镀锡板小白条缺陷的产生原因分析
2014-11-25杜英杰
杜英杰
(烟台东海薄板有限公司生产技术部,山东 烟台 264000)
镀锡板俗称马口铁,是两面镀有纯锡的冷轧低碳薄钢板或钢带。它将钢的强度与锡的耐蚀性、钎焊性和美观性结合于一体,广泛应用于制罐、食品包装、材料包装等领域,对表面质量有着相当苛刻的要求[1]。公司镀锡厂投产1年来,随着产量的不断提高,部分表面问题日益凸显,其中小白条缺陷尤甚,约占等外品的80%,严重影响了产品质量和公司声誉。对此,公司专门成立攻关小组,经过半年多的跟踪、走访、调查和研究,基本明确了该缺陷产生的具体原因,掌握了预防该缺陷产生的具体措施。实践证明,该措施行之有效。本文详细阐述小白条缺陷的分析研究过程。
1 缺陷形貌
小白条镀前灯下侧视可见(如图1 所示),镀锡后较为明显(见图2),集中显现在两侧边部200 mm 范围内,长度2~20 mm 不等,多呈纺锤形,一般为断续频繁密集出现,与传统的氧化铁皮压入形貌相似,但颜色上有明显区别,部分卷会呈现出不明显的周期性。

图1 镀前小白条形貌Figure 1 Appearance of white strip defect before plating

图2 镀锡后小白条形貌Figure 2 Appearance of white strip defect after tin plating
2 缺陷分析
对样片小白条部位进行脱锡处理,白条依然存在(见图3),于是排除镀锡工序。在脱脂机组跟踪马口铁基板,部分卷灯下侧视可见相同形貌的白条,遂断定为脱脂前产生。经过金相显微镜放大100 倍观察,白条处微观形貌非常类似于擦伤(如图4 所示),所以初步判断为轧机乳化液润滑不良造成的擦伤或乳化液斑迹。

图3 脱锡后小白条形貌Figure 3 Appearance of white strip defect after stripping of tin coating

图4 小白条处和正常部位的金相显微照片Figure 4 Metallographs of white strip defect and normal position
由于冷轧厂的2 台轧机都存在此缺陷,因此首先对2 台轧机的乳化液系统进行了全面清理,并对1 号轧机维持原乳化液厂家,2 号轧机更换新乳化液厂家。清理更换完毕后,通过后续跟踪观察,2 台轧机的小白条问题均未改善。于是排除乳化液润滑原因。
该缺陷在脱脂前发现,因此之前的工序都有产生可能。经查询相关资料[2],怀疑在酸洗工序中板面受到有机物污染。酸洗时热轧板表面被胶粒等点状有机物附着保护,由于边部锈蚀区域粗糙度大,增加了有机物附着的几率,酸洗无法去除该区域的氧化铁皮,经冷轧制后会形成白条形貌缺陷。经过现场查看,酸洗部分胶辊确实存在严重老化和裂纹。于是立即将所有存在问题的胶辊进行了整体打磨更换,并将有可能导致有机物污染的酸液、槽体、罐体进行了彻底清理。但从后期跟踪的效果看,小白条缺陷仍未得到缓解。
为明确小白条的产生机理,委托相关研究机构对缺陷部位进行扫描电镜(SEM)和能谱(EDS)分析,发现只是表面粗糙度存在异常,元素成分与正常部位对比无差异(见图5)。但从微观形貌看,缺陷处弥散分布着多处极微小的凹坑,每个凹坑形状不规则,像是自然腐蚀所造成(如图6 所示)。
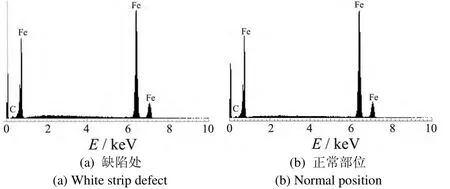
图5 缺陷部位与正常部位的表面成分分析Figure 5 Elemental analysis on the surfaces of white strip defect and normal position
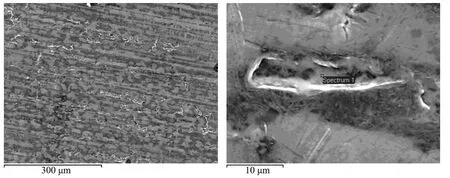
图6 小白条缺陷处的微观形貌Figure 6 Microscopic morphologies of white strip defect
在持续生产过程中,通过一系列的数据统计,发现小白条的严重程度与热卷存放时间呈现出一定的正相关性。为验证小白条与原料的直接关系,选取了4 卷存放时间较长的同批次原料进行外协加工试验,其中2卷外出酸洗、自己轧制,另外2 卷自己酸洗、外出轧制。经过脱脂工序跟踪,4 卷表面都有相同程度的小白条缺陷,从而证明了热轧原料本身存在的问题是小白条缺陷的直接诱因。
为深入探究小白条产生的原因,专门对存放1年以上的热卷原料进行跟踪,发现在酸洗后两侧边部有正视可见的发白色差区域,形状分布不规则,或疏或密,与小白条出现的位置特征相吻合(如图7 所示)。取样后用100 倍显微镜观察,白色区域内密集分布着细小的腐蚀坑(见图8)。基本确定小白条为该区域在轧制时被拉长所致。
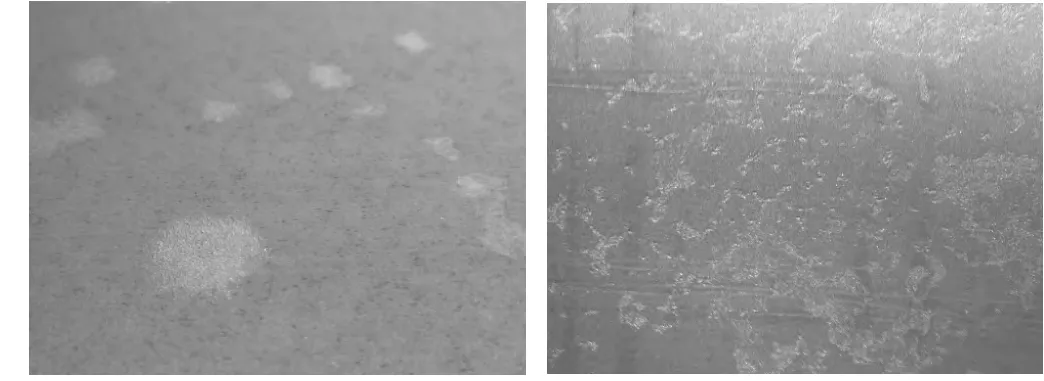
图7 存放1年以上的热卷酸洗后边部的发白现象Figure 7 Whitened areas at the edges of the hot-rolled plate placed over one year after pickling

