变频器纺织摆频控制技术
2014-11-29黄宗建
黄宗建 马 林
变频器纺织摆频控制技术
黄宗建 马 林
(河南工业职业技术学院 河南南阳 473009)
介绍了SB70G变频器摆频功能的应用。纱锭的成型过程是由两个独立运动叠加而成的(恒速旋转运动和往复运动的叠加),纱线在筒表面就会形成菱形网状的轨迹。如果两个运动都是匀速运动的,在纱线相交处就会形成鼓包,要打乱每层的交点,为此需将往复运动的速度不断变化,使成型纱锭没有鼓包且平整。实践表明,应用SB70型变频器纺织摆频控制技术可进入自动投入方式。
SB70G变频器 纺织摆频 计数器控制
变频器被广泛的应用在各行各业中,变频器功能是否充分运用是要不断进行实践的。SB70型变频器纺织摆频和计数器控制,能使成型纱锭消除鼓包、保持平整,并可实现手动投入与自动投入。
1 SB70变频器纺织摆频、计数器控制
随机摆动功能可以防止某些高弹性纤维卷绕时的堆积,摆频重起动及掉电处理可确定停机或掉电后是否按记忆的状态再起动。计数器可掉电存储,掉电时刻保存的值将作为下次上电计数器的初值。
1.1 SB70变频器纺织摆频、计数器控制
在摆频功能的应用中,纱锭成型过程是两个独立运动叠加而成(恒速旋转运动和往复运动),将这两个运动叠加,纱线在筒表面就会形成菱形网状的轨迹。如果这两个运动都是匀速运动,会在纱线相交处形成鼓包。要打乱每层的交点,需将往复运动的速度不断变化,使成型纱锭没有鼓包且平整。摆频功能仅对V/F 控制有效,当使用矢量控制模式、点动、PID 闭环运行时,摆频功能就会自动失效。摆频工作原理如图1所示。
F9-00摆频投入方式设定、F9-01摆幅控制方式设定、F9-02摆频预置频率设定、F9-03摆频预置频率等待时间设定、F9-04摆频幅值设定、F9-05突跳频率设定、F9-06突跳时间设定F9-10摆频重起动及掉电处理、F9-07摆频周期设定、F9-08上升时间设定、F9-09摆动随机度设定;自动投入方式过程,先加速到摆频预置频率并等待摆频预置频率等待时间,再过渡到摆频中心频率,然后按设定的摆频幅值、突跳频率、突跳时间、摆频周期和上升时间摆频运行,直到有停机命令为止;手动投入与自动投入的区别为摆频预置状态的结束条件是数字输入摆频投入有效,数字输入无效时,返回摆频预置状态,与摆频预置频率等待时间无关。

图1 摆频工作原理
中心频率的来源是普通运行、多段速和PLC 的给定频率,摆频幅值设定摆动频率的大小通常为1 Hz左右,会使电动机发热,突跳频率在输出频率突跳处。为克服槽筒的惯量而带来的实际转速滞后,设置突跳频率只在槽筒惯量相对较大时才使用。当摆频随机度该值不为 0 时,实际的上升时间会在一定范围内随机变化,摆频周期仍保持不变。随机摆动功能可以防止某些高弹性纤维卷绕时的堆积,摆频重起动及掉电处理确定停机或掉电后是否按记忆的状态再起动。数字输出30摆频上、下限限制中,中心频率或摆幅设置过高,使得摆频超过频率上、下限时,则自动缩小摆幅的大小,使摆频范围刚好适应上、下限频率的要求,在此时间内输出摆频上、下限限制中的信号,如图2所示。
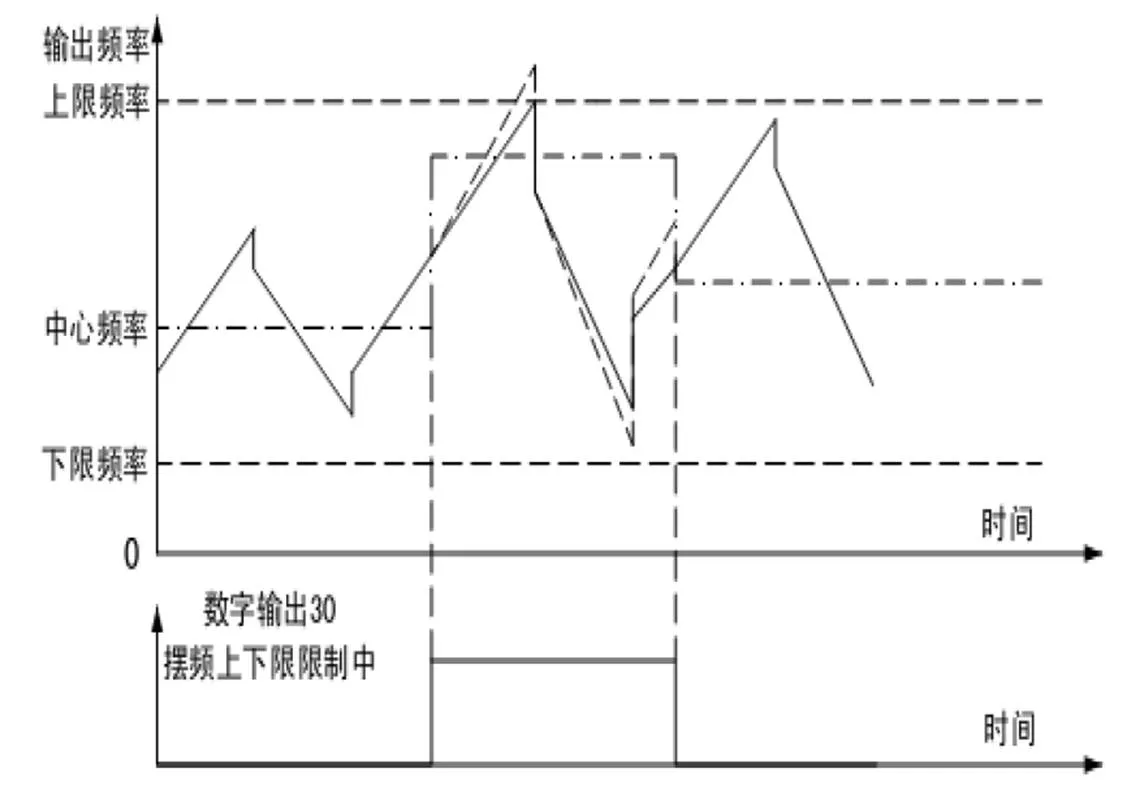
图2 输出摆频上、下限限制中信号
2 SB70变频器计数器控制
计数器可掉电存储。掉电时刻保存的值作为 上电计数器的初值,对计数器预置或清零,正交计数模式时增、减指令通道固定为编码器A、B 通道,不需要选择。计数采样时间为1 ms,计数值到达指定计数值时,数字输出指定计数值到达变有效。直到脉冲数到达设定计数值时,数字输出变无效。计数器分频系数对输入的脉冲合并后进行计数,使用编码器接口的最高频率达300 kHz,使用 PFI 端子状态的最高频率达50 kHz ,用普通端子实现普通增减计数的最高频率达500 Hz。
3 结语
SB70G型变频器纺织摆频的自动投入方式过程,是先加速到摆频预置频率并等待摆频预置频率等待时间,直到有停机命令,手动投入与自动投入的区别为摆频预置状态的结束条件是数字输入摆频投入有效,在数字输入无效时,返回摆频预置状态,此时与摆频预置频率等待时间无关。