关于符合现行GMP的无菌原料药车间设计探讨
2014-10-31张旭云胡大文
张旭云 胡大文
(中国医药集团联合工程有限公司上海分公司,上海 200235)
2010版GMP大幅提高了对无菌药品生产的控制要求,同时,按2010版GMP的实施要求,2014年开始无菌药物必须全部按照现行GMP的要求进行生产,2012年到2013年间,和无菌制剂生产线的改造一样,笔者也完成了几个无菌原料药车间的设计改造项目。尽管无菌原料药的验收由属地省、市局验收,国家局统一发证,但由于相对制剂较为成熟的工艺和设备生产线而言,无菌原料药的生产相对复杂一些,除了环境的洁净要求外,对设备及管道的清洗和灭菌设计,物料、工器具及内包材转运均有不同于制剂生产的要求。下面结合已完成的几个项目设计经验及验收过程中检查官员的关注点和着眼点,归纳一些要点和大家探讨。
1 无菌原料药主要工艺流程
无菌原料药生产中通常从最后一步溶解脱色反应开始,然后纯化精制、结晶过滤、干燥、混合(可选项)、称量包装、贴签入库。
通常生产工艺方块流程如图1所示。
2 车间设计要点
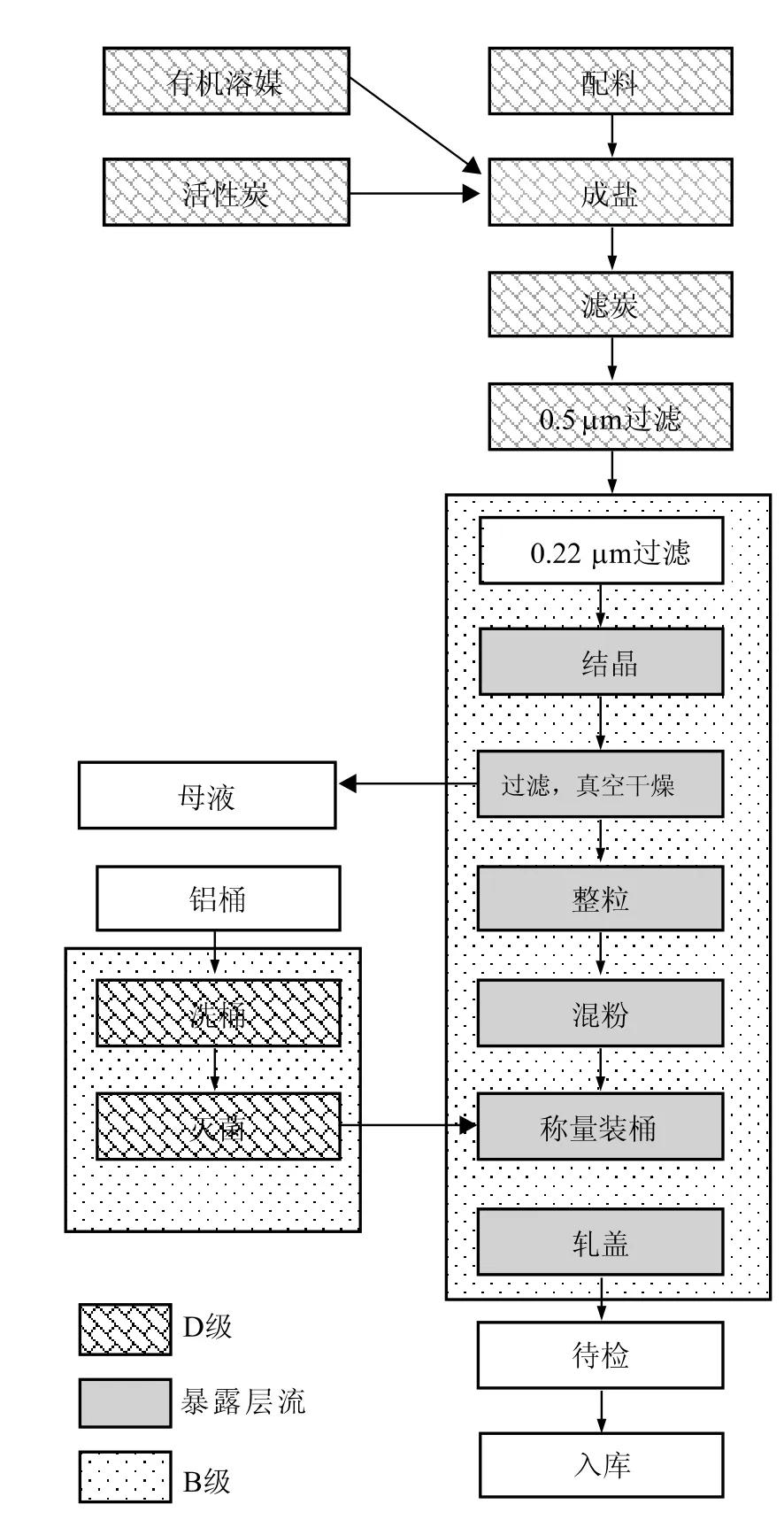
图1 无菌药生产工艺方块流程图
由于反应及结晶工段多使用有机溶媒,因此,无菌原料药精制车间布置通常分防爆生产区和非防爆生产区,区域间按规范作严格分隔。在无菌原料药精制车间设计中贯彻模块化设计理念,实现物料密闭流程系统,以达到无菌原料药无菌生产的要求[1]。综合无菌原料药制剂车间生产工艺流程和布置的特点,在设计中可将生产工艺分为下列模块着重设计:①反应及纯化区;②重结晶、过滤干燥区;③分装区;④其他。下面就设计要求及现场检查的部分关注点分别论述。
2.1 反应及纯化区
该区既实现最后一步反应,同时,又实现产品精制过程(通常工艺是加入活性炭脱色精制)。因后续重结晶通常设为B级区,所以该区按无菌原料药精制要求应设为D级。设计须注意以下几点:
(1)因该区域生产过程中多使用乙醇、丙酮等易燃易爆溶媒,根据《建筑设计防火规范》第3.1.1条规定,该区域为甲类生产区,需集中布置在车间外侧,易于泄爆,并设置合理的疏散通道及出口,以满足国家防火防爆安全规范的要求[2]。
(2)活性炭与其他物料送入通道尽量分开。这也是在实际验收检查中被关注的地方。
(3)过滤设备洗涤和活性炭炭渣收集区应相对封闭,这样将尽可能减少交叉污染。
(4)该区域人流入口宜单独设立,避免与高级别洁净区相混。
(5)注意与重结晶罐相连管道的设计。因为本区域的管道通常不需要最终灭菌,但与重结晶罐相连管道除外。由于该管道清洗灭菌被归入重结晶罐管路系统,D级区需要为该清洗灭菌管路系统考虑必要的衔接设计。
(6)碳粉过滤截流度的可靠性检测。涉及0.22 μm过滤器的完整性测试和监控,也是现场检查关注点之一。
(7)除菌过滤暴露时建议采用单向流保护[3]。
2.2 重结晶、过滤干燥区
