三门AP1000核电项目预埋件施工质量控制技术
2014-11-09赵建忠
赵建忠 武 伟
(国核工程有限公司,上海 200233)
1 概述
作为预埋在混凝土中的构件,预埋件是用于外部结构、设备基础安装固定的锚固件。预埋件大多由金属制造,在工业与民用建筑中应用十分普遍[1,2],在三代AP1000核电站中应用范围也很广泛,安全壳厂房、辅助厂房、附属厂房等厂房施工中均需安装大量的预埋件,为后续的土建施工、管道和电气支架以及设备等物项安装提供了重要的连接支撑,是实现连接物项与土建基础牢固连接进而实现物项应有功能的重要组成部分。预埋件施工对整个工程的质量、工期的影响很大,其位置设置和强度都是影响建筑工程质量的主要因素[3]。本文结合AP1000核岛预埋件设计特点和三门核电核岛建设中的施工经验,探讨AP1000核岛预埋件施工质量控制技术要点。
2 AP1000核岛预埋件设计特点
AP1000核岛的预埋件图纸量约占整个核岛设计土建图纸量的15%,其中辅助厂房和附属厂房的预埋件最多,安全壳厂房的预埋件设计要求最高。预埋件的结构形式主要有:预埋钢板和预埋螺栓。设计上发布的通用预埋钢板规格有32种,预埋螺栓有22种,此外还有一些规格、材质有特殊要求的预埋件,这些预埋件多分布在安全壳厂房,制作工艺较为复杂,常用来支撑重要的设备。核电厂设备安装要求精度较高,进而对预埋件的安装要求也较高。
2.1 预埋钢板
预埋钢板(以下简称“预埋板”)主要是由钢板和在其上焊接的锚固件共同构成的一种预埋板件。在AP1000核岛中,除结构模块上的预埋板(又称“OLP”板)外,预埋板共有两种结构形式,分别为带锚固钉的预埋板(HA型,板面材质为ASTM A36,见图1a))和带锚固钢筋的预埋板(DWA型,板面材质为ASTM A572,见图1b)),根据结构形式不同,HA型预埋板共有18种,DWA型预埋板有14种。
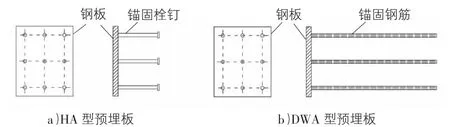
图1 HA型和DWA型预埋板构造示意图
2.2 预埋螺栓
预埋螺栓螺杆材质为ASTM F1554,螺帽材质为ASTM A563。螺栓底部设有方形锚固板,材质为ASTM A36,以便在混凝土中起到有效的锚固作用。根据结构不同,预埋螺栓也分为两种类型,分别为不带套筒预埋螺栓(TYPE1型,见图2a))和带套筒预埋螺栓(TYPE2型,见图2b))。根据螺栓直径和长度不同,共有11个尺寸等级,22种规格。
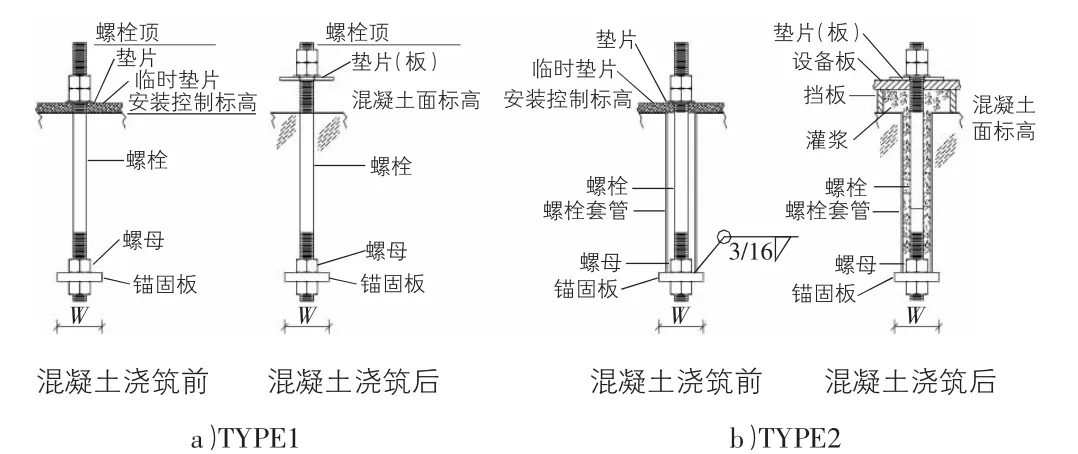
图2 TYPE1和TYPE2型预埋螺栓构造示意图
2.3 预埋件分类
在AP1000核岛建设中,可将预埋件按照使用目的划分为以下几类:
1)土建结构用预埋件:主要用来安装钢梁、角钢、门框、防火墙及活动地板支架等钢结构构件。
2)管道支架用预埋件:布置在厂房里的管道(风管和水管)支架结构需固定在预埋件上。由于要承受较大的动荷载,此类埋件一般较大,且多采用DWA型预埋板。
3)电气支架用预埋件:电气托盘一般较大无动荷载,因此其电气支架所用的预埋件较小,多采用HA型预埋板。
4)模块用预埋件:对于CA20,CA01和CB系列等墙体结构模块,多通过与预埋板焊接的方式来连接固定结构模块。还有一批楼板模块,如CA22,则要放置在预埋板上焊接的角钢或牛腿上。
