船用玻璃钢单板性能规范衡准更新研究
2014-10-30汪敏
汪 敏
(中国船级社上海规范研究所,上海 200135)
0 引 言
随着国内近年来玻璃钢游艇及公务船销量的大幅增长,带动了国内玻璃钢复合材料行业的蓬勃发展。各种新型树脂及增强材料被引入,使得手糊成型的玻璃钢单板性能较 90年代初有了大幅度的提升,而国内在玻璃钢船单板性能方面尚无行业或国家标准,仅有规范。随着行业的发展与技术的进步,玻璃钢单板性能衡准也需要同步更新,以适应新的形势。
1 国内外相关标准规范
短切毡加方格布是目前国内玻璃钢造船行业使用的主要铺层设计。国内对该铺层的性能评估主要依据中国船级社(CCS)2009版《材料与焊接规范》[1],该规范相关规定见表1。

表1 CCS规范(2009版)要求 N/mm2
由表1可以看出,玻璃纤维含量在35%~45%范围内弯曲强度要求为150N/mm2,弯曲模量7000N/mm2。实际上,CCS规范(2009版)是以保证船舶安全而确定的最低要求。从调研的情况看,在一定范围内随着玻璃纤维含量的升高,玻璃钢单板的力学性能会有明显提高。目前的手糊成型工艺的技术水平,对于玻璃纤维含量 45%的玻璃钢单板,弯曲强度一般在 230N/mm2左右,而弯曲模量随铺层结构不同,一般在8700~11000N/mm2之间,强度较CCS规范要求的150N/mm2高了50%以上,模量高了25%以上。目前的规范中,层板最低力学性能要求未做到随玻璃纤维含量的变化而变化。