2.2.1 重结晶区
(1)设计时应注意该区域的净空高度,需满足高位槽、结晶罐、离心机多层布置,同时,考虑操作平台的高度。
(2)注意结晶罐进料管上无菌过滤器的管路设计,主要考虑灭菌时的需求。
(3)注意结晶罐用溶剂的无菌过滤管路设计。
(4)结晶罐除罐内设喷淋球外,着重考虑进出管道清洗及灭菌管路系统设计,并保证纯蒸汽灭菌时的凝水排放通畅有效。现场检查时对于灭菌温度采集点的设置也是一个重点,应在最差点上设温度探头。
注:最差点是指整个管路系统中理论上可能的温度最低点。
(5)有些结晶工序采用溶剂,还需考虑热无菌氮气的供应,用于纯蒸汽灭菌后吹干设备。
(6)建议选用“三合一”设备做过滤用,或选用侧出料离心机,这样结晶罐出料至过滤设备可通过密闭管道输送以减少暴露操作。采用全封闭设备生产模式能有效地避免产品遭受环境污染。“三合一”设备是原料药生产中常用的关键设备,为密闭系统,有单独的取样系统;设有手动和自动操作程序;便于进行CIP和SIP,或接触药品的部位能拆卸后清洗灭菌[4]。
(7)安装结晶罐的操作平台的设计应满足洁净区要求。
建议在与结晶间贴邻房间设辅助区,将大量辅助管道、阀门布置其中,最大限度减少结晶罐周围的管道和阀门。项目实践证明这是个行之有效的方法。
2.2.2 干燥区
该区域的设计关键是选择合适的干燥设备,以及考虑过滤湿料至干燥设备的转运方式。
(1)干燥设备通常选用真空回转干燥机或真空V型干燥机,这两种设备在采用合适设计后都可达到在位清洗和灭菌要求。
(2)关键的物料转运方式其实和湿料的物性有很大关系。一般自动出料离心机或三合一设备出料时会加一出料设施,具有顶推和破碎大块滤饼功能。如果破碎后的湿颗粒可以被真空抽吸,将简化转移过程——只需采用真空上料设计即可;若是真空难以输送的物料,建议采用类似固体制剂生产中颗粒转移设备——周转罐配套无菌分体阀(α/β阀)进行转移。此时,不可避免会使用小车及提升设备,在设计中要尽量避免其对高洁净环境的负面影响。无菌分体阀分为主动阀和被动阀两部分,分别装在要对接的两个容器上。真空转料系统及无菌分体阀是目前常用的两种固体物料转运方式[2]。
考虑到周转运输及洗涤灭菌方便,建议选用较小体积的周转罐。
对于类似湿糯米粉的湿料,一般也会有温度的敏感性,可能不适用回转干燥器,就目前设备装备水平,只能选用盘式层流烘箱干燥,在装盘和收粉环节需做额外保护设计以降低被污染的风险。
(3)若有混粉工序,应布置在单独房间内完成。
注:关于混粉,还应根据添加成分的包装形式,考虑如何将添加成分送入混粉设备;添加成分是否需要粉碎?是否有无菌检查项目?还应考虑混粉设备的消毒灭菌方式。
2.3 分装区
我国GMP无菌药品附录第十四条规定:高污染风险的操作宜在隔离操作器中完成[5]。
隔离操作器及其所处环境的设计,应当能够保证相应区域空气的质量达到设定标准。传输装置可设计成单门或双门,也可是同灭菌设备相连的全密封系统。
