根据式(1)即可获得v;根据浇注件CAD 模型,采用STL(stereo lithography)模型切片法获取浇注件每层切片的轮廓,使用OpenGL编制的图像处理算法可计算出各层轮廓周长,周长与层片高度积即为S,根据式(2)即可获得d;复杂程度k根据人为经验估计初始值。
2.2 浇注实例的表示
应用状态空间法进行浇注件几何特征的实例表示,现引入一组有序变量vi,di和ki,其矢量形式:

式中:vi为浇注 件体积;di为浇注 件平均壁厚;ki为浇注件复杂程度。每个变量又由一个三元向量组(pi,wi,xi)表示,其中:pi为属 性名称;wi为属性权值,权值越大,对应的属性越重要;xi为属性值。
根据操作人员的经验设定各几何特征参数对应的初始默认权值,如表1所示。此外,初始权值的设定留有人机交互接口,可供有经验的操作人员进行修改。

表1 浇注件几何特征权值
2.3 浇注实例的相似度计算
实例的相似度是实例间相似程度的定量表征,相似度是一模糊量,用sim(x,y)表示实例x和实例y的相似度,sim(x,y)∈[0,1]。下面针对一具体实例分析VC浇注件相似度的计算方法,新浇注实例和被检索实例几何特征具体参数如表2所示。
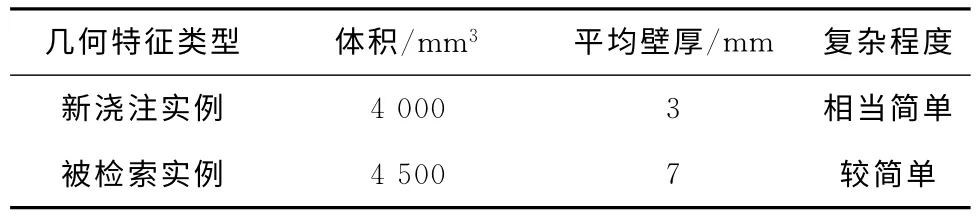
表2 实例几何特征参数
(1)体积局部相似度计算
对于浇注件几何特征而言,浇注件的体积是一确定数值,其范围取决于VC设备浇注室的尺寸,浇注件体积局部相似度计算公式如下:

式中:α和β分别为浇注室所能容纳的模具体积最小值和最大值,假设所用VC 设备容纳模具的体积范围为1 000 mm3~6 000 mm3,则α=1 000,β=6 000。
根据式(4)求得新浇注实例和被检索实例的体积相似度

(2)平均壁厚局部相似度计算
当比较对象x为确定数值、y为一取值范围[a,b]时,其相似度计算公式如下:
假设真空注型浇注件的平均壁厚的范围为[1,4],根据式(5)求得新浇注实例和被检索实例的平均壁厚相似度

(3)复杂程度局部相似度计算
浇注件的复杂程度为一模糊值,现将复杂程度从最简单到最复杂分为五个等级,函数f(x)的映射关系如表3所示。

表3 浇注件复杂程度函数映射关系
当比较对象x和y为模糊值时,可以对模糊值进行定量描述来求解相似度,其相似度求解公式如下:
根据式(4)求得新浇注实例和被检索实例的复杂程度相似度

(4)综合相似度计算
如果用元组(p1,p2,…,pm)表示要匹配的新问题的描述、用元组(u1,u2,…,um)表示库中检索到的案例描述,则综合相似度的计算公式[11]如下:
式中:p为要匹配的新浇注实例的描述;pi为p的第i个属性;u为实例库中原实例的描述;ui为u的第i个属性;m为问题描述的属性个数;wi为第i个属性的局部相似度权值。
在计算各局部相似度的基础上,利用式(7)计算新浇注实例和被检索实例的综合相似度

2.4 浇注件实例的检索和匹配
获得综合相似度后采用最相邻近策略(Nearest-Neighbor Strategy,NNS)进行实例检索。设实例u∈R,若存在实例c∈R,对所有实例c′∈R,都有sim(u,c)≥sim(u,c′)成立,则称实例c为实例u的最近邻居NNS,记为:

