激光技术在光源电极中的应用
2014-11-18胡欣
胡 欣
(上海亚尔光源有限公司,上海 201801)
0 引言
灯内电极的焊接一直沿用传统的电极电阻焊接,该技术采用上下钨电极放电焊接,即将被焊工件压紧于两电极之间,并施以电流,利用电流流经工件接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合。由于受多种因素的影响,其焊接后的产品质量难以保证,而且焊接强度的一致性很差。其主要缺点有以下几方面:
(1)焊接电极接触面大,焊件位置不能保证,导致焊接的强度很不稳定。
(2)电极表面由于放电产生不平,需要经常修磨。电极废弃后会产生污染。
(3)经过烧氢处理后,焊点会有脱落现象。
(4)焊接小规格产品时,由于上下电极的挤压会造成产品的变形。
(5)焊接能量变化,导致产品发脆。
(6)单个产品焊接时间长。
(7)产品手工焊接,使用简单夹治具不能保证焊接的质量。
对于照明灯泡来说,电极是其电弧管的心脏,电极的结构、形状的设计、材料的选用、工艺的处理都会影响到灯的光电参数及使用寿命。为此对电极的深入研究和探讨必不可少,是制造高光效、长寿命、光色好的陶瓷金卤灯的关键。电极工作在一个密闭的电弧管泡壳腔体内,其两端工作温度在2 500~3 000 ℃之间,最高温度可达4 000~5 000 ℃,该温度与灯的燃点位置、镇流器种类、电压、电流等多种因素有关。
1 项目思路
随着激光技术的不断成熟和完善,高效、稳定、精密的激光焊接技术取代传统的电阻焊接已经不可避免。但是由于产品很小,精度要求高是摆在我们面前的难题。目前只有OSRAM、PHILIPS、GE 等少数几家公司能自主生产该类产品,满足自己公司的需要。为了达到世界一流的电极制造目标,我们开展了激光电极研究项目,使用国产的激光电极来满足市场的要求。
2 项目的主要内容
2.1 项目的技术创新点
采用高精度的激光焊接新工艺、新设备和精密模具、焊接技术,解决该类电极产品焊接、产品形位公差等工艺技术问题,为制备各种灯用电极开创了新的工艺技术路线。
2.2 激光的原理及特点
