Mg对原位合成TiC-Al2O3/Al复合材料组织与耐磨性的影响
2014-11-30张瑞英陈素娟史志铭张连凤
张瑞英,陈素娟,史志铭,张连凤
(1内蒙古工业大学 材料科学与工程学院 内蒙古轻合金重点实验室,呼和浩特010051;2内蒙古第一机械集团公司,内蒙古 包头014030)
原位反应是在金属熔体内直接反应生成一种或几种热力学稳定的增强相的一种材料复合方法,它与传统的外加法复合工艺相比,增强相无二次污染,与熔体的润湿性好,生成的颗粒细小,因而具有更高的强度、弹性模量。很多研究人员用不同的原位反应方法生成颗粒增强铝基复合材料,其中用自由能高的氧化物还原生成自由能低的氧化物形成增强颗粒和用单质合成增强颗粒制备颗粒增强金属基复合材料成为人们研究的热点[1-4]。本工作以非金属粉体TiO2作为反应材料,通过与Al发生还原反应生成Al2O3和单质Ti,同时反应生成的Ti再与C粉反应生成TiC,制备TiC和Al2O3双颗粒增强的Al基复合材料。与传统单质Ti,B粉原位合成法相比,Al-TiO2-C置换反应生成增强相的原位反应体系,使用材料为非金属氧化物,势必明显降低原材料成本。国内外在这方面已做了一定的研究[5-8]。无论怎样,目前还没有形成大规模生产,主要问题在于:一方面,原位制备TiC-Al2O3/Al基复合材料过程中,反应难以控制,生成增强相的同时,会产生一些有害副产物如Al3Ti[5-10]。另一方面,产生的颗粒容易发生偏聚[5-8]。其次,由于颗粒的密度与基体的不同,会导致颗粒的沉降而使组织上下不均匀[11-13]。由此可见,研制出铝合金熔体与增强相颗粒能够完全湿润而不产生副产物或优化副产物形貌,并能使颗粒弥散分布的TiC-Al2O3/Al基复合材料十分必要。
研究发现[14,15],适量加入微量合金元素如Mg,Li,Cr,Mn,Zr,RE,Te,Ti等,可有效缓解颗粒的偏聚与沉降现象。本工作试图通过向合金熔体中加入Mg元素来改善TiC-Al2O3/Al基复合材料中TiC,Al2O3颗粒的分布状态,改善增强体与基体界面结合状况,从而提高材料性能。
1 实验材料及方法
实验以Al粉(纯度99.9%,40~50μm)、纳米TiO2粉(纯度99%,20~30nm)、活性炭粉(纯度99%,40~50μm)和Mg粉(纯度99%,100~150μm)为原料,以一定的比例配料,将配好的粉体球磨1h后(介质为无水乙醇,纯度99%),冷压成致密度约50%,φ30mm×10mm的预制块,用铝箔将其包好并预热至200℃,然后将预制块加入1000℃的铝液中,使预制块占复合材料总质量的20%进行(1)式的反应,具体预制块配比如表1所示。

待耀眼火光熄灭,表明反应结束,随后用石墨搅拌器快速搅拌5min,900℃保温5min出炉降温至800℃,用预热的钟罩压入C2Cl6除气、静置,750℃浇入钢质模具(内径30mm,外径40mm,高100mm)制成圆柱铸锭。试样截取部位均为圆柱铸锭的二分之一处。