现设定分级相似度阈值为0.9,根据相似度计算结果,可能出现两种情况及对应的处理办法,如表4所示。
表4 样本相似度匹配及处理办法

续表4
3 基于NNR的VC工艺参数智能推荐
误差反向传播(Back Propagation,BP)网络是应用最广泛最成熟的网络模型之一,本文采用BP神经网络建立浇注件几何特征与浇注工艺参数间的关系,实现VC工艺参数的智能推荐。
3.1 工艺参数推荐神经网络结构
BP神经网络是一种有隐含层的多层前馈型神经网络,可以实现从输入到输出的任意非线性映射,权值的调整采取反向传播学习算法。一旦网络层数以及各层神经元个数确定,则BP网络结构随之确定,用于VC 工艺参数推荐的BP网络结构如下:
(1)网络的层数
理论证明一个S型隐含层加上一个线性输出层的神经网络,能够逼近任何有理函数,因此,初选具有一层隐含层的三层网络结构。
(2)输入输出层神经元个数
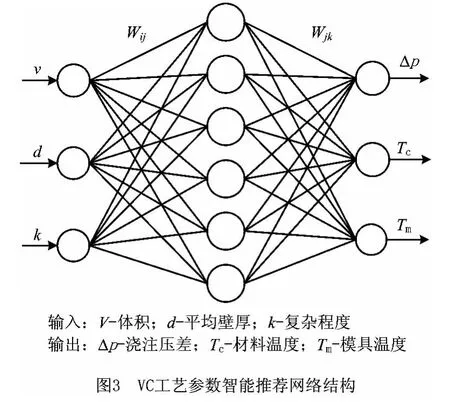
以浇注件体积v、浇注件平均壁厚d和浇注件复杂程度k为BP网络的输入;以材料温度Tc、模具温度Tm和浇注压差Δp为BP 网络的输出,因此,该网络的输入层和输出层神经元个数均为3。
(3)隐含层神经元个数
隐含层神经元个数的确定可通过以下经验公式得到:

式中:Nin为输入神经元个数;Nou为输出神经元个数;a为调整值,a∈[1,10]。根据式(9)确定初始的隐含层神经元个数为6。至此,工艺参数智能推荐神经网络结构为3-6-3,其结构如图3所示。
3.2 样本的获取及预处理
VC 工艺参数推荐神经网络需要通过大量的样本进行训练才能提高网络的准确性。
(1)样本来源
数据样本一部分来源于实例数据库中已有的实例(大约1 000组数据);另一部分来源于CAE 分析获得的实例(大约300组数据)。从中选取前900组作为网络训练样本,剩余100组作为测试样本,检验网络预测的准确性和泛化性。
(2)样本预处理
由于数据样本的输入为浇注件几何特征,如平均壁厚、体积大小、复杂程度,这些值的量纲各不相同,而且每个数据的量级变化很大,输入数据量级的差异太大会导致在神经网络训练过程中较大的值占主导,影响网络的精度。因此,在网络训练前,需要对所有输入数据进行归一化处理。