激光技术采用偏光镜反射激光产生的光束使其集中在聚焦装置中产生巨大能量的光束,如果焦点靠近工件,工件就会在几毫秒内熔化和蒸发,这一效应可用于焊接工艺高功率CO2及高功率YAG 激光器的出现,开辟了激光焊接的新领域。激光焊接设备的关键是大功率激光器,主要有两大类,一类是固体激光器,又称Nd:YAG 激光器。Nd(钕)是一种稀土族元素,YAG 代表钇铝柘榴石,晶体结构与红宝石相似。Nd:YAG 激光器波长为1.06 μm,主要优点是产生的光束可以通过光纤传送,因此可以省去复杂的光束传送系统,适用于柔性制造系统或远程加工,通常用于焊接精度要求比较高的工件。汽车工业常用输出功率为3~4 kW 的Nd:YAG 激光器。另一类是气体激光器,又称CO2激光器,分子气体作工作介质,产生平均为10.6 μm 的红外激光,可以连续工作并输出很高的功率,标准激光功率在2~5 kW 之间。
激光焊接的特点是:
(1)速度快,深度大,变形小。
(2)能在室温或特殊条件下进行焊接,焊接设备装置简单。例如,激光通过电磁场,光束不会偏移;激光在真空、空气及某种气体环境中均能施焊,并能通过玻璃或对光束透明的材料进行焊接。
(3)可焊接难熔材料如钛、石英等,并能对异性材料施焊,效果良好。
(4)激光聚焦后,功率密度高,在高功率器件焊接时,深宽比可达5 ∶1,最高可达10 ∶1。
(5)可进行微型焊接。激光束经聚焦后可获得很小的光斑,且能精确定位,可应用于大批量自动化生产的微小型工件的组焊中。
(6)可焊接难以接近的部位,施行非接触远距离焊接,具有很大的灵活性。尤其是近几年来,在YAG激光加工技术中采用了光纤传输技术,使激光焊接技术获得了更为广泛的推广和应用。
(7)激光束易实现光束按时间与空间分光,能进行多光束同时加工及多工位加工,为更精密的焊接提供了条件。
保证激光焊接的质量,也就是激光焊接过程监测与质量控制是一个激光利用领域的重要内容,利用光电等各种传感器,通过电子计算机处理,针对不同焊接对象和要求,实现诸如焊缝跟踪、缺陷检测、焊缝质量监测等项目,通过反馈控制调节焊接工艺参数,从而实现自动化激光焊接。
2.3 实施与解决
2.3.1 激光器的选择
高精度的激光发生器是必需的。由于焊接所需要的功率不大,我们选择了焊接精度较高,并能通过光纤传递的YAG 激光器。该类激光器也被广泛运用在电子、汽车等领域。
2.3.2 焊接参数的选择
