坯料处理方式对纯钛挤压棒材组织及性能的影响
2014-10-31刘守田陈睿博朱宝辉蔡国帅唐寿全刘彦昌
刘守田,陈睿博,朱宝辉,蔡国帅,唐寿全,刘彦昌
(宁夏东方钽业股份有限公司,宁夏 石嘴山 753000)
0 引言
工业生产中,纯钛棒的生产方式主要有锻造、轧制、挤压3种。锻造生产的纯钛棒由于锻造火次多,最终制品表面扒皮量较大,单边基本在5 mm以上,但可以生产对组织要求较高的制品。轧制方式生产效率高,扒皮量小,单边扒皮2~3 mm即可清除表面的氧化层和轧制缺陷,但目前成熟的轧制棒坯基本在φ80 mm以下,φ80 mm以上规格的纯钛棒目前主要还是以锻造为主。为了研究更为经济的生产工艺,就锻造和挤压相结合的方式生产品质较高的纯钛棒进行探讨,重点研究了铸态坯料直接挤压和锻态坯料挤压对纯钛棒材表面质量、显微组织和力学性能的影响。
1 实验
实验材料为1级海绵钛(粒度为0.85~12.7 mm)经两次真空电弧熔炼制得的纯钛铸锭,规格分别为 φ300 mm ×1600 mm、φ600 mm ×2400 mm,化学成分如表1所示。φ300 mm×1600 mm铸锭经过车床扒皮和中分锯切,制备成2节规格为φ292 mm×800 mm的挤压锭坯,编号为Z1和Z2;φ600 mm×2400 mm铸锭经总变形量为80%左右的两火次锻造拔长,制备成2节φ292 mm×800 mm的挤压锭坯,编号为D1和D2。
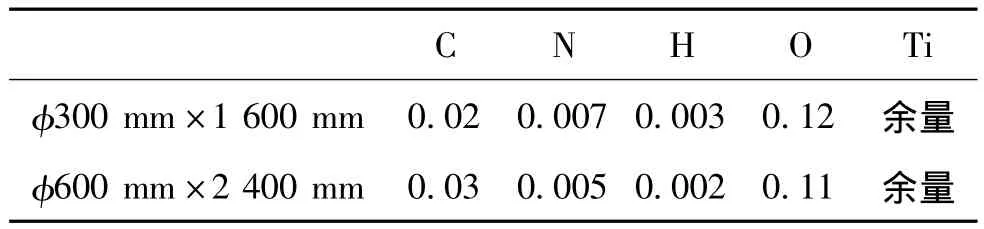
表1 纯钛锭的化学成分(w/%)Table 1 Chemical composition of pure titanium ingots
实验采用35MN卧式挤压机。挤压前,用T2紫铜皮包覆坯料表面,以便在高温挤压时起到润滑作用,防止挤压坯料粘接模具。采用石墨、二硫化钼、气缸油质量比为1∶2∶5的润滑剂润滑挤压筒,采用二硫化钼、气缸油、沥青质量比为1∶2∶4的润滑剂润滑挤压模。模具为65°半锥角的锥形凹模,定径带长度为15 mm,挤压前纯钛锭坯采用电阻炉加热,加热温度为800℃,保温时间为3 h,挤压比为9.57,挤压后的纯钛棒直径为95 mm。铸态锭坯Z1、Z2挤压得到的纯钛棒的编号为ZB1和ZB2,锻态锭坯D1、D2挤压得到的纯钛棒的编号为DB1和DB2。