式中:x为输入或输出变量的原值;xmin为输入或输出变量的最小值;xmax为输入或输出变量的最大值;x′为归一化后的值。
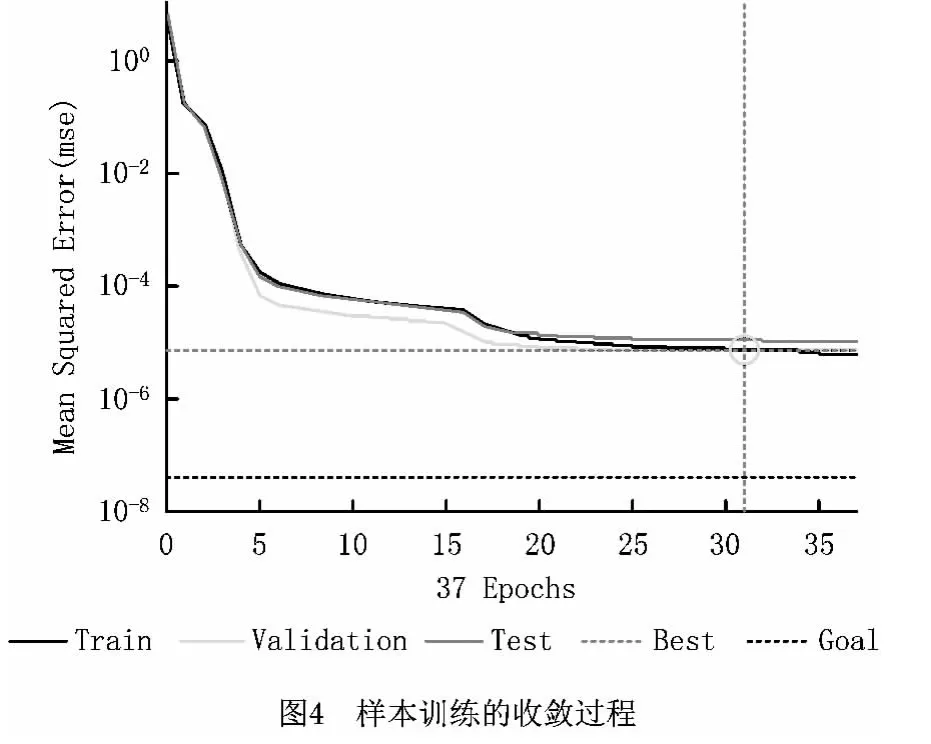
3.3 网络训练结果及分析
设训练最大迭代次数为100,训练误差目标为1e-8,样本训练收敛过程如图4所示,在迭代31次后,网络输出的最小误差减小为7.094e-6,满足误差要求。
浇注压差、模具温度、材料温度的预测情况分别如图5~图7所示。