查询欧洲的玻璃钢小艇建造规范,采纳国际标准ISO12215-5:2008[2],该玻璃钢船设计与建造标准给出了玻璃钢单板(不饱和聚酯+玻璃纤维)的推荐性能(如表2所示)。
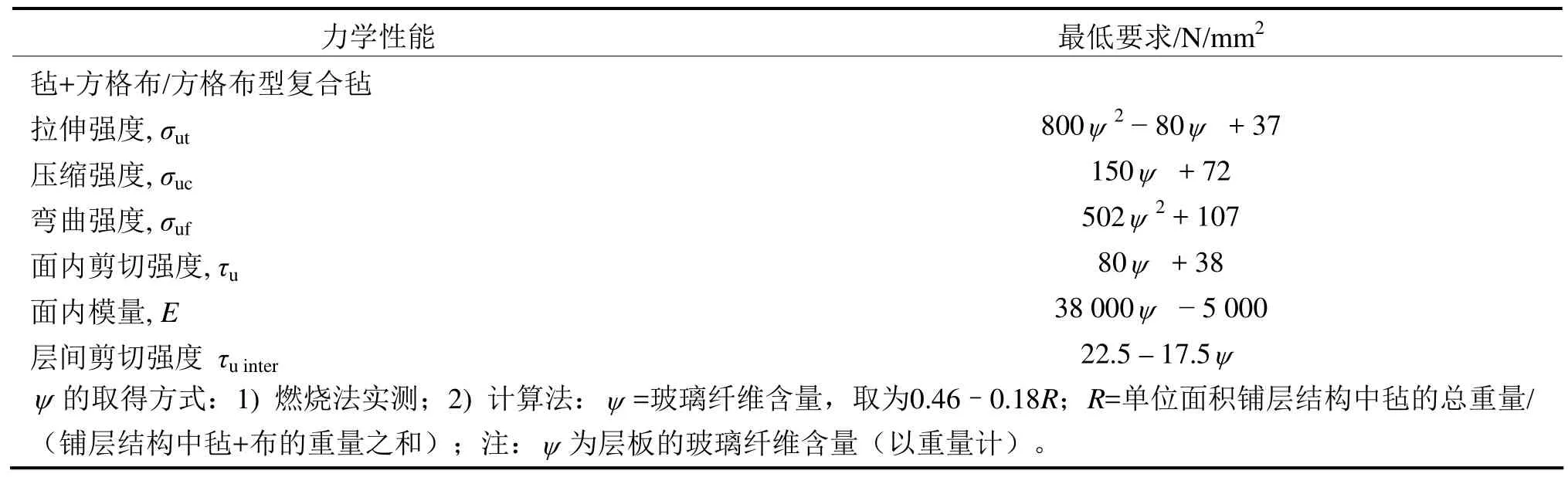
表2 ISO12215-5:2008规定
以计算法取得玻璃纤维含量ψ举例,对采用如下手糊成型工艺的铺层结构:
胶衣+2×M225+3×WRM500/300+WR500 (WRM500/300为500g/m2的方格布与300 g/m2的毡)
则采用公式计算如下:ψ=0.46-0.18R
R=(225×2+3×300)/(225×2+3×300+3×500+500)=0.403
ψ=0.46-0.18×0.403=0.387
之后将ψ=0.387代入表2中计算各项最低性能要求。
以35%的玻璃纤维含量作为起始含量,以5%的玻璃纤维含量差值作为梯度,则ISO标准的力学性能要求与CCS规范现有要求对比见表3。
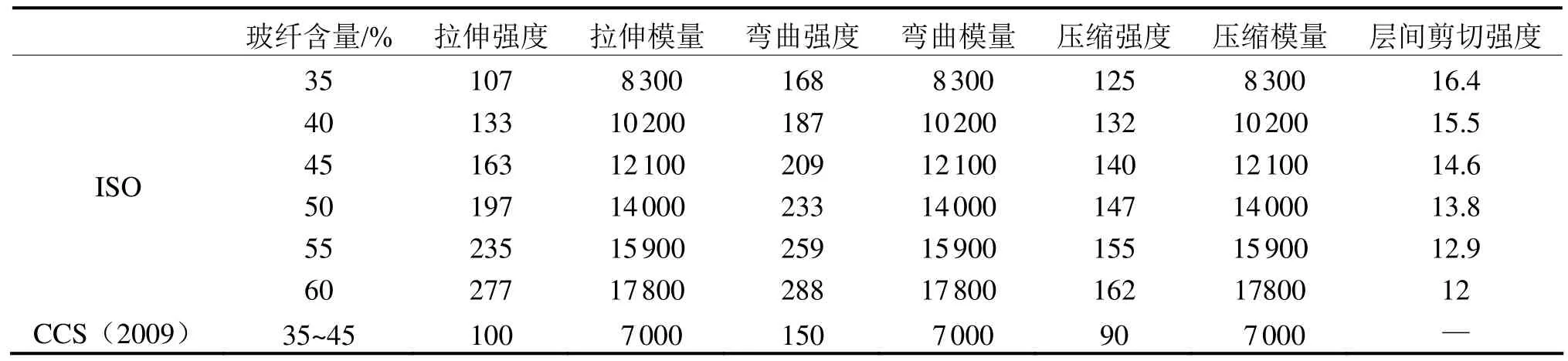
表3 ISO12215-5:2008计算结果 N/mm2
从表3可以看出,以35%和45%两个玻纤含量为例,玻纤含量45%的较35%的拉伸强度提高了52%,弯曲强度提高了24%,弯曲模量提高50%,这与国内调研的实际情况基本相符。ISO标准较好地解决了国内层板最低性能要求无法随玻璃纤维含量变化而变化的问题,给出了一个较好的解决问题的思路。
2 ISO标准适用性