制备铸态和锻态锭坯的金相试样,腐蚀剂为体积比为1∶3∶7的 HF、HNO3、H2O混合溶液,采用Leica MM-6金相显微镜观察材料的显微组织。对挤压后的棒材取样分别进行金相组织观察和拉伸性能测试,拉伸试样规格如图1所示,实验设备为INSTRON 4505型电子万能试验机。
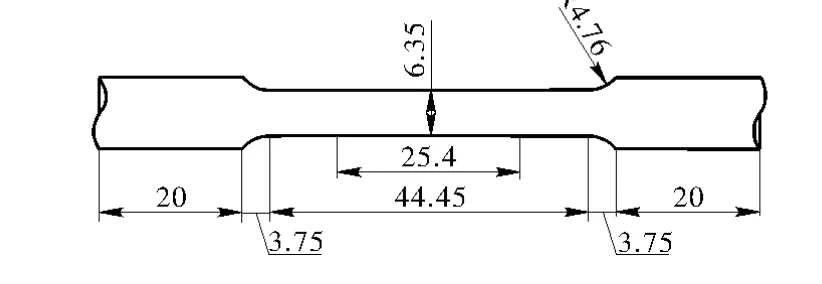
图1 拉伸试样示意图Fig.1 Sketch of tensile specimen
2 结果与讨论
2.1 纯钛挤压坯料的显微组织
纯钛挤压坯料的金相照片如图2所示。铸态坯料的显微组织为粗大的魏氏组织,锻态坯料的显微组织不均匀,且有部分孪晶组织。
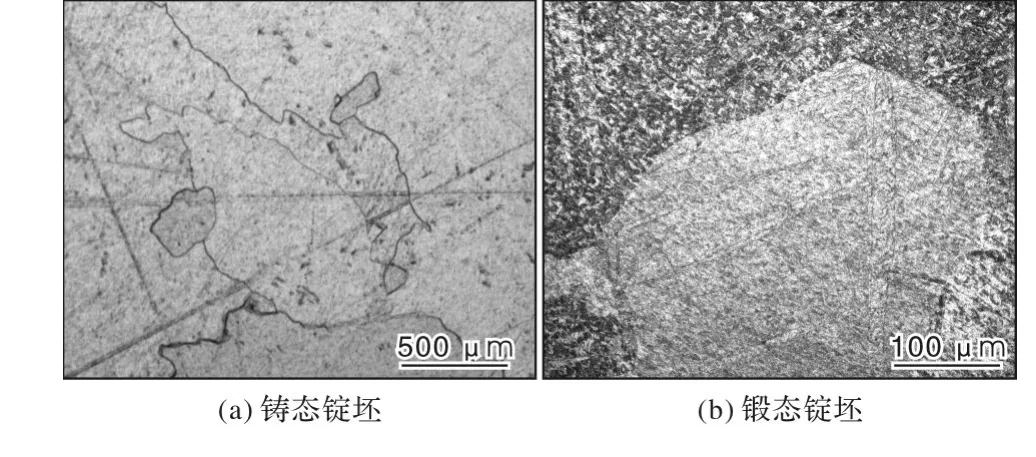
图2 纯钛挤压坯料的显微组织Fig.2 Microstructures of pure titanium extrusion billets
2.2 纯钛挤压棒的表面形貌
在相同的挤压条件下,铸态和锻态两种坯料挤压出的纯钛棒表面形貌分别如图3a和3b所示。经过酸洗后,发现两者表面质量有很大的差异,铸态坯料挤压出的纯钛棒表面质量很差,有很深的纵向沟槽,如图3c所示。锻态坯料挤压出的纯钛棒表面质量很好,表面平整,如图3d所示。
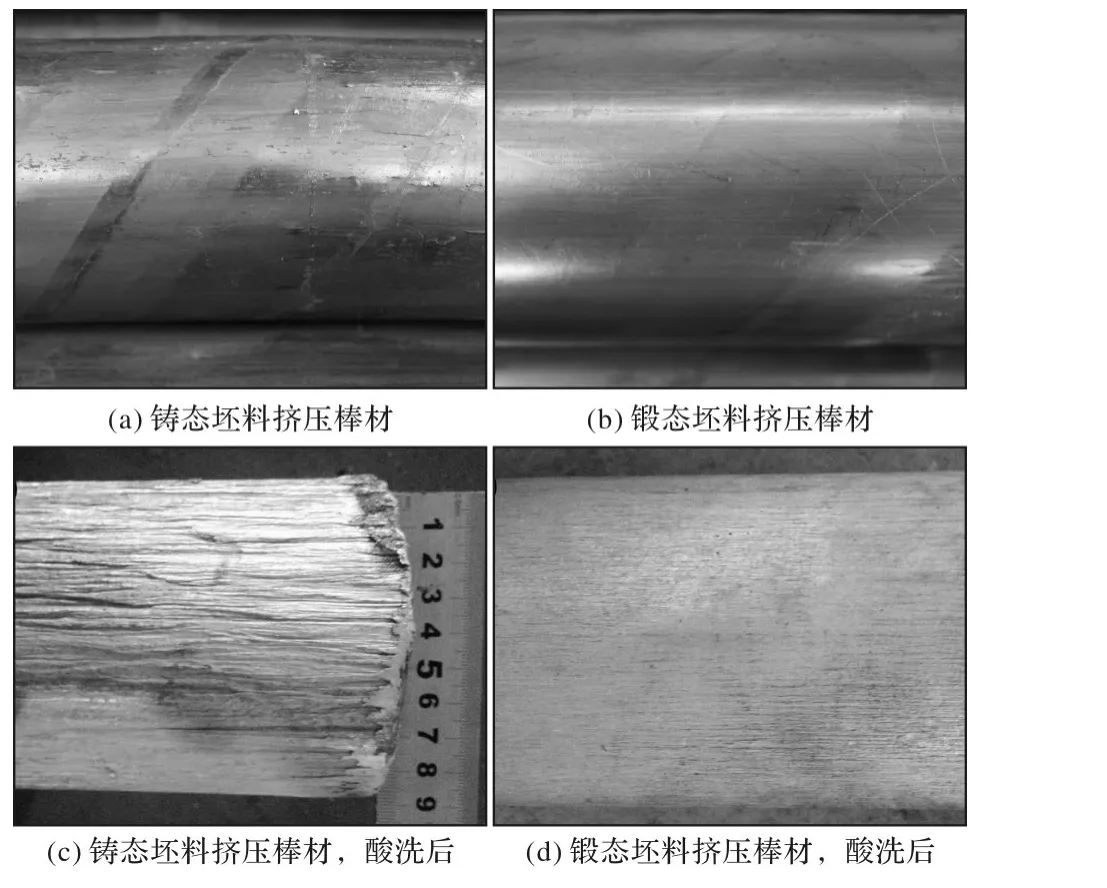
图3 纯钛挤压棒的表面形貌Fig.3 Surface morphologies of extruded pure titanium rods
图4为纯钛坯料挤压后变形锥和棒材的表面质量。
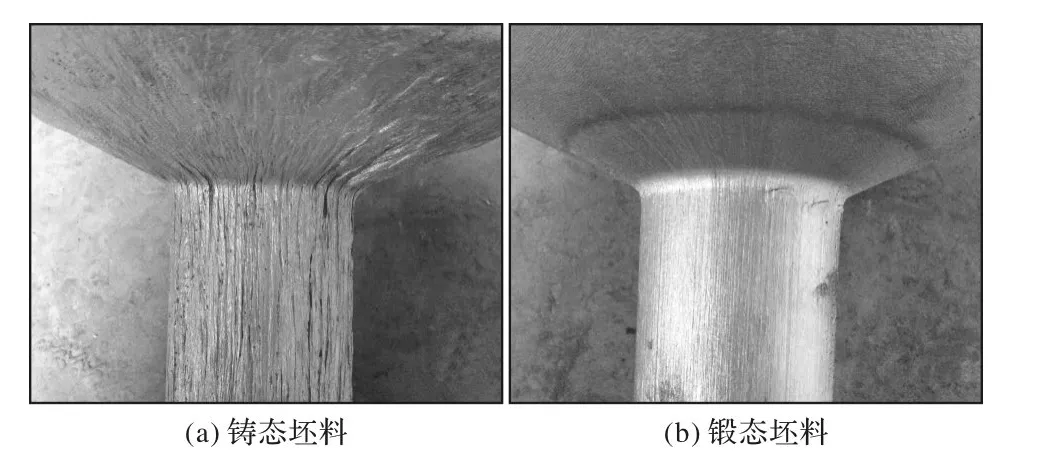
图4 变形锥和棒材的表面质量情况Fig.4 Surface quality of deformation conical zones and rods