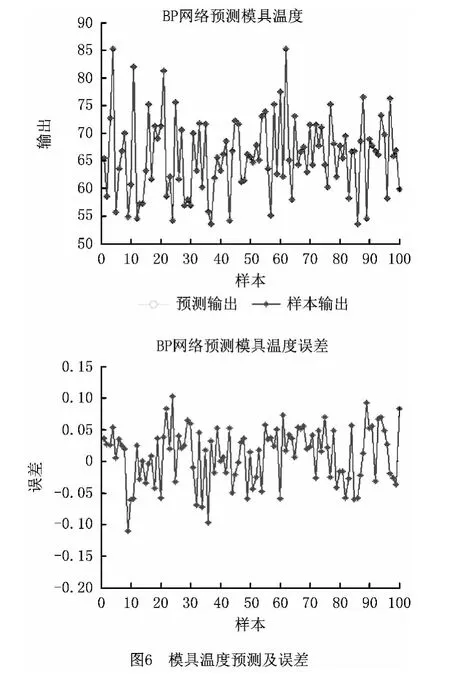
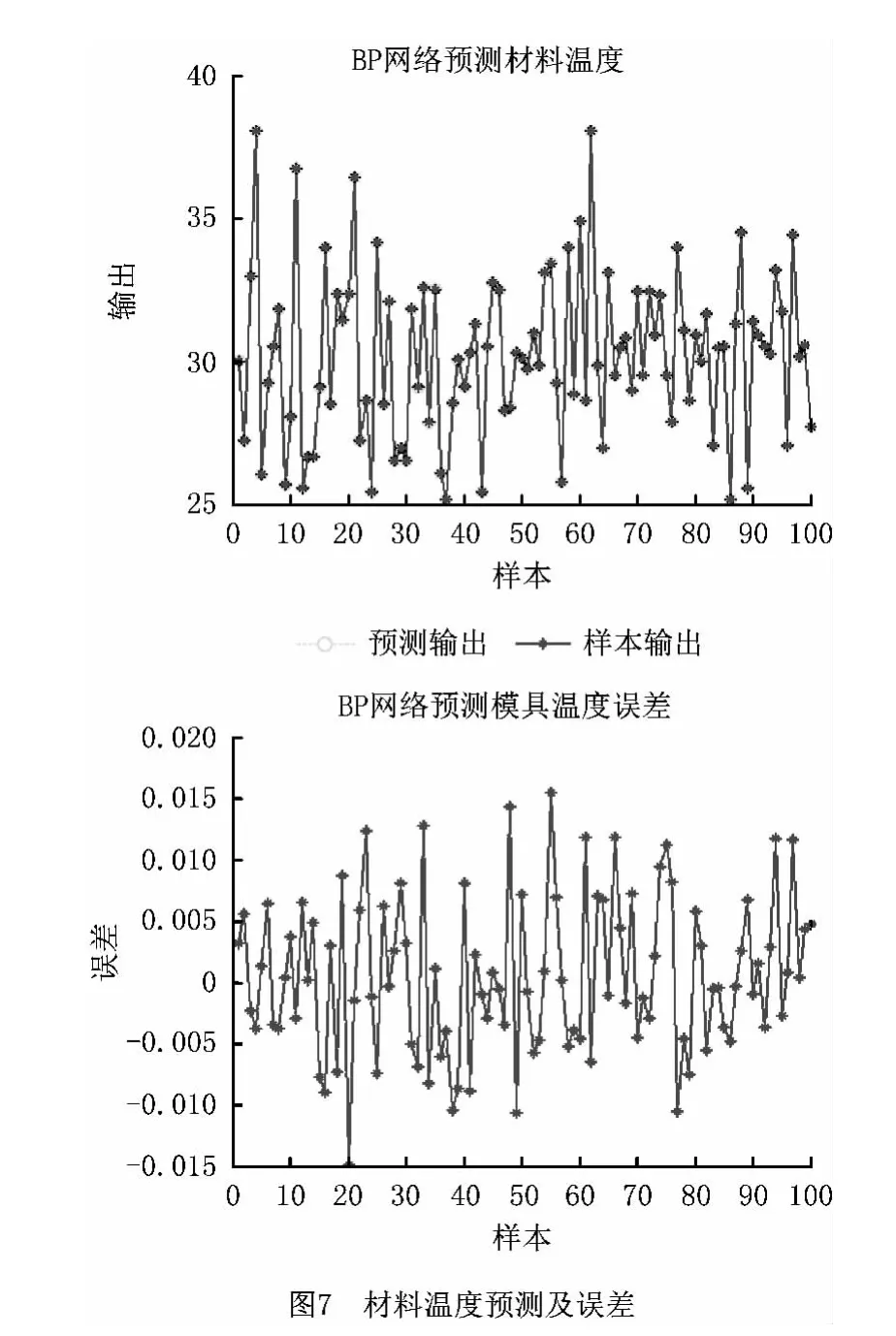
从图5~图7可以看出,网络预测误差均控制在要求范围内,说明该网络的预测精度及泛化性能较好,能够对新样本进行较为精确的预测。
4 基于FBR的VC工艺参数修正方法
目前操作人员往往根据质量缺陷类型和程度,凭借经验对工艺参数进行修正来改善浇注件质量,而通过CBR 和NNR 模块推荐的工艺参数在实际加工中的浇注件仍然可能出现质量缺陷,FBR 模块就是将操作人员的经验转换为规则实现工艺参数的智能修正。
4.1 浇注件质量缺陷分析
常见的VC浇注件质量缺陷包括欠注、翘曲、飞边和气穴等,出现的原因及对策如表5所示。
4.2 基于FBR 的工艺参数修正方法
结合VC工艺,充分挖掘操作人员的工艺参数修正经验,采用模糊控制理论实现对VC 浇注工艺参数进行智能修正,具体实现过程如下:
(1)工艺参数模糊推理模块结构
浇注件可能同时存在多种缺陷,每种缺陷对应需要修正的工艺参数也不同,缺陷程度和工艺参数当前值决定了工艺参数的修正方向和修正幅度,以缺陷程度及工艺参数的当前值作为模糊推理模块的输入,工艺参数修正量(包括方向和幅度)作为模糊推理模块的输出,FBR 模块结构如图8所示。