表1 预制块中各元素的比例Table1 The ratio of elements in the compacts
采用Leica DM/LM 金相显微镜和S-4300SE/N型扫描电镜观察试样的组织形貌,用D80Advance型X射线衍射仪,选用Cu靶Kα射线,射线管工作电压和电流分别为40kV和300mA,扫描速率为3(°)/min,扫描的步长为0.02°,分析试样的相组成。磨损实验是在MM-W7立式万能摩擦磨损试验机上进行,载荷为50N,转速为60r/min。
2 结果与分析
2.1 TiC-Al2O3/Al复合材料的组织分析
图1为不同Mg含量TiC-Al2O3/Al复合材料组织,由图1可知,当预制块中不含Mg时(1#),颗粒的偏聚非常严重,随着Mg含量的增加,颗粒偏聚程度逐渐减弱,当 Mg达到1.0%(3#)时,颗粒的分布最均匀,但继续增加Mg到2.5%(4#)时,虽然颗粒偏聚减弱,但是出现了大量的长针状第二相。
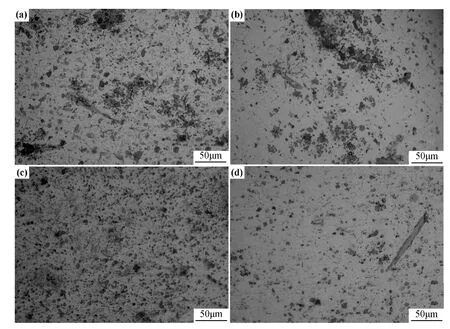
图1 不同 Mg含量 TiC-Al2O3/Al复合材料组织(a)1#;(b)2#;(c)3#;(d)4#Fig.1 Optical microstructure of the TiC-Al2O3/Al matrix composites with different Mg contents(a)1# ;(b)2# ;(c)3# ;(d)4#
图2为Mg含量分别为0%,0.5%,1.0%,2.5%四种TiC-Al2O3/Al复合材料的XRD分析,结果显示,几种复合材料的增强相种类相同,均包括TiC,Al2O3,Al3Ti三种增强相。根据峰的相对高低可以看出,随Mg含量的增加,Al3Ti含量先减后增,TiC和Al2O3含量先增后减。

图2 不同 Mg含量TiC-Al2O3/Al基复合材料XRD图(a)1#;(b)2#;(c)3#;(d)4#Fig.2 XRD spectra of TiC-Al2O3/Al matrix composites with different Mg contents(a)1# ;(b)2# ;(c)3# ;(d)4#
图3为添加不同Mg含量制备TiC-Al2O3/Al基复合材料的扫描电镜照片,从图3可看出,1#试样形成的颗粒之间互相黏结。当预制块中加入少量Mg后,颗粒与颗粒间开始分散。但Mg含量太大(4#)时,增强颗粒减少,且粗针状第二相增加。经能谱证明(见图3(d),(e)),灰白色颗粒为TiC,而针状相为Al3Ti。

图3 不同Mg含量TiC-Al2O3/Al基复合材料SEM照片及相能谱(a)1#;(b)3#;(c)4#;(d)针状相能谱;(e)灰白色颗粒能谱Fig.3 SEM images of the TiC-Al2O3/Al matrix composites with different Mg contents(a)1# ;(b)3# ;(c)4# ;(d)EDS of needle-like phase;(e)EDS of greyish white particles