铸态挤压坯料组织中由于存在大量的粗大柱状晶粒,导致金属在变形时,单位体积内滑移面数量相对较少,变形过程中晶粒之间的协调变形性差,金属流动形成的空位得不到及时填充,宏观上表现为不能均匀的填充变形锥和模孔,使挤压棒材表面从开始变形时就形成沟槽,且经过模孔也不能得到有效的均整,而是从模孔直接流出,严重影响了挤压棒材的表面质量,如图4a所示。而通过锻造得到的坯料由于显微组织是比较细小的等轴组织,金属在变形时,单位体积内滑移面数量相对较多,变形过程中晶粒之间的协调变形性好,而且由于单个晶粒体积小,所以在金属流动时形成的空位很容易得到及时填充,宏观上表现为能够均匀地填充变形锥和模孔,无论是在减径还是定径过程,棒材外表面的金属均能够均匀流动并充分填充,所以挤压后纯钛棒表面比较光滑,见图4b。
2.3 纯钛挤压棒的显微组织
铸态和锻态坯料挤压得到的纯钛棒的显微组织见图5。从图5可以看出,铸态坯料经过挤压后,魏氏组织明显被破碎,并通过动态再结晶得到了细化的等轴组织,但显微组织中存在大量的孪晶,而且组织不均匀;而锻态坯料挤压后,显微组织为细小且较为均匀的等轴组织,仅有少量的孪晶。
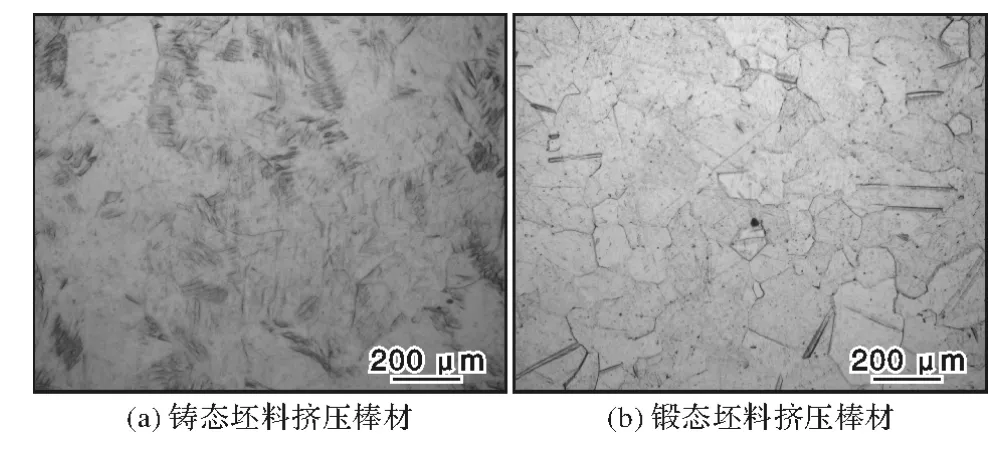
图5 纯钛挤压棒的显微组织Fig.5 Microstructures of extruded pure titanium rods
实际上,无论金属钛中的纵向织构程度如何,低温时孪生对变形都会起到显著作用[1]。在800℃时,由于纯钛的强度很低,一般情况下会以滑移变形为主,但是铸态坯料中有大量的柱状晶粒,在挤压过程中滑移变形难以进行,变形的方式主要以孪生为主,所以在铸态坯料挤压得到的纯钛棒显微组织中,发现了大量的孪晶组织,如图5a所示。当坯料经过锻造后,其组织为等轴组织,在变形过程中,最普通的变形模式是依赖{1010}、{1011}和{0001}3个滑移面以及<1120>的滑移方向[1-2],同时进行滑移和孪生变形,金属钛发生孪生变形后,产生新的晶粒取向,又为滑移变形提供了条件,这种协同的变形方式,使得金属具有更好的流动性。所以,锻态坯料在挤压过程中的金属流动性更好,挤压棒材表面质量比较好,而且显微组织也比较细小均匀,没有大量的孪晶存在。
2.4 纯钛挤压棒的力学性能