物品进出隔离操作器应当特别注意防止污染。
隔离操作器所处环境取决于其设计及应用,无菌生产的隔离操作器所处的环境至少应为D级洁净区。
干燥后的成品粉一般较轻,大多数情况下都可以采用真空上料作为转移输送方式。
目前,无菌原料粉定量分装主流配置是选用带层流的隔离器来完成。隔离器入口进灭菌后的空桶、塞及橡胶密封圈,通过分段的传送带送至分装工位,该处有用真空上料的原粉罐,通过重力下料顶杆推进,自动定位定量灌装(装量可调,精度可控)。在灌装的下个工位,通过手套箱隔离操作,人工上塞和密封圈,进入下个工位轧盖后,出隔离器。该成套设备取室内风通过自带层流装置保证隔离器内的层流。设计上只需考虑内包材清洗灭菌后与该隔离器的对接,可采用层流车。由于自动灌装和轧盖在分隔的两个工位完成,通过有效组织隔离器内的空气流向,可以做到两种操作互不干扰。该隔离器内的主要零部件可拆洗,灭菌后通过手套箱在隔离器内在位组装,因此,也只需考虑清洗灭菌后工器具部件与隔离器的无菌对接。
需要提醒的有以下几点:
(1)粉料贮罐采用重力流下料,因此局部高度会大于3 m,设计时应根据粉料罐具体高度,可局部提升吊顶,并保证该局部区域的采光(主要是检修操作用),并注意组织合适的空气流,不使该区域成为部分死角。
(2)尽管B级区内不得设置地漏、水池,但仍需为该套隔离器分装设备配置合适的下水连接设施以利该设备必要的管路清洗和灭菌过程。
(3)目前,主流无菌原粉灌装隔离器都没有贴签工位,因此,B级区内完成轧盖的无菌粉成品桶是靠挂标识来识别。由于当班分装完成后都通过传递窗传至一般区,为降低混淆的风险,建议通过生产排班当班完成无菌粉桶牌贴工序,或在接受间设门禁,指定专人清点接受存放,待检验合格后贴签入库。
(4)多工位用手套操作,对于手套完整性检查及更换规定要完备。
(5)灌装RABs用VHP消毒前,应注意内部对重点部位进行人工擦拭,如:垫圈和手套等部位,作为对消毒效果的辅助保证措施。如与VHP发生器连接,管道要用不锈钢材质并尽可能短。
注:如果用无菌塑料袋做内包装,须考虑塑袋的灭菌设施及采用合适的转运方式。
2.4 其他
(1)无菌原料药生产的洁净区包括:防爆洁净区、非防爆洁净区及关键过程洁净区,这些区域需明确划分,以便设计时采用不同的方案[3]。
(2)无菌原料精制车间B级区面积较大,由于设备尺寸和操作需要,需对应较大空间,同时约有一半区域为防爆区。按规范要求,防爆区空调系统不得回风,因此,根据设备具体发热量、区域内的实际操作人数和操作空间,精心设计洁净空调尤为重要,否则将极大影响产品的成本。据笔者负责完成的一个项目统计,仅调试阶段电量为改造前的数倍(当然有正逢夏季且遇极端高温的因素),可见能耗将是今后面临的一个问题。选定合适的换气次数,正常生产时间外除A级层流外适当采用值班运营模式的探索,是设计人员必须正视的问题。
(3)对于大空间的洁净空调,空气参数均匀性也是一个挑战,验收检查时要以实测数据为准。
