伊拉克内燃动车组刚性夹具控制变形技术研究
2014-11-12周得刚张世欣
姜 志 周得刚 张世欣
(1.南车四方车辆有限公司,山东 青岛 266111;2.南车青岛四方股份公司,山东 青岛 266111)
0 前言
伊拉克内燃动车组转向架是公司在借鉴以往轨道车辆转向架的的基础上,为出口伊拉克而专门设计的具有自主知识产权的转向架,转向架最高运行速度为160km/h。
焊接构架为转向架主要的承载机构,其焊接质量直接影响转向架的使用性能,此组转向架设计新颖、结构复杂,给焊接工艺带来了全新的挑战。
1 侧梁结构及制造工艺
1.1 侧梁结构
伊拉克内燃动车组侧梁俯视图呈张开的Y字型见图1,且梁体重心偏一侧,而其它侧梁重心在梁体中心线。

图1 伊拉克内燃动车组侧梁示意图
1.2 侧梁焊接材料
焊接构架采用的钢板材料为Q345C,其成分参数见表1。

表1 Q345C化学成分元(%)
材料屈服强度:≥345Mpa(厚度16mm以下);
抗拉强度:470~630Mpa;伸长率:20%。
焊接采用的焊丝为镀铜低合金钢气保焊丝(CHW-50C6)、焊条。
1.3 侧梁内筋焊接难点
侧梁内筋焊接是侧梁多步焊接的第一步,此处焊接变形大小直接影响到后工序的工序设置,调修量大小影响到整个侧梁焊接生产的效率。
1.3.1 既有侧梁内筋焊接方法
侧梁内筋焊接遵循从中间向两端的焊接顺序,先焊接管路组成焊缝,再焊接筋板焊缝及立板长焊缝。为方便内筋焊缝焊接,将侧梁装夹于侧梁一轴焊接转胎上焊接,通过转胎来调整内筋各焊缝的焊接位置。
1.3.2 焊接出现的问题
因侧梁内部筋板较少及它的偏心特性,在转胎转动的焊接过程中,由于侧梁自身重力的原因在焊接熔融过程中很容易引起侧梁的扭曲变形,表2为内筋焊接完后的几个尺寸项点记录。
2 刚性固定夹具设计及应用
从第2节描述中可以看到,侧梁焊接扭曲变形的原因在于偏心的梁体在焊接熔融过程中作用于焊缝引起变形。
针对以上情况我们设计内筋焊接刚性夹具,如图2。夹具主要用几个支撑梁来分散梁体的重力分布,通过5个顶紧装置及2个压紧器来固定侧梁,使之与整个刚性夹具形成一体,减少因转胎转动和梁体偏心而引起的受力不均,刚性固定夹具在转胎上装夹如图2。

表2 内筋划线尺寸 单位:mm

图2 刚性固定夹具装夹
采用刚性夹具后,对侧梁内筋焊接后进行检测,从图3中可清楚看到,使用刚性夹具焊接前、后梁体变形量变化明显,采用刚性夹具后变形更小。
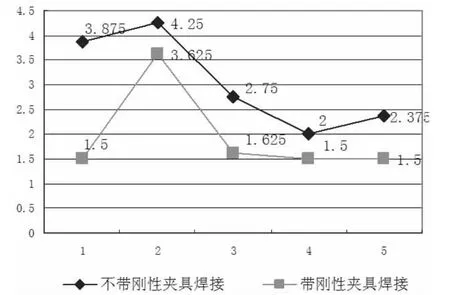
图3 焊接变形对比
3 结论
通过侧梁划线尺寸对比,可以知道使用刚性夹具进行伊拉克内燃动车组侧梁内筋焊接,有效的控制了焊接后梁体的扭曲、两端偏移等变形,减少了后续调修工序的工作量,提升了侧梁焊接、调修的效率,减少了整个转向架的作业周期。
[1]陈祝年.焊接工程师手册[M].机械工业出版社,2002,1.