两种坯料挤压得到的纯钛棒力学性能见表2。从表2可以看出,锻态坯料挤压后的纯钛棒抗拉强度和屈服强度均高于铸态坯料直接挤压的棒材,但塑性指标差异不大,其中延伸率没有明显区别,而铸态组织挤压的棒材断面收缩率略高一些。
锻态坯料挤压后的棒材强度明显高于铸态坯料直接挤压的棒材,这是因为锻态坯料的晶粒组织明显比铸态坯料的细小均匀,晶粒越细小,单位体积内晶粒数就越多,晶界强化效果就比较明显,所以细晶强化是提高强度的主要原因[3]。虽然经过挤压后铸态组织也得到了明显的细化,但由于组织的遗传性使得锻态坯料挤压后的组织仍然比铸态坯料挤压棒的组织细小均匀,所以前者强度明显高于后者。

表2 纯钛挤压棒的力学性能Table 2 Mechanical properties of extruded pure titanium rods
3 结论
(1)包覆铜皮挤压纯钛棒时,采用锻态坯料和铸态坯料挤压后棒材的表面质量有明显差异,锻造后的坯料可以挤压得到表面光洁的纯钛棒,而铸钛坯料挤压后棒材表面有大量的沟槽,表面质量很差。
(2)纯钛铸态坯料因为有粗大的柱状晶,导致滑移变形难以发生,在挤压过程中主要以孪生变形为主,金属流动性较差,挤压后棒材组织中含有较多的孪晶。纯钛锻造坯料为等轴组织,在挤压过程中,滑移和孪生同时进行,流动性较好,挤压后棒材组织为细小的等轴组织。
(3)通过较少火次锻造和挤压相结合的方式,可以生产出表面质量和力学性能均符合要求的高品质纯钛棒材。
[1]Garde A M,Reed-Hill R E.The importance of mechanical twinning in the stress-strain behavior of swaged high purity fine-grained titanium below 424 K[J].Metallurgical Transactions,1971,2(10):2885-2888.
[2]张喜燕,赵永庆,白晨光,等.钛合金及应用[M].北京:化学工业出版社,2005.
[3]王占学.塑性加工金属学[M].北京:冶金工业出版社,1991:181-182.
