锥形体内圆弧槽车削加工优化
2014-12-02中航工业郑州飞机装备有限责任公司河南450005李万民
中航工业郑州飞机装备有限责任公司(河南 450005)李万民
1.问题的提出
外锥形筒体是某产品上关键零件,材质是30CrMn SiA,淬火σb=1175±100 MPa,其内圆弧槽尺寸是关键重要尺寸,表面粗糙度值Ra=0.8 μm。外锥形筒体如图1所示。由图1可以看出,零件圆弧槽尺寸精度高,平行度、垂直度要求高,加工部位离端面较远,需较长的刀杆。由于圆弧槽加工难度大,废品率高,这既影响生产进度又造成成本浪费。
2.原加工方法及分析
圆弧槽原来采用成形车刀法加工,用的是头部已刃磨合格的成形镗刀,分粗精车削加工。这种加工方法存在以下弊端:
(1)此方法切削时,径向力大,刀杆受圆弧槽位置影响悬伸长,属于长悬伸,刚性差,易产生振动,加工尺寸不稳定。
(2)车刀切削太宽,易产生积屑瘤,影响表面粗糙度。
(3)精度难以保证,车削后,需用砂纸抛光,但圆弧槽不便观察,抛光难度大。
(4)圆弧槽加工,表面粗糙度差,利用电动轮廓仪测量表面粗糙度值时,Ra=1.8~2.1 μm。
造成零件废品率高的因素主要是:①圆弧槽表面粗糙度值Ra=0.8 μm达不到要求。②零件加工不稳定,造成尺寸超差。
3.改进后加工方法及分析
为解决这些问题,我们利用数控车床的高精密性,根据零件内圆弧槽结构特点,分粗、半精和精加工。同时,半精和精加工选用防振的镗刀杆,以解决尺寸不稳定造成的超差;选用带修光刃的刀片,解决表面粗糙度问题。经过试验,粗加工选用原成形镗刀,半精、精加工选用防振镗杆(山特维克可乐满生产的570-3C型)和刀片(刀尖半径R0.8 mm、带修光刃、正前角)组成的刀具组合。具体加工步骤如下:用原成形镗刀粗加工内圆弧槽,留0.5 mm余量;用防振镗杆和刀片(刀尖半径R0.8 mm、带修光刃、正前角)组成的刀具半精加工,留0.2 mm余量;再用此刀具精加工,精车至要求尺寸。具体加工零件切削用量如附表所示。
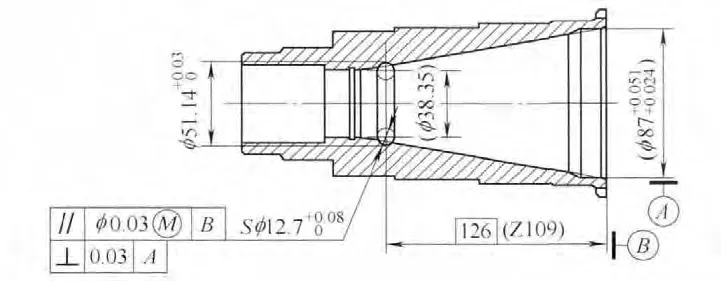
图1 锥形体零件图
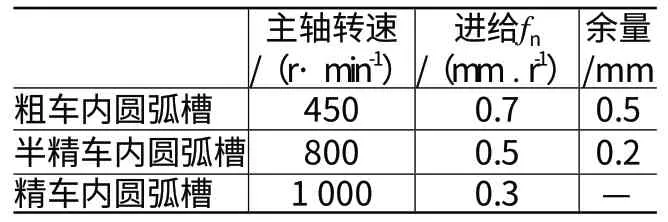
加工零件切削用量
该方法的加工优势在于,选用了防振镗杆,可以保证零件加工质量稳定性,保证图样尺寸要求;选用了大刀尖半径刀片,半精、精车时有极高的进给量,切削刃强度较高;刀片有修光刃,相同的进给表面粗糙度值低。
4.总结
使用改进后的方法加工成批零件时,精车余量控制精确,圆弧槽尺寸变化小,尺寸一致性好,表面粗糙度值Ra在0.5~0.7 μm之间,本工序产品合格率达到了100%。
[1]崔业军.修光刃技术的应用技巧[J].新技术新工艺,2011(8):31-33.