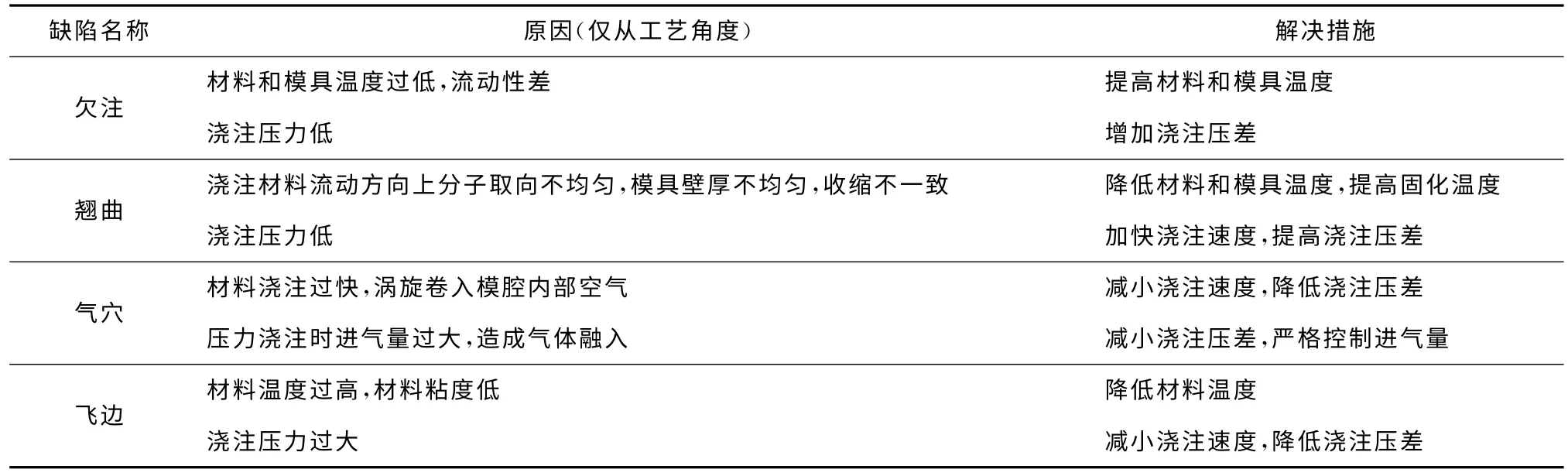
表5 VC浇注件常见缺陷及解决措施
该工艺参数模糊推理模块分为两层,首先,根据浇注件的缺陷特征结合表5进行定性推理,确定需要修正的工艺参数和修正方向;其次,通过各模糊推理子模块进行定量推理,确定该缺陷对应的各个工艺参数需要修正的幅度。在修正过程中,缺陷类型决定了需要修正的工艺参数和修正方向,缺陷程度决定了修正幅度。最后,将各个模糊推理子模块中推理得到的同一工艺参数的修正分量进行合成,得到各工艺参数的最终修正量。
(2)输入输出模糊集及隶属函数
使用模糊推理理论对浇注件工艺进行修正时,必须把传统的产生式规则转化为模糊化产生式规则。设X表示缺陷程度,将其4级划分为集合{无缺陷、轻微、中等、严重},并映射到区间[1,4];Y表示工艺参数,将其3级划分为集合{小、中、大}并映射到区间[1,3];ΔX表示对应工艺参数的修正量,将其5级划分为集合{变小、稍变小、不变、稍变大、变大}并映射到区间[-1,1],从而遍历实际浇注过程中可能出现的情况。同时,为了提高控制灵敏度,在中间部分选用较“窄瘦”的三角隶属函数,两端选用较“宽胖”的S形隶属函数进行输入量的模糊化。

