一种PLC变频升降故障的分析与解决
2014-11-16段自强田鸿志丁力强王爱雷
段自强 田鸿志 丁力强 王爱雷
(1.河北钢铁集团 邯钢一炼钢厂,河北 邯郸 056000;2.河北钢铁集团 邯钢自动化部,河北 邯郸 056015)
1 问题的产生
由于炼钢厂铁水预处理喷枪在使用中经常发生不确定性停机故障,到生产造成重大影响,为了减少停机事故,提高产品质量和产量,因此来解决此问题
2 问题概述
铁水预处理喷吹流程如下所示:
(1)2级HMI输入工艺参数,运行模型得到所需的剂量;(2)目标值转入一级PLC,点击开始,喷枪下降至铁水液面上方500mm时开始用170Nm3/hr的氮气对喷枪嘴进行数秒吹扫;(3) 吹扫后,喷吹石灰开始,同时喷枪下降到最低位(距铁水罐底300mm);(4)喷枪到达最低位后,镁—石灰复合喷吹开始并持续进行;(5)镁粉喷吹完毕,依据模型设计继续喷吹额外的石灰;(6)喷吹一定数量的石灰后,喷枪嘴提升到铁水液面上方500mm;(7) 氮气清扫开始,清扫时的氮气流量约170Nm3/hr,进行3次开/关;(8)然后氮气阀门关闭,喷枪提升到停枪位;(9) 操作人员对喷枪嘴进行检查判断能否进行下一次喷吹;(10)正常情况下喷枪寿命约为500分钟。
通过对工艺流程的了解,经多炉次观察和统计,问题集中表现为:喷枪离开吹扫位向喷吹点下降时开始喷吹粉剂时,枪体稍有下降报故障停车;喷吹结束,升至吹扫位完成吹扫后提出平台时,枪体稍有上升报故障停车。综合统计情况,以上情况非炉炉发生,出现概率约为25%,并且维护模式手动控制下,并不出现。故障情况下,因连锁信号喷枪无法提出、铁水车无法开出,若强制开车,将报废喷枪,直接威胁生产连续。
3 问题的分析和方案的确定
根据统计现象经过讨论后分析,可以结合维护模式下的多次升降停止等试验,初步判断单体设备运行正常;针对故障发生点集中于吹扫点附近,检查喷枪位置编码器及其反馈信号也未发现异常,用全新编码器进行更换后再次试车,仍然会不定次发生这类故障。此时,向外方设计和工程技术人员进行求助,得到的回复是已经调试完成,试用期间运行正常,可能是变频器本身的毛病,不属于其服务范围。
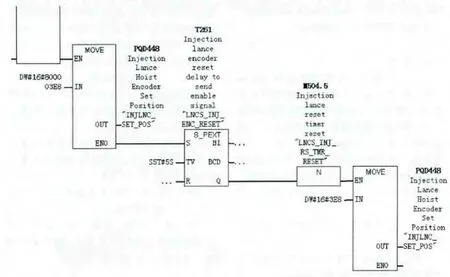
图1 计算和确定延时程序图
三座工位都出现相同的故障,并不能直接断定是变频器本身的问题,我们再次对图纸、接线、信号、变频器参数细致的排查未发现问题后,决定对尚未质疑的程序进行检查。程序上,喷吹点只是一个位置信号,由编码器提供,喷吹点反馈信号到达后输出变频器停止信号,然后变频器停车,程序上并没有问题,测试I/O信号正常。大家再次分析,觉得不经常发生,故障点集中在一个位置,动一下就停,会不会是位置信号和传动之间配合上存在不足,再次查看程序,果然发现如果PLC输出了变频器启动信号后,如果枪位没有发生变化或变化太小,将超时并提示变频器外部故障,现象就是故障停车,所以可以在程序上加入一个小的延时,调整变频器斜坡、抱闸开启等参数,避免变频器启动时间差造成编码器位置信号变化慢或变化小,从而避免此故障的发生。对编码器反馈喷枪位置,增加延时程序,其中计算和确定延时程序进行修改如图1所示。
4 方案的实施和效果
对以上分析和方案进行实施,经过对程序修改增加延时模块、优化变频器斜坡时间等参数,然后进行试用,多炉次生产统计显示,此故障再次发生次数为0,故障圆满排除,经1年的试用,至今未再发生。问题得到解决。
结语
通过改进外方原有控制程序,在编码器位置参数反馈至PLC到PLC向变频器发出动作启动信号直至变频器驱动动作开始之间,预设延时并根据实验调整时长;同时优化变频控制参数,调试和使用后圆满解决,动作平顺,位置准确。该问题的解决要点:对编码器位置反馈信号进行合理延时,适配变频器斜坡等参数。
[1]段刚.PLC与变频器应用技术项目教程[M].北京:机械工业出版社,2010.
[2]达涅利铁水预处理功能书[Z].