(4)无菌原料药的溶解投料、分离干燥等环节多涉及大宗固体物料的输送,在厂房设计时有多层布局及单层布局两种。多层布局投资大,需要多层的洁净区,运行成本高,但无菌粉体利用重力传递,降低了劳动强度和设备投资,工艺质量风险也较小[3]。单层布局投资小,洁净区面积小,运行成本低。但无菌粉体一般利用真空或周转桶传递,增加了设备及动力投资,而且工艺质量风险较大[3]。因此,在设计时可将多层布局及单层布局相结合,从投资、物料输送的可行性及工艺质量风险控制上综合考虑,以求厂房布局的合理。
(5)与产品直接有关联工器具、衣物等的灭菌设施(现多用湿热灭菌柜)的排水管道建议考虑空气封设计。这也是在实际验收检查中可能被关注的地方。
(6)前文中提及采用了较多的真空输送,实际上如何对于生产中引用的真空系统进行严格的无菌设计及验证是个较复杂的课题,好在目前有更适合无菌系统中使用的真空泵供选用,对于实际的设计和运营操作会提供更大便利。
(7)WFI和纯蒸汽系统的设计也与制剂生产一样非常重要,肯定是验收检查的关键点,可以充分利用制剂车间设计经验,在此不再赘述。
(8)无菌管道连接,其安装要有一定坡度,以利于灭菌后的冷凝水排放。
(9)在生产中实现各生产模块/区域各自独立又紧密的联系,同时,生产过程被有效地限制在一个密闭的环境中,基本完成了各区域内部工艺过程的密闭生产,而在各模块/区域之间的生产连接中,出于密闭生产的考虑,尽量使用卡箍连接的封闭管道系统完成各模块/区域间物料输送,又得以确保产品无菌[1]。
3 结束语
上述要点论述是基于几个无菌原料药精制车间设计的实际案例的归纳和综述,限于篇幅未进行详尽讨论,可做进一步探讨交流。上述要点应该是设计必须考虑的,是无菌原料药精制车间设计的基本点和出发点,即使按上述要点做了,也未必完全满足要求。譬如,某个项目现场检查中发现,混粉设备上方设层流并覆盖了设备,但现场一操作就发现,混粉机盖子取下后就脱离了层流保护区。限于设备装备条件和投资,国内工厂的无菌原料药精制车间改造项目,肯定有值得进一步改进的空间,此文仅是抛砖引玉,对于一些更好的思路和方法也希望能得到同行专家的指点和指教。
[1] 李立含. 关于无菌原料药精烘包生产模块化设计理念的应用[J].医药工程设计, 2006, 27(6):17-19.
[2] 李向科, 姚学坤. 溶媒结晶型无菌原料药车间布局要点与典型工艺技术[J]. 医药工程设计, 2013, 34(6):10-17.
[3] 柯华东. 新建头孢无菌原料药生产设施如何复核2010版GMP要求的关键几个问题讨论[J]. 医药工程设计, 2012, 33(1):27-31.
[4] 李克臣, 边玉卓. 无菌原料药生产所用的“三合一”设备特点与功能[J]. 机电信息,2010, 20(266):35-39.
[5] 药品生产质量管理规范(2010年修订)[S].