(3)模糊控制规则
将操作人员经验数字化获得模糊控制规则,如表6所示,“+”表示工艺参数朝增加的方向修正,“-”表示工艺参数朝减小的方向修正,数值越大表示修正幅度越大,“0”则表示该工艺参数暂不修正。
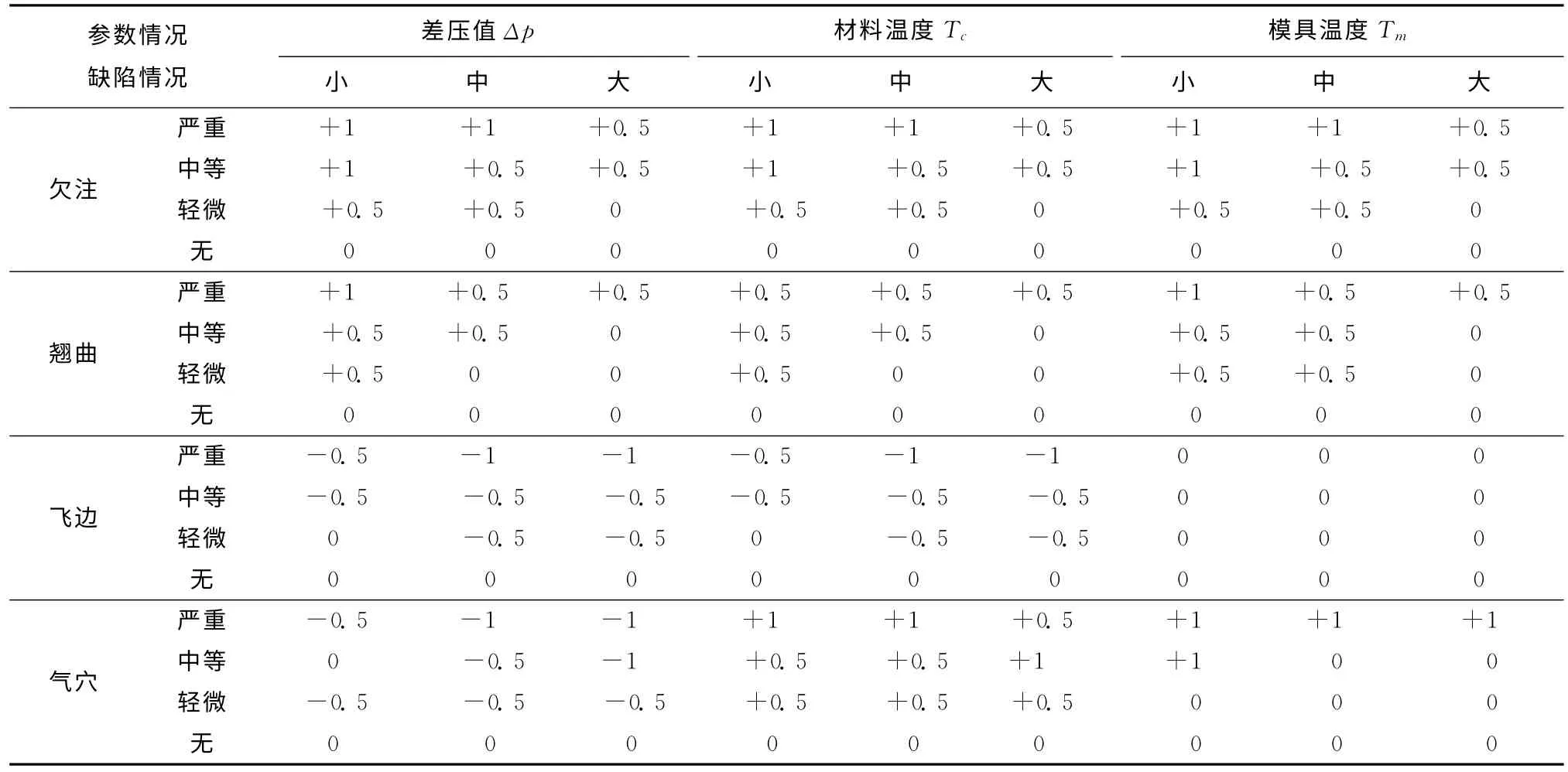
表6 真空浇注件缺陷修正模糊规则表
(4)模糊推理及反模糊化
模糊推理采用Mamdani推理法中的max-min合成运算,采用式(11)进行参数修正值的反模糊化处理,取隶属度函数曲线与横坐标所围面积的中心作为模糊推理的输出值。
5 试验验证
5.1 试验设计