5)设备用预埋件:设备主要通过与预埋件的连接,固定到厂房主体结构上。对于核岛中的一些大型设备,如压力容器、稳压器等核级设备,其连接所用的预埋件的结构形式是特殊的,安装要求也较严格。
3 AP1000核岛预埋件施工质量控制
3.1 施工方式
在AP1000核岛建设中,预埋件施工工艺流程可分为:1)图纸准备;2)下料加工;3)出厂验收;4)测量定位;5)校对尺寸和位置;6)安装固定;7)支模板并浇筑混凝土;8)养护与拆模;9)检查施工质量;10)修补处理(如有)。但由于AP1000核岛预埋件安装数量多、类型多,部分形状较大,且墙、板钢筋密度大,使得预埋件有效安装空间小,常与其他物项相碰撞。尤其是DWA型预埋板,由于锚筋由美标钢筋代换成国标以后,锚固长度由686 mm变为814 mm,现场施工较为困难。原则上预埋件应在主体结构钢筋施工完成后进行安装,并根据厂房结构分层分段情况,按照施工进度进行有组织的流水作业。安装固定是预埋件施工中的一个重要环节,不同位置和不同大小的预埋件,其选用的固定方法也不同。预埋件安装前,应先支设有足够刚度和稳定性的固定支架,在支架上标注相对标高点,底部应焊接可靠,且必须自成体系。若预埋件尺寸较小,可将其直接绑扎在主筋上;对于面积大的预埋板,除用锚筋固定外,还要在其周边设置限位附加钢筋,防止预埋件移动,安装示意图见图3。对于预埋螺栓,由于安装精度一般要求较高,需用角钢固定,并用附加钢筋形成的支架支撑,以防止螺栓移位,其安装固定示意图见图4。
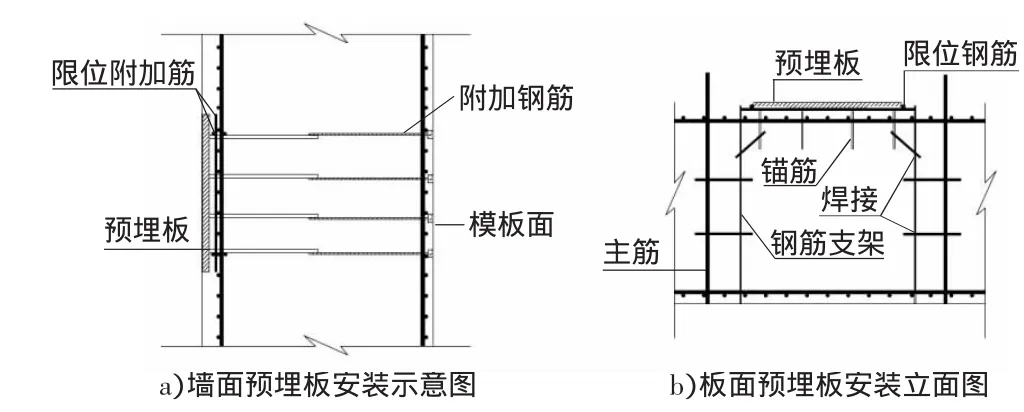
图3 预埋板安装固定示意图

图4 预埋螺栓安装固定示意图
在预埋件安装固定完成后,应组织对其安装质量进行验收,验收合格后支模板并浇筑混凝土。混凝土养护完成后,拆模和复检预埋件。
3.2 预埋件施工质量控制要点
3.2.1 施工技术准备
前期准备中,要充分理解和审核预埋件设计图纸,重点检查图纸上是否有开口项、图纸错误以及埋件类型和位置等信息是否完整。结合连接构件相关图纸,检查预埋件大小、位置和数量是否满足后续安装要求。要重点解决前期图纸中可能影响预埋件安装的问题,并在此基础上制定安装作业施工方案、质量计划和措施。特别强调的是,在施工技术准备过程中,要和其他专业如管道、通风、电气和设备专业技术人员充分沟通,准确理解设计意图,尽量避免预埋件遗漏。
3.2.2 加工制作质量控制
预埋件加工前,应首先了解其类型和数量,然后按设计要求制作,制作完成后对其进行标识,标明预埋件所用子项编号、工程部位及规格等。预埋件的原材料须使用设计指定的产品,加工前应检查其合格证,并进行必要的成分分析及性能试验。钢筋的调直下料以及钢板的划线切割需根据图示尺寸认真实施。钢板应使用大型裁板机切割,禁止使用氧气焊烧切。此外,预埋件的焊接质量还关系到其结构受力的稳定性,当焊接质量不能满足设计要求时,可能会导致锚筋脆断等质量问题,最终影响到结构的安全,因此焊条、焊剂型号和焊缝高度、宽度都应满足设计要求。在焊接工艺评定合格后方可开始焊接工作,且应进行探伤试验,以保证焊接质量。
预埋件制作完毕后应提交产品质量验收单、所用材料的质量证明书和试验报告、NDE检测报告等,并应指派专人核对规格、形状、几何尺寸和数量是否一致后按预埋件使用先后顺序进行运输,在指定地点按标识分类堆放。预埋件堆放不宜过高,且应保证埋件堆间宽度不小于0.5 m。在加工、制作、运输、吊装过程中一定要保护好预埋件成品,防止给后续施工增加难度。