由于产品的尺寸又细又短,最小的产品直径只有0.2 mm,厚度只有0.03 mm,这给我们的焊接制造了很大的困难。怎么才能将这么细、薄的材料焊接到一起呢,我们试验了很多厂家的激光设备,以及不同的焊接参数,不一样的焊接位置等,最后我们找到了THM 公司高精度的激光焊接设备,同时采用直径为0.2 的光纤两点焊接,保证产品的一致性、配合尺寸和焊接强度的要求。技术研发人员通过自主研发、设计,历时一年摸索得到的这些工艺、设备,再加上公司稳定的质量控制,从而确保了产品的质量。
对于半成品钨弹簧和钨芯棒的要求来说,也需要有一个大的提高,才能满足高速的激光生产需要,我们进口了一些弹簧绕制设备,加强了上述产品公差的控制,为激光焊接创造良好的条件。
为了防止产品在焊接过程中的氧化,我们选择了多种的保护气体,如氮气、氦气、氩气、不同比例的氢氮混合气,最终我们选择到了合适的保护气体。
2.3.3 加工的设备
采用激光焊接工艺,将半成品钨弹簧和钨芯棒装入自动化设备后进行焊接,焊接成产品形位公差不大于+/ -0.003 mm,平整度误差不大于0.03 mm,焊接强度大于2.5 磅,产品无过焊、氧化现象。
电极激光自动焊接属于熔融焊接,其优点:
(1)控制激光能量稳定,产品焊接一致性好,质量得到保证。
(2)不需使用焊接电极,没有电极污染或受损的顾虑。且因不属于接触式焊接制程,产品的耗损及变形可降至最低,最大程度保证了产品的一致性。
(3)激光束易于聚焦、对准及受光学仪器所导引,可放置在离工件适当之距离,且可在工件周围的机具或障碍间再导引,能精确的对准焊件。
(4)电脑控制,可以切换装置将激光束传送至多个出射头。
(5)焊接后两个物品相互熔融,强度好。
设备原理:该设备是由激光发生器和主设备两部分组成的,其生产运行的速度达到25 只/分钟。激光由发生器内的钕(Nd)为激发元素的钇铝石榴石晶棒(Nd:YAG)产生1~8 kW 的连续单一波长光束。其激光波长为1.06 um,通过多道柔性光纤连接到激光出射头。电极和芯棒在主设备上进行装配后,运行到特定的工位由激光进行焊接。其中焊接的参数经过大量试验的数据积累,可以保证电极的焊接强度,弯折强度,焊道无气孔及脆化现象。焊接过程中有CCD设备进行全程监控,可以及时发现各类问题。焊接好的产品自动落料,节约了人工。设备是与日本公司共同开发的,生产效率达到25PCS/Min,且产品质量稳定。目前已经有两台设备(图1)在生产,为公司取得了大量的经济效益。