图4为1#,2#试样的扫描电镜照片及黑灰色颗粒能谱分析,结果显示,1#试样中黑灰色颗粒由Al和O构成(原子分数分别为34.31%,64.02%),2#试样中黑灰色颗粒由Al,O,Mg(原子分数分别为34.31%,64.02%和1.67%)组成,结合 XRD可判断,两种材料中黑灰色颗粒为Al2O3,2#试样中黑灰色颗粒除有Al2O3外,在颗粒外层还有MgAl2O4存在,但含量极少,因此在其XRD图谱中并没有出现该相(见图2(b))。MgAl2O4在Al2O3外层生成,且生成量较少时,不能形成连续的反应层,可作为晶体结构的过渡,降低了界面晶格错配度,有利于Al2O3与基体的润湿复合,使得Al2O3与基体形成较强的界面结合,有利于提高材料强度。但当Mg含量过多时(4#),MgAl2O4生成量增加,界面反应层加厚,颗粒与基体结合强度反而降低,容易使Al2O3颗粒与基体分离,导致Al2O3颗粒随渣排出,TiC-Al2O3/Al基复合材料中Al2O3减少,图2(d)中Al2O3衍射峰降低。
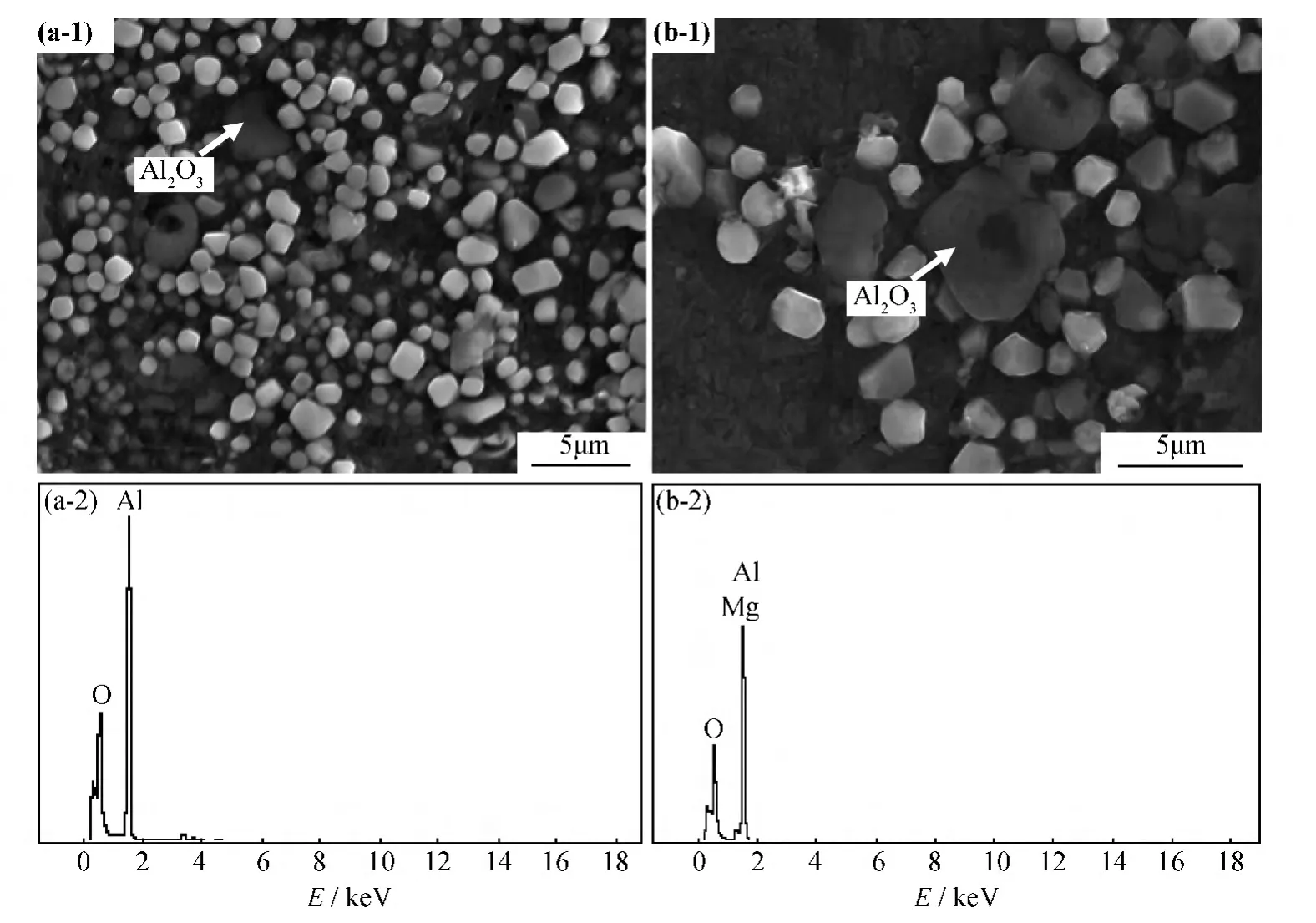
图4 TiC-Al2O3/Al基复合材料扫描电镜照片(1)及其中Al2O3颗粒能谱(2)(a)1#中黑色颗粒;(b)2#中黑色颗粒Fig.4 SEM images(1)of the TiC-Al2O3/Al matrix composites and EDS(2)of Al2O3particles in composites(a)black particle 1# ;(b)black particle 2#
LEE等[16]研究工艺参数对Al合金细化剂中铝化物形貌的影响时证明,加入5%(质量分数)Mg可使温度在液相线以上50~80K的Al-Mg合金液面表面张力从870×10-3Nm-1降低到600×10-3Nm-1。当Mg含量较少时,加入的Mg起到了提高增强颗粒与基体的润湿性的作用,所以,在复合材料中存在的颗粒含量增多,但随着Mg含量的继续增加,它将与Al2O3颗粒反应生成MgAl2O4,可能的反应方程如下:

经计算可得反应(2),(3)在1000℃的吉布斯自由能分别为ΔG1000℃=-567.62kJ和ΔG1000℃=-711.56kJ,自由能均为负值,与主反应(1)(ΔG1000℃=-957.37kJ)和反应(4)(ΔG1000℃=-449.77kJ)相比,自由能介于二者之间。从热力学上讲,说明反应都可以发生,反应发生的优先级依次为反应(1),(3),(2),最后发生反应(4)。也就是说,如不考虑动力学的影响因素,反应最容易生成 Al2O3与TiC(主反应(1)),其次,生成MgAl2O4(反应(3)),最后生成Al3Ti(反应(2),(4))。