3.2.3 现场安装质量控制
成立预埋件安装管理小组,组建技术力量成熟的安装队伍。在安装前,由管理人员和技术人员向具体施工人员进行安全和技术交底,使每一个施工人员都能熟知预埋件的作业规程、施工工艺、吊装要点等安全、技术和质量要求。
预埋件的安装质量还主要来源于测量的控制,所选测量仪器的各种参数必须符合工程测量的精度要求。施工前,应逐一对预埋件安装位置进行放样,轴线及标高定位点须设置在固定物件上,做好明显标志,防止人为破坏。预埋件起吊过程中,应始终保持水平状态,不发生倾斜、摇晃现象。现场应完善安全防护设施,搭建吊装平台及周边防护栏杆,确保施工人员的施工安全。对于大的预埋件采用吊车一步吊装到位,及时安装。对于小的构件吊车吊到位后人工采用手拉葫芦定位,焊接或是铆接牢靠。
预埋件安装时,锚筋不应中止在保护层内,且设置在主筋内侧,板面不应凸出于混凝土表面。预埋件就位后,进行位置校正,偏差须符合设计规定。对某些由于客观原因造成确实无法达到设计要求的情况,应及时和设计方联系协调解决。
3.2.4 混凝土浇筑过程中的质量控制
为防止浇筑后表面被混凝土浆所覆盖,预埋件安装前应在其四周贴海绵条或双面胶,确保与模板结合紧密。在预埋件附近浇筑时要对称均匀下料,小心谨慎振捣,尽量做到附加应力最小。混凝土倾倒高度要高出预埋件表面,使混凝土与其充分接触,不发生空鼓;浇筑时,预埋件易受到外界因素的干扰,应边振捣边观察,及时校正预埋件位置,避免产生过大位移。对于特大预埋件,需在板面上钻振捣孔用来振捣混凝土,但开孔的位置及大小不能影响预埋板的正常使用。
3.2.5 成品质量控制
浇筑完成后,需加强养护,防止混凝土产生干缩变形引起预埋件内空鼓。拆模后应对表面有灰浆的预埋件进行清理,按要求对外露部位涂刷防锈漆,并重新进行标识。所有预埋件都应进行复检,重点复核规格、型号是否正确,位置、高程是否符合图纸要求。要及时做好对预埋件的成品保护,避免撞击、泡浸、电焊飞溅、火烤等对其造成损坏,并根据设计要求作好防腐和保养措施。
3.3 加强预埋件施工质量的管理协调措施
精心的施工管理和严格的技术措施是保证预埋件施工质量的有力措施。对预埋件施工这一重要环节,应根据总体施工计划完成图纸审核、作业方案编制、埋件交付和安装等工作。埋件安装过程中,所配备的专职安全管理人员及技术人员,要和现场施工人员建立有效的沟通渠道,全过程指导监督预埋件安装。对于和管道、洞口和密集钢筋产生位置冲突的埋件,要早发现早处理,要充分利用钢筋的可调整性,来保证埋件的精确就位。
4 结语
预埋件安装是三代核电AP1000核岛建造过程中土建工作的一个重要的施工活动之一,是一项复杂又细致的工作,对建筑物的结构安全有很大的影响。本文结合三代核电AP1000建设经验,介绍了AP1000核岛预埋件设计特点和预埋件的现场施工方式,重点分析了预埋件的施工质量控制技术要点,可为其他类似项目提供参考。
[1]李泽源.对工程预埋件施工工艺的探索[J].水利科技与经济,2008(10):849-850.
[2]白 天,寇民道,刘永涛.大型工程预埋地脚螺栓及预埋件施工要点[J].河南建材,2009(4):138-139.
[3]戚海刚.保证钢结构预埋件预埋施工质量的探讨[J].山西建筑,2007,33(2):240-241.