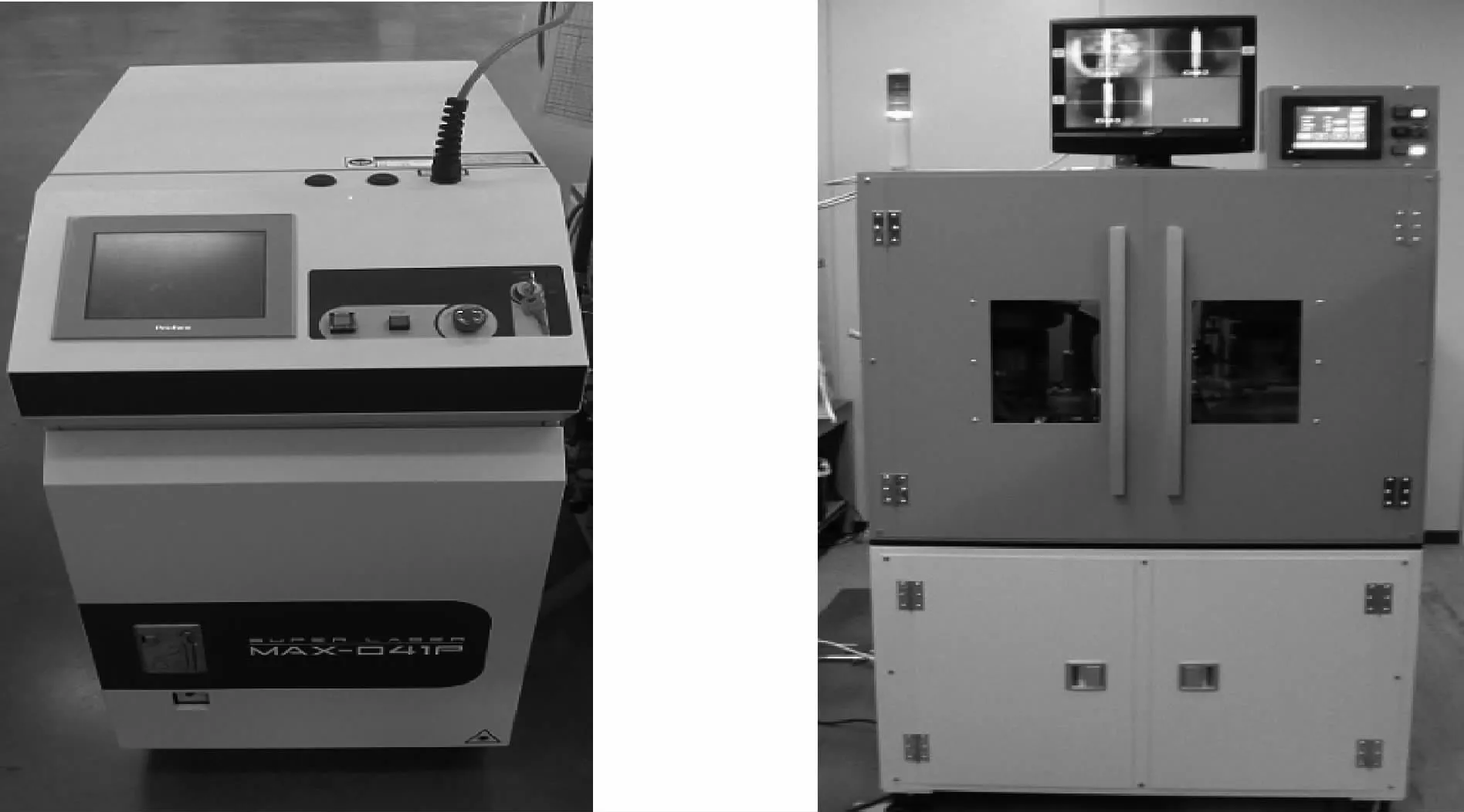
图1 激光加工设备
2.3.4 产品种类
产品种类见表1。
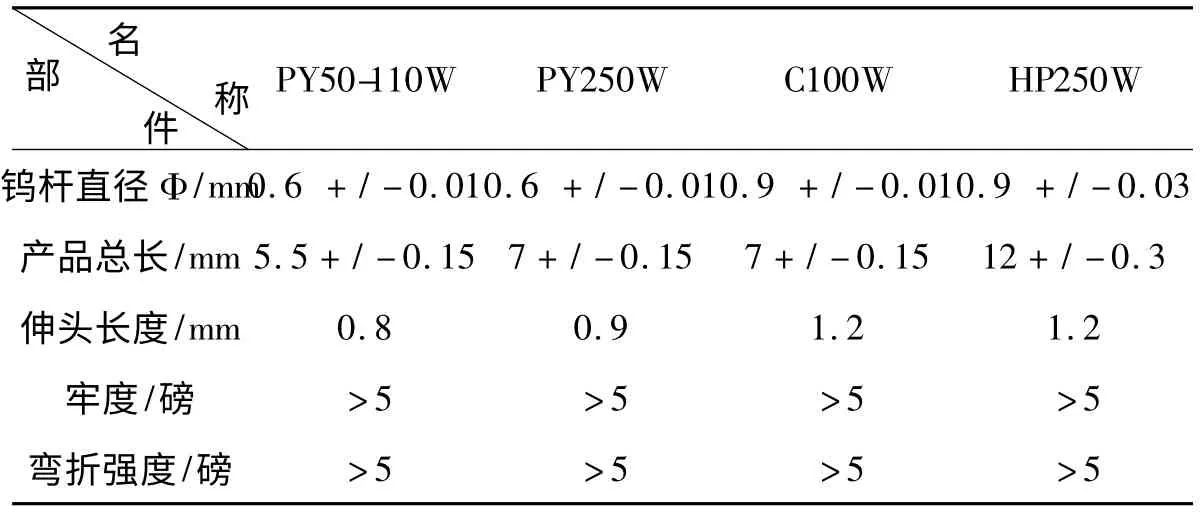
表1 不同种类的部件规格
2.3.5 项目的经济效益和社会效益
(1)现已得到了包括美国GE 公司、美国SALVANA、荷兰飞利浦、亚明等多家国际、国内供应商的认证,获得了大量的订单,同时又填补了国内电极激光焊接生产的空白,打破了只有少数几个欧美国家能够生产该产品的技术壁垒,为国内的照明行业电极生产起到了推动作用。
(2)通过研发人员的努力,该产品正在申请多项专利。由于电极自动激光生产,企业年增加销售1 200 万元,利润增加260 万元,增加税收46 万元。目前粗略估算,公司电极的市场占有率达到80%以上,可以说已经占有了国内的市场。
3 小 结
绿色照明的发展对缓和我国能源紧张的状态,减轻污染是十分重要的,也得到了国家各项政策的大力扶持。本项目即电极激光焊接,是在现有激光技术不断成熟和完善的基础上,采用高精度的激光焊接新工艺、新设备和精密模具、焊接技术,解决该类电极产品形位公差等工艺技术问题,开发出了新型的电极焊接方法,该方法为制备各种灯用电极开创了新的工艺技术路线。项目取得了巨大的成功,赢得了国内外的大量客户,取得了良好的经济效益和社会效益。同时该产品市场需求量大,发展前景良好,特别是国外的市场还有很大的潜力。同时我们会继续加大科技投人,加大研制开发力度,进行汽车金卤灯电极的开发,以适应国内外光源市场的需求,尽快赶超国际先进水平。
[1]周太明,周详,蔡伟新.光源原理与设计[M].2 版.上海:复旦大学出版社,2006
[2]曹国凤.激光加工技术[M].2010
[3]陈彦宾.现代激光焊接技术[M].科学出版社,2005
[4]李产安.陶瓷金卤灯电极的设计与研究[J].中国照明电器,2008(2)
[5]杨正名,蔡国生,张明,高光义.陶瓷金卤灯的发展及关键技术[J].中国照明电器,2007(1)
[6]高鸿磊,诸定昌.陶瓷金卤灯的生产工艺[J].中国照明电器,2006(1)