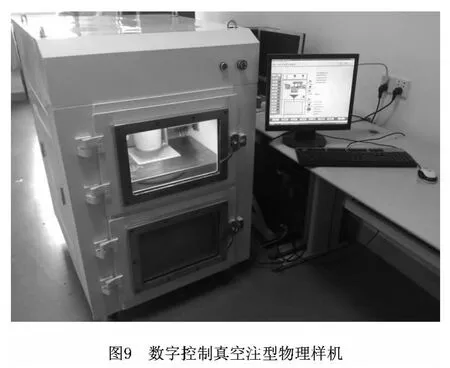
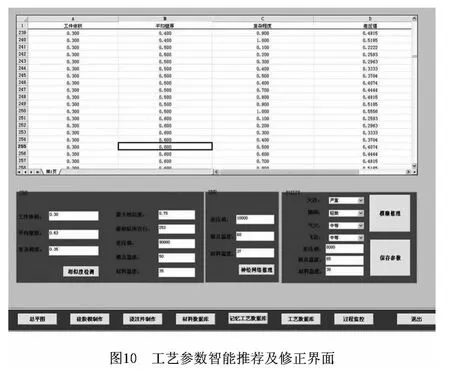
本文利用自制数字控制VC 机物理样机(如图9)验证智能质量控制系统的可靠性、精确性和先进性,开发的工艺参数智能推荐及修正界面如图10所示。以摩托车前灯灯罩为实例进行试验,通过对浇注件欠注、气穴和飞边表面缺陷进行定性分析和翘曲缺陷进行定量分析,验证该方法的可行性。
5.2 试验过程及结果分析
首先,根据灯罩几何特征检索已经存在的数据库实例样本,整体最邻近综合相似度为0.75(小于0.8),说明CBR 模块检索失败(如图11a);其次,使用NNR 模块进行工艺参数推荐(如图11b),并用其进行实际浇注,获得的浇注件如图12a所示,尚存在一定缺陷;再使用FBR 模块进行工艺修正(如图11c),浇注件如图12b 所示,可以看出欠注缺陷消失,飞边、气穴现象有所改善,再次反馈缺陷程度、修正工艺参数后再次试模,最终获得理想浇注件如图12c所示。
试验参数和试验结果如表7所示。
6 结束语
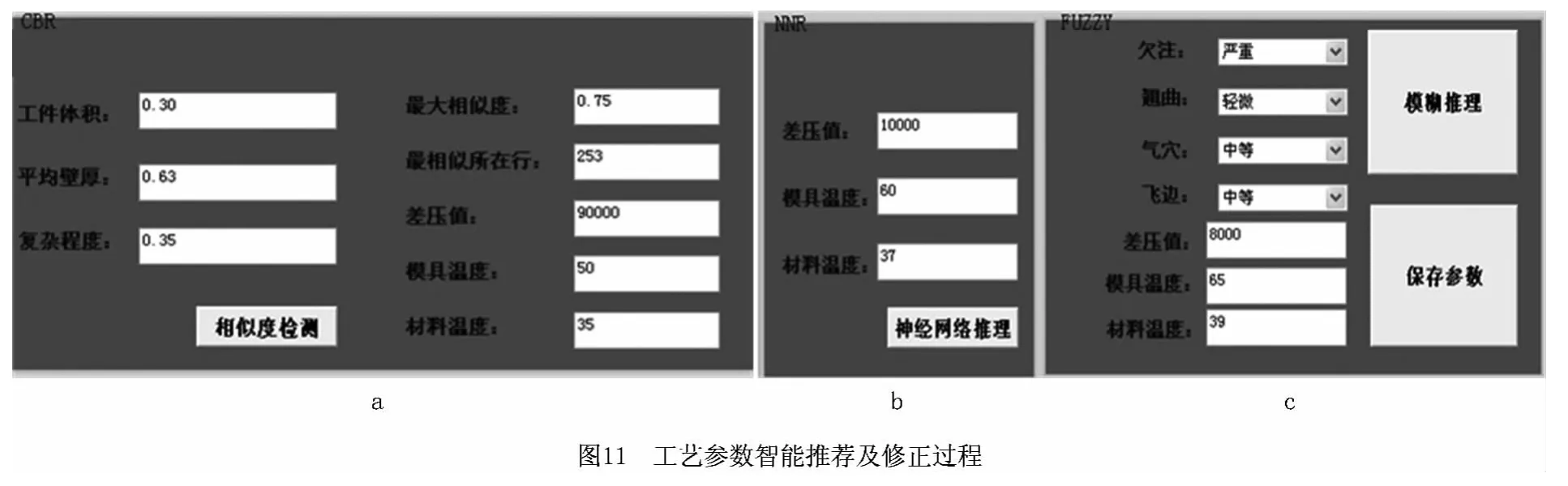

