巧修压力机工作台顶杆孔
2014-12-02长城汽车股份有限公司河北保定071000江凤振李秋虎马平山
长城汽车股份有限公司 (河北保定 071000) 江凤振 李秋虎 马平山
压力机经过长时间的运行,工作台顶杆孔磨偏,是普遍存在的疑难问题。小型压力机工作台体积较小、质量轻,顶杆孔磨偏的修复大多采用镗铣床扩孔、镶套,即可恢复正常使用。
我公司一台S4—1300kN 数控四点多连杆压力机工作台顶杆孔磨偏严重,已不能满足生产需要,由于该机工作台4000 mm ×2200 mm ×300 mm,重约20 t,一般龙门铣不能承载加工,修复工作台顶杆孔遇到了困难。我们研究了几套维修方案,最后结合工作台实际状况,优选了钻模扩孔→精铰→镶套的修复方案,收到了满意的效果。
1.用摇臂钻床扩孔
使用Z3080 × 25 摇臂钻床,将设计好的扩孔钻模找正固定在磨偏的顶杆孔上端,用φ63.8 mm 钻头对磨偏的顶杆孔进行扩孔,钻头转速选80 r/min,进给量选0.63 mm/r,用3%~8%乳化液冷却,扩孔深度取H=100.50 mm (见图1)。
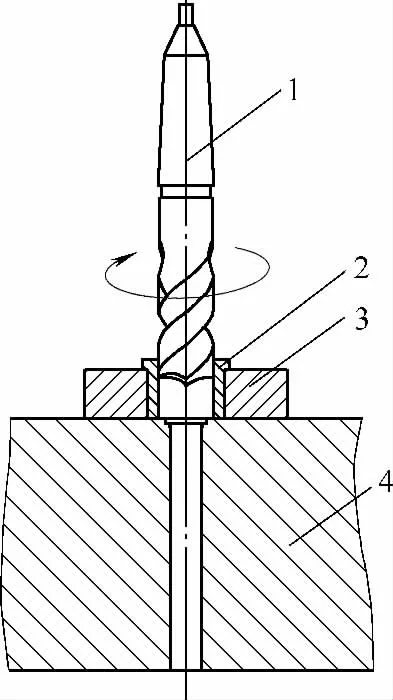
图1
2.精铰毛孔
将自制的专用铰刀置于摇臂钻床主轴锥孔上,对已经扩孔的毛孔进行精铰加工,铰刀转速选50 r/min,进给量选0.32 mm/r,并用3%~5%的乳化液对铰孔表面进行冷却,铰孔达φ64H7 即可,表面粗糙度值Ra=3.2 μm,如图2所示。
3.镶套
将已加工好的MC 耐磨增强尼龙套用液氮冷装法镶入已加工好的孔内,过盈量经实践优选,取φ64H7/u6 配合最佳,镶套端面凹进工作台面0.30~0.50 mm 即可(见图3)。
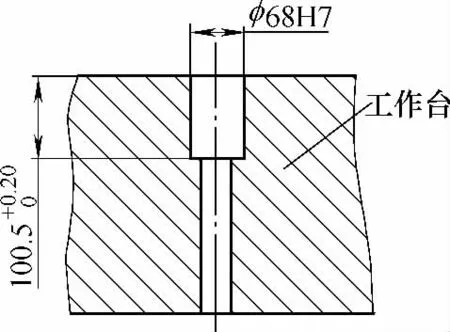
图2

图3
修复后的工作台经1年多的使用,顶杆顶起准确,根除了因顶杆孔磨偏而引起的顶杆顶坏模具的故障,也提高了冲压件的品质,镶套后设备维护人员发现顶杆孔磨偏超差,及时更换MC 耐磨尼龙套,就可恢复顶杆孔导向精度。
上述修理方法解决了大型压力机工作台顶杆孔磨偏镶套难的问题,简单经济,实用有效。