工业镍200管焊接
2014-11-09赵晨阳
赵晨阳
(山西省工业设备安装有限公司,山西太原 030012)
1 概述
Ni200管道含镍量大于99.6%,广泛应用于制碱、氯碱、水处理等行业。焊接方法不当易产生焊接热裂纹、焊接气孔未熔合和成型差等焊接缺陷。通过现场制作专用惰性气体保护工具,小电流、快速度的焊接方法,可以达到良好的焊接效果。
2 工艺原理
镍管道焊接采用手工钨极惰性气体保护焊(GTAW)焊接工艺。通过焊接前对环境控制,坡口形式检查,焊口清理;焊接中管道内外充氩气保护,直流正接手工氩弧焊,焊缝层间温度控制;焊后通氩气延迟保护,焊接无损检测,保证镍管的焊接质量。适用于φ125×6.55以下镍200管道。
3 操作要点
3.1 施工准备
1)施工环境准备。管道预制应安排在专门厂房内,环境整洁,温度高于18℃,通风良好,照明充足,合理划分材料堆放区、加工区、半成品、成品堆放区、氩气存放区、焊机、工具存放置区,除钛管预制所需材料外,不得堆放其他材料。室外作业风速大于2 m/s时应搭设防风棚,雨天、雪天作业采取防护措施。
2)电焊机准备。ZX7-400型逆变式高频氩弧直流弧焊机一次线加装CJX2-63交流接触器,通过引到氩弧焊枪处的控制开关高频引弧,避免焊枪与工件接触引弧,杜绝引弧过程产生焊接缺陷。
3)组对平台制作见图1。使用带木制鞍座的1 500×500×1 000(H)组对平台,铁制鞍座衬不锈钢板,可视管道组对形式组合使用。

图1 组对平台
4)管道堵板制作。管道堵板使用δ30 mm海绵,如图2所示。
5)拖曳罩制作。拖曳罩使用DN20~DN80黄铜管制作,内填100目黄铜网保证氩气流速均匀,如图3所示。
3.2 管道焊接
1)管道下料编号。管道下料按照管道预制单线图中自由段管道编号尺寸下料。管段表面用中性记号笔标明管线号和管段编号。管道切割使用等离子,管道与阀门、设备管口连接采用环法兰,法兰短管与管子中心线垂直度允许偏差1 mm。2)管道坡口清理。用φ125磨光机轮将坡口边缘100 mm范围内的氧化物等清除干净,再用丙酮对已处理好的表面进行清洗,用保鲜膜将已处理好的表面包好,防止二次污染。填充焊丝也应按上述方法清洗。3)管道组对。管道组对在专用平台(如图1所示)上。管道错边量可用鞍座压力调整,加力时,严密监视管道直径变化,卸力后,管口直径符合规范要求。4)焊接工艺。a.焊接工艺参数如表1所示。b.焊接作业均应在氩气保护下进行。管道内充氩保护如图2所示,焊口背部用图3拖曳罩充氩保护,采用焊炬喷嘴保护熔池,喷出的氩气应保持稳定层流。保护区应提前充氩,排净空气,并应保持微弱正压和呈流动状态。c.焊接方法。定位焊:焊缝长度为10 mm,高度不超过2 mm~4 mm。定位焊不得有裂纹、夹渣及氧化变色等缺陷。定位焊后应及时施焊。正式焊接时,一名焊工施焊,两名技工配合,管道加堵板,内部通氩气保护焊口背面,一名技工负责氩气瓶开关,另一名手持拖曳罩,对焊缝尾部及热影响区进行同步跟踪保护。起弧时,焊炬应提前送气,并采用高频引弧;喷嘴与焊口夹角70°~80°,焊丝与焊口夹角15°~20°,焊丝摆动,摆动参数焊工自己掌握,焊接速度20 cm/min~25 cm/min,弧坑必须填满;熄弧时,手工控制氩气保护时间,一般延迟保护喷嘴2min~5min,尾部5 min~10 min,背面5 min~10 min。焊口部位采用湿布冷却。焊接结束后,管道内的堵板、白布、氩气带等物品应及时清理干净。
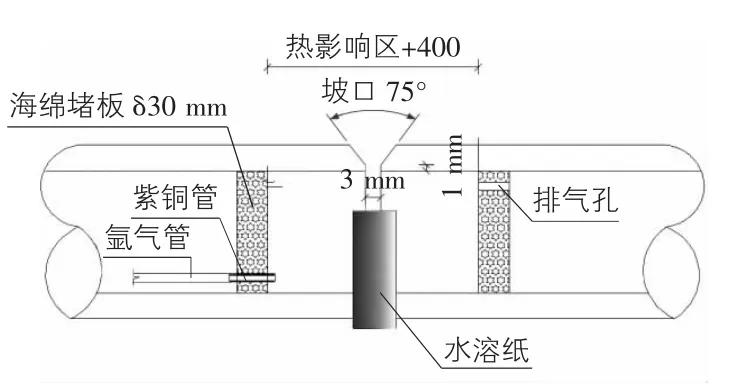
图2 管道堵板
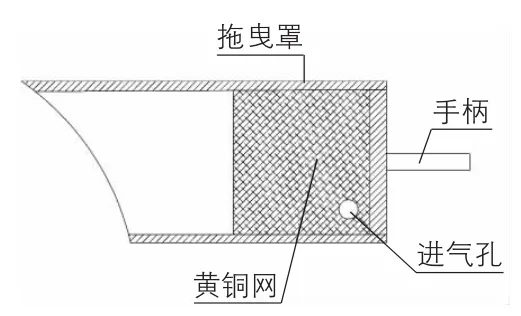
图3 拖曳罩
3.3 焊缝射线检测
1)管道焊接完毕后,及时进行X射线检测,检测比例100%。检查结果符合设计及JB/T 4730承压设备无损检测要求。2)无损检测应及时统计焊接合格率,以便分析原因,采取相应措施。
3.4 管道压力试压

表1 焊接工艺参数选择表
管道组装完毕后,根据设计要求进行压力试压,试验结果符合设计及GB 50235-2010工业金属管道工程施工规范要求。
4 工程质量控制标准
工程质量控制标准有:GB 50235-2010工业金属管道工程施工规范;GB 50184-2011工业金属管道工程施工质量验收规范;GB 50236-2011现场设备、工业管道焊接工程施工规范;GB 50683-2011现场设备、工业管道焊接工程施工质量验收规范;JB/T 4730承压设备无损检测。