当预制块中加入Mg后发生上述两个反应,反应放出的热量使体系温度进一步升高,原子扩散能力加强,团聚的颗粒向周围扩散。2#试样与1#试样相比,颗粒偏聚程度已有所降低,同时由于扩散程度增大,颗粒尺寸略有增大。Mg含量进一步增加,Mg的参与反应降低了体系中Al2O3含量,促使反应(1)与(4)的进行,这样瞬时形成的颗粒数增加,使得形核更加容易,阻碍颗粒的进一步长大,因此形成的颗粒反而变得更加细小且弥散(3#),颗粒尺寸平均约2μm左右(3#)。当Mg含量过高时,大量的Mg与TiO2等反应,使得Al2O3含量迅速降低,促进反应(4)的进行,这样形成的大量活性Ti来不及与C反应,而与Al发生固溶反应生成Al3Ti,由于C与Al贫穷的润湿性,生成的TiC含量降低,而生成的Al3Ti量增加(4#)。
2.2 耐磨性分析
图5为不同Mg含量复合材料在固定载荷和加载速率下(50N,60r/min),磨损量随时间的变化。从图5可以看出,与预期结果一致,基体纯铝的耐磨性最差,3#试样的耐磨性最好。经50min磨损实验,Al基体磨损52mg,而3#试样磨损量仅为8.8mg,是基体磨损量的六分之一。从整体来看,无论是否在预制块中加Mg,复合材料的磨损速率(斜率)均比纯铝慢,颗粒的存在很大程度上延缓了磨损的进程。

图5 TiC-Al2O3/Al复合材料与基体磨损量随时间的变化Fig.5 Relationship between wearing time and wearing loss of the TiC-Al2O3/Al composites and matrix
相比之下,4#试样与纯铝的磨损特性相似,磨损量随时间线性增加,由于存在TiC,Al2O3颗粒,复合材料的磨损量随时间增加的幅度远小于纯铝,但与Mg含量为1.0%的复合材料(3#试样)相比,颗粒较大且含量少,所以耐磨性又稍差。而Mg含量为0%与0.5%的试样(1#与2#)磨损特性相似,由于颗粒偏聚,初期存在大量偏聚颗粒在摩擦过程中脱落,因而磨损速率较快,而后逐渐减小,2#试样由于Mg的加入,颗粒偏聚程度稍有减弱,导致磨损量小于1#试样。
图6为载荷为50N,加载速率为60r/min条件下,纯铝与添加不同Mg含量复合材料的磨损表面组织的SEM照片。图6(a)为基体Al的磨损表面,从图6(a)可以看出,在磨损面上有很宽的塑性变形带。分析认为,铝基体硬度很低,在摩擦过程中形成塑性变形的凸起,这些凸起成为黏结点,由于加工硬化,它的强度比基体金属高,但比对磨材料低,可对基体进行梨削作用而形成犁沟,在随后的相对运动中,黏结点又被剪断、压平,形成明显的塑性变形带(如图6(a)所示),随着不断的相互运动逐渐从基体剥落。黏着磨损是常见的一种磨损形式,这种磨损形式的破坏性极大,而且磨损的速率很高。图6(b)为预制块中未添加Mg所得复合材料的磨损表面,与纯铝相比,在塑性变形带中还存在细小的颗粒,从变形带宽度看,基体塑性仍然很好,变形带较宽。由于原位生成高硬度颗粒分布于基体中,使材料具有更大的承载能力。