表7 试验参数和试验结果

本文以提高真空注型浇注件质量为目标,针对传统真空注型机工艺参数设置严重依靠操作人员经验的问题,依据操作人员的实际生产过程中工艺参数设置的思路,充分挖掘操作人员的经验,综合实例推理、神经网络和模糊推理技术,构建了真空注型智能质量控制系统,实现工艺参数的智能推荐和修正。详细阐述了CBR,NNR 和FBR 三个模块的结构、工作原理和实现方法,其中实例推理和人工智能推理两个模块用于工艺参数智能推荐,模糊推理模块用于工艺参数智能修正。该方法大大缩短了工艺设置周期,降低了生产成本,提高了浇注件质量的稳定性,解决了真空注型工艺参数的设置及修正一直依赖操作人员经验的瓶颈,为真空注型设备向自动化和智能化方向发展提供了重要的技术支撑,也为优化求解其他类似多因素、多指标的不确定问题提供了一种新的思路。随着智能技术的发展,后续可以进一步改进网络算法,以提高准确度和系统的实时处理能力。
[1]YANG Shuzi,WU Bo,LIN Bin.A further discussion on trends in the development of advanced manufacturing technology[J].Frontiers of Mechanical Engineering in China,2006,1(1):1-5.
[2]Wohlers Associates.Wohlers report 2012:state of the industry annual worldwide progress report[R].Fort Collins,Col.,USA:Wohlers Associate,Inc.
[3]ZHANG Haiguang,LIU Yuanyuan,ZHAO Xiaoyu,et al.Intelligent prediction controller based on fuzzy wavelet network for vacuum casting[J].Computer Integrated Manufacturing Systems,2010,16(12):2647-2652(in Chinese).[张海光,刘媛媛,赵晓瑜,等.面向真空注型的模糊小波网络智能预测控制器[J].计算机集成制造系统,2010,16(12):2647-2652.]
[4]LIU Hongjun,LI Yamin,CAO Chi.Development trends and demand analysis of rapid tooling technology[J].Die &Mould Industry,2010,36(3):63-66(in Chinese).[刘洪军,李亚敏,曹 驰.快速模具制造技术分析与发展趋势[J].模具工业,2010,36(3):63-66.]
[5]KURTARAN H,OZCELIK B,ERZURUMLU T.Warpage optimization of a bus ceiling lamp base using neural network model and genetic algorithm[J].Journal of Materials Processing Technology,2005,169(2):314-319.
[6]LIU Guowen,HUANG Fengli.Multi-objective runner optimization for injection mold of combinational cavities based on kriging model.[J].Die &Mould Manufacture,2011(7):1-5(in Chinese).[刘国文,黄风立.基于Kriging模型的组合型腔注射模浇注系统多目标优化设计[J].模具制造,2011(7):1-5.]
[7]GAO Yuehua.Optimization methods based on kriging surrogate model and their application in injection molding[D].Dalian:Dalian University of Technology,2009(in Chinese).[高月华.基于Kriging代理模型的优化设计方法及其在注塑成型中的应用[D].大连:大连理工大学,2009.]
[8]SHEN C Y,WSNG L X,LI Q.Optimization of injection molding process parameters using combination of artificial neural network and genetic algorithm method[J].Journal of Materials Processing Technology,2007,183(2/3):412-418.
[9]XIA Xiaolin.The basic theory based on example inference[J].Journal of Liaoning University:Natural Science Edition,2003,30(1):27-33(in Chinese).[夏晓林.基于实例推理的基本理念[J].辽宁大学学报:自然科学版,2003,30(1):27-33.]
[10]QI Zhanlong,XU Jianxin,TIAN Xitian.Case-based reasoning in mold design[J].Computer Engineering and Applications,2006,42(20):48-52(in Chinese).[戚占龙,许建新,田锡天.基于实例推理的模具设计技术研究[J].计算机工程与应用,2006,42(20):48-52.]
[11]HAO Hongwei,JIANG Rongrong.Training sample selection method for neural networks based on nearest neighbor rule[J].Acta Automatica Sinica,2007,33(12):19-24(in Chinese).[郝红卫,蒋蓉蓉.基于最近邻规则的神经网络训练样本选择方法[J].自动化学报,2007,33(12):19-24.]