图8 存放1年以上的热卷酸洗后的放大照片Figure 8 Metallographs of the hot-rolled plate placed over one year after pickling
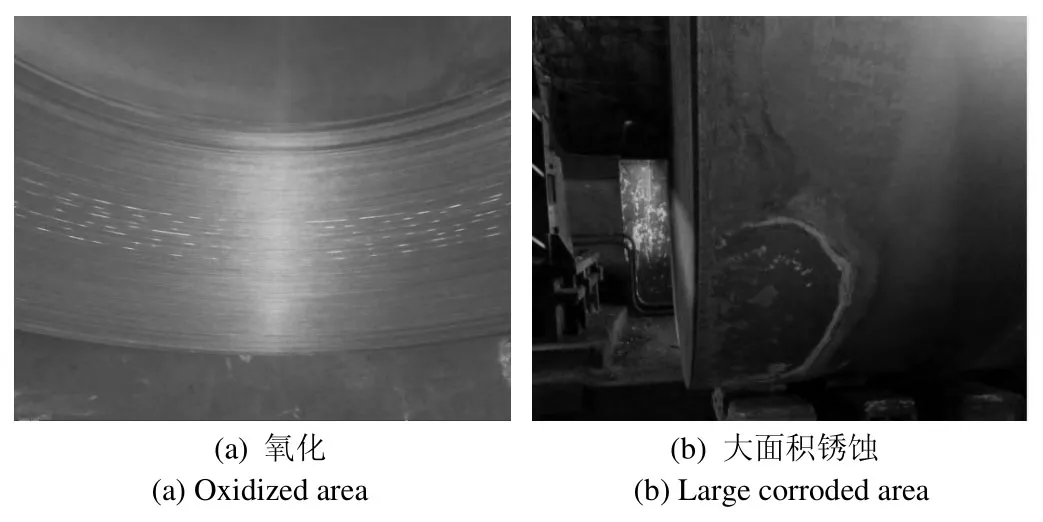
图9 热卷下方渗水区的锈蚀情况Figure 9 Corrosion at the water penetration area located at the bottom of hot-rolled plate
采购的热卷原料均在海边港口露天放置,所以表面容易腐蚀氧化,两侧边部区域由于处在富氧条件下,氧化程度也相对严重,而在钢卷两侧下方的渗水区,锈蚀尤其严重(见图9),这也与小白条总在边肋部出现及部分存在周期性的位置特征相吻合。热轧卷取温度通常高于500°C,并且卷取后冷却非常缓慢,在无人工干预的条件下,冷却到室温一般需要3 d 或更长的时间。在冷却过程中,发生4FeO → Fe3O4+Fe 的反应,促进了Fe3O4的生长、增厚,后期于潮湿环境中存放又发生4Fe3O4+O2=6Fe2O3的反应,使Fe2O3含量增多,形成红色氧化铁皮。这种氧化铁皮具有发达的菊花状交织形结构,当锈蚀到某种程度时,酸洗后便会形成麻坑区域。轧制后麻坑区域延展,从而在表面形成小白条状色差缺陷[3]。
3 解决预防措施
通过以上分析,锁定了小白条缺陷与热卷边部锈蚀的直接关系。为改善原料状况,专门配置了室内原料仓库,将所有购进的热卷由港口转移至室内存放,并按照先进先出的原则制定了一系列管控制度,把热卷的使用周期控制在3 个月以内。通过以上措施,基本杜绝了小白条缺陷的产生。
[1]国际锡研究所.镀锡板指南[M].周其良,译.北京:冶金工业出版社,1989.
[2]季思凯,薛菲.电镀锡板表面条状缺陷成因分析[J].物理测试,2010,28 (4):55-59.
[3]王银军,穆海玲,董汉君,等.SPHC 热轧带钢氧化铁皮难酸洗的原因分析及对策[J].电子显微学报,2006,25 (增刊):184-185.