当较软的基体在外加载荷作用下被磨损后,裸露的细小TiC和Al2O3颗粒突出于试样表面承受载荷,减小对基体的磨损,提高了材料的耐磨性。未添加Mg所得复合材料颗粒偏聚严重(1#),导致承载能力不均匀,颗粒偏聚处承受较大载荷首先脱落,进而弱化材料耐磨性。从图6(b)中可以发现大块颗粒偏聚处产生裂纹。在随后相对运动过程中将直接从基体脱落。而颗粒的脱落再次参与磨损,使基体形成更深的犁沟。随着Mg含量的增加,TiC与Al2O3颗粒逐渐细小且均匀化,颗粒越细小越均匀,承载点越多,对基体的磨损越小,塑性变形带变窄(图6(c),(d)),耐磨性越好。3#试样颗粒更加均匀细小,磨损表面塑性变形带窄而均匀(图6(d)),2#试样仍有少量颗粒偏聚,耐磨性差于3#试样。而当Mg含量继续增加到2.5%时(4#),形成的颗粒数反而减少,耐磨支撑点减少,对基体的磨损增大,耐磨性降低。这一结果与图5磨损量与时间的关系相一致。与基体相比,复合材料在初期主要是磨损基体,属于黏着磨损,而后期基体材料被磨损导致颗粒凸出,凸出的颗粒在载荷作用下逐渐与基体产生裂纹,在载荷反复作用下生长、扩展直致发生疲劳断裂而从基体脱落,脱落颗粒继而与基体发生刮擦,在其表面形成犁沟,此时磨损机理转变为颗粒磨损。

图6 Al基体与TiC-Al2O3/Al复合材料磨损SEM 组织(a)Al;(b)1#;(c)2#;(d)3#;(e)4#Fig.6 SEM of worn surface of Al matrix and TiC-Al2O3/Al matrix composites(a)Al;(b)1# ;(c)2# ;(d)3# ;(e)4#
3 结论
(1)采用原位接触法可以制得 TiC-Al2O3/Al复合材料,不加Mg时生成相由TiC,Al2O3和少量粗针状第二相Al3Ti组成,颗粒偏聚严重;当预制块中Mg含量为1.0%时,TiC-Al2O3/Al复合材料的组织最均匀,增强颗粒最细小,副产物Al3Ti最少;当预制块中Mg含量为2.5%时,增强颗粒减少,而粗针状第二相Al3Ti增加。因此,在TiC-Al2O3/Al复合材料中加入适量的Mg可以细化Al基复合材料中第二相尺寸,减少颗粒的偏聚程度。
(2)在同等摩擦条件下,TiC-Al2O3/Al基复合材料的耐磨性好于基体Al,并且随着镁含量的增加,磨损量先减小后增加,当镁含量为1.0%时,磨损量达到最少,仅为基体的1/6。纯铝表面的磨损属于黏着磨损,而TiC-Al2O3/Al基复合材料主要属于颗粒磨损。
[1]AI T T.Microstructures and mechanical properties of in-situ Al2O3/TiAl composites by exothermic dispersion method[J].Acta Metallurgica Sinica(English Letters),2008,21(6):437-443.
