前轴锻造辊锻制坯工艺在UG NX中的应用
2014-12-02湖北神力锻造有限责任公司丹江口442700梁聪明
湖北神力锻造有限责任公司 (丹江口 442700) 梁聪明
近年来公司在前轴锻造及后加工业务的不断发展,在国内市场乃至国外市场都有一定的竞争力。在响应国家节能降耗政策的同时,我们在生产工艺、原材料和能源利用方面不断地努力,为增加公司的竞争力,我们通过生产工艺带来的优势,使得在节省原材料以及降低动能消耗方面必须通过先进的生产工艺技术来完成。
公司在工艺设计方面,多年的工艺试验及新设计方法的不断推出,使得我们在同行业中处于领先地位。这里主要阐述在CAD 应用领域,通过UGNX的设计平台,并利用锻造辊锻制坯工艺,来完成前轴锻件、辊锻毛坯与个界面尺寸的快速设计计算。通过先进的设计方法再结合软件本身的二次开发延展领域,快速设计辊锻模,使我们在制坯工艺实现全参数化设计,通过工艺验证来完善辊锻工艺技术,高工艺的稳定性和高效性,大大缩短生产准备周期,降低消耗和生产成本。
1.前轴锻造辊锻工艺
由于热模锻机不适宜进行拔长、滚挤等制坯操作。在模锻时,往往需要用其他锻压设备完成制坯。可以与热模锻压力机配套的锻压设备很多,辊锻机是其中的一种。利用辊锻机对加热坯料辊锻制坯后送到热模锻压力机上模锻经过压弯、预锻和终锻,一次成形,大大提高了生产效率。
制坯辊锻工艺包括:根据锻件图设计辊锻毛坯图、确定辊锻道次、选择模膛系、计算各道次辊锻毛坯截面尺寸和模膛横向尺寸及确定模膛纵向尺寸。
辊锻工艺设计关键在于毛坯图的计算设计。我们采用UG 三维软件对前轴锻件生成数学模型(见图1)。

图1
利用UG NX 软件平面剖切和质量属性工具命令获取延锻件轴向截面积变化一一计算结果,并导入电子表格EXCEL 软件中做出锻件各截面积,锻件在-630 mm 位置截面面积信息S=7870 mm2,如图2所示,并计算出其相应的圆形截面的半径值,绘制出其锻件长度(轴向)方向金属分布曲线图,如图3中曲线所示。
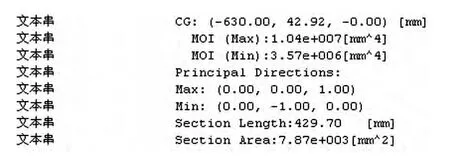
图2
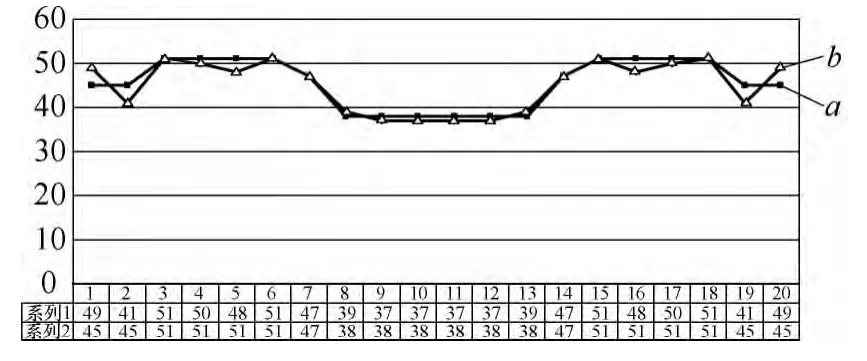
图3
图3 中a 曲线为锻件在各截面换算后的圆形截面的半径R 值,b 曲线则是根据生产实际需求得出的近似截面半径R,并将半径R 值的数据采用“.txt”文件格式保存,作为样条曲线的编辑数据,部分数据如图4 所示。
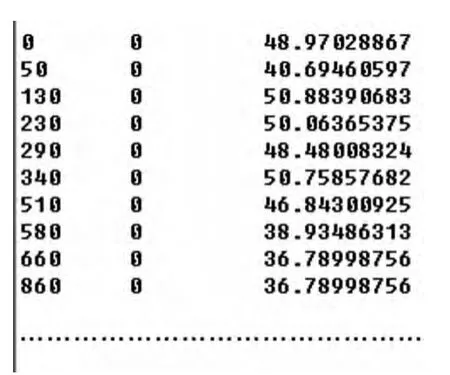
图4
其中样条曲线数据点为上述数据的X、Y、Z 坐标值,X、Y 数据取自各截面的位置值(L)和计算毛坯的半径值 (R)。运用UG NX 软件样条曲线命令“通过点”,打开样条曲线的数据文件,生成毛坯截面的样条曲线。通过回转特征操作,最后生成毛坯直径的三维模型,如图5 所示。
利用UG NX 设计软件实现在计算前轴各截面图有的有效数据获得毛坯截面效直径,并设计出制坯辊锻毛坯的直径和原始直径的毛坯长度;将设计出的计算机数学模型与参数化设计结合,实现制坯的有效性。并根据辊锻模具设计标准,我们在图5 的基础上进行优化设计达到辊锻成形的工艺要求,实现辊锻模具的快速成形,最终实现辊锻模具的设计成形,如图6 所示,这样在今后的锻造生产及日常维护过程中仅对局部修改实现维护及优化的有效性,达到锻造制坯的工艺要求,为提升材料利用率做出最大的优化,避免因在传统制坯工艺设计时的设计误差等因素造成的工艺不稳定。
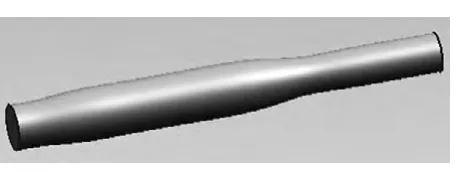
图5
2.结语
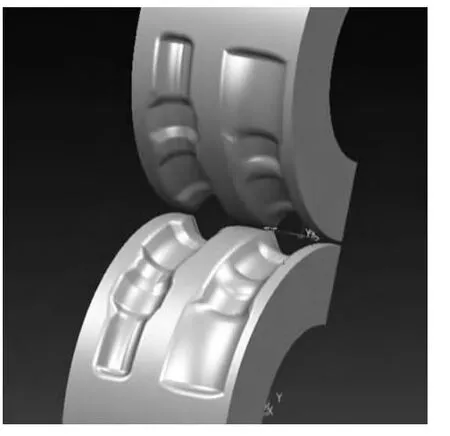
图6
使用UG NX CAD设计平台,根据锻造制坯工艺的特点,实现了产品制坯制造工艺及成形工艺快速设计,并探索发现其成形的特殊性以及工艺带来的延伸,使我们打破传统的制造方法及成形工艺,实现制坯的有效性,优化设计工艺,降低了维修和制造成本,为节能降耗、提高材料利用率的贡献起绵薄之力。