[2]ATONG D,CLARK D E.Ignition behavior and characteristics of microwave-combustion synthesized Al2O3-TiC powders[J].Ceramics International,2004,30(7):1909-1912.
[3]BIROL Y.In situ synthesis of Al-TiCpcomposites by reacting K2TiF6and particulate graphite in molten aluminum [J].Journal of Alloys and Compounds,2008,454(1-2):110-117.
[4]CAO W,ZHANG C F,FAN T X,et al.In situ synthesis and damping capacities of TiC reinforced magnesium matrix compos-ites[J].Materials Science and Engineering:A,2008,496(1-2):242-246.
[5]WANG Z,LIU X.In-situ synthesis of Al/(TiC+α-Al2O3)and Al/(TiAl3+TiC+α-Al2O3)alloys by reactions between Al,TiO2and C in liquid aluminum[J].Journal of Materials Science,2005,40(4):1047-1050.
[6]KUNRATH A O,STROHAECKER T R,MOORE J J.Combustion synthesis of metal-matrix composites:PartⅢ,the Al-TiCAl2O3system[J].Scripta Materialia,1996,34(2):189-194.
[7]XIA T D,LIU T Z,ZHAO W J,et al.Self-propagating hightemperature synthesis of Al2O3-TiC-Al composites by aluminothermy reactions[J].Journal of Materials Science,2001,36(23):5581-5584.
[8]HU Q D,LUO P,YAN Y W.Microstructures,densification and mechanical properties of TiC-Al2O3-Al composite by field-activated combustion synthesis[J].Materials Science and Engineering A,2008,486(1-2):215-221.
[9]YU P,MEI Z,TJING S C.Structure,thermal and mechanical properties of in situ Al-based metal matrix composite reinforced with Al2O3and TiC submicron particles[J].Materials Chemistry and Physics,2005,93(1):109-116.
[10]YANG B,CHEN G X.Effect of Ti/C additions on the formation of Al3Ti of in situ TiC/Al composites[J].Materials and Design,2001,22(8):645-650.
[11]DING H M,LIU X F,YU L N,et al.The influence of forming processes on the distribution and morphologies of TiC in Al-Ti-C master alloys[J].Scripta Materialia,2007,57(7):575-578.
[12]丁万武,夏天东,赵文军.TiAl3对TiC粒子在铝熔体中沉淀特性的影响机理[J].材料工程,2013,(3):10-15.DING Wan-wu,XIA Tian-dong,ZHAO Wen-jun.Effect mechanism of TiAl3on the precipitation of TiC particles in aluminum melt[J].Journal of Materials Engineering,2013,(3):10-15.
[13]陈亚军,许庆彦,黄天佑.Al-Ti-B中间合金中第二相沉淀现象研究[J].北京科技大学学报,2007,29(5):465-469.CHEN Ya-jun,XU Qing-yan,HUANG Tian-you.Research on precipitation of second phases for Al-Ti-B master alloy refiner[J].Journal of University of Science and Technology Beijing,2007,29(5):465-469.
[14]ZHANG Y J,MA N H,WANG H W,et al.Effect of Ti and Mg on the damping behavior of in situ aluminum composite[J].Materials Letters,2005,59(28):3775-3778.
[15]乐永康,陈东,张亦杰,等.原位TiB2颗粒增强铝基复合材料及其力学性能[J].特种铸造及有色合金,2006,26(8):518-520.LE Yong-kang,CHEN Dong,ZHANG Yi-jie,et al.Mechanical properties and fracture morphology of in-situ TiB2particle reinforced,aluminum matrix composites[J].Special Casting and Nonferrous Alloys,2006,26(8):518-520.
[16]LEE M S,TERRY B S.Effect of processing parameters on aluminide morphology in an aluminium grain refining master alloys[J].Materials Science and Technology,1991,7(7):608-612.