ISO对玻璃钢单板的性能规定是基于不同玻璃纤维含量来确定的。而对玻璃纤维含量的确定,ISO标准规定可采用燃烧法实测也可采用铺层计算法。但由于玻璃钢材料在成型过程中人为因素以及环境因素含量会有5%甚至更大的差异,因此在实际的检验中,采用计算法确定的玻璃纤维含量与实测法的结果差异仅为3%~5%。对于船检部门确定最低检验要求来说,还是计算法更为合理一些。从表2的计算法ψ取值和R计算可以看出,玻璃纤维含量计算结果随铺层结构的不同而变化。众所周知,铺层设计中布和毡的使用比例不同对整个铺层的力学性能影响很大。铺层设计中提高布的使用比例,则强度与刚度都有一定程度的提高,但层间结合力会下降,这在表2中都有体现。
国内玻璃钢厂的检测报告显示,大部分测试项目都能满足表2及表3中ISO的要求。但弯曲弹性模量要达到ISO标准还是有些困难,对于层间剪切强度,进行该项测试的国内各船厂都能大幅高于ISO标准。
3 规范修订建议案
此次给出的规范修订建议案较原 CCS规范的衡准有了大幅提升,由于国内玻璃钢行业的弯曲弹性模量的平均水平低于ISO标准的推荐性能,对弯曲弹性模量在ISO推荐性能的基础上作了一定的放宽;而对于层间剪切强度,建议案在国内首次加入层间剪切强度的测试要求,其衡准略高于ISO,规范修订建议案见表4。
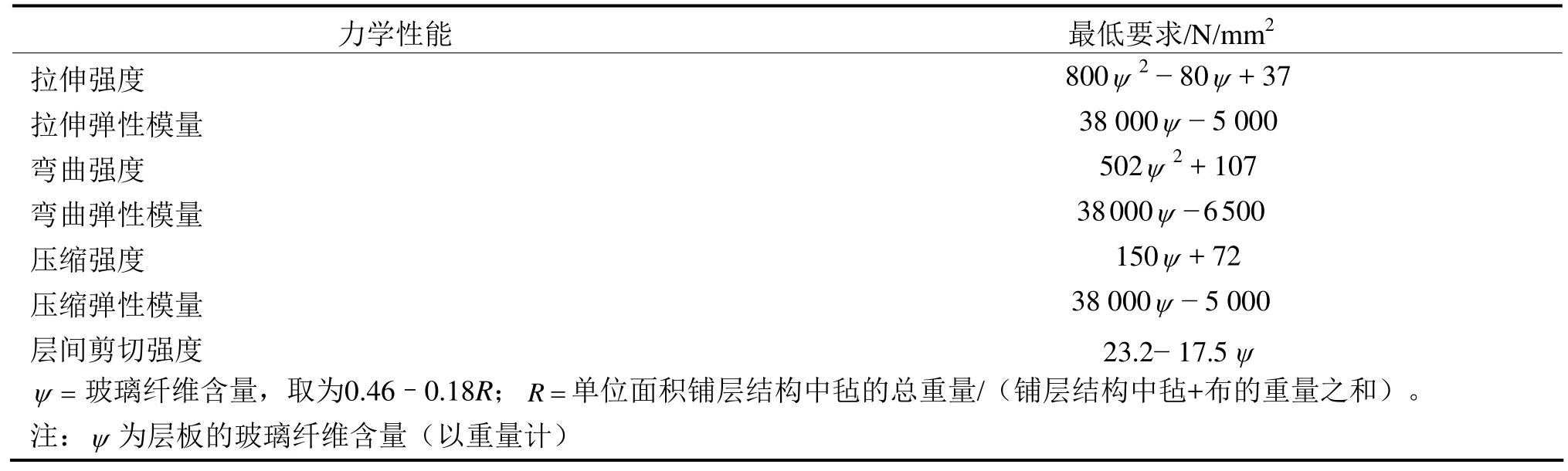
表4 CCS规范(2013版修订建议案)
以国内某船厂玻璃钢单板设计为例,按计算法计算R和ψ:
该厂某铺层设计为:M300+M450+WR570+M450+2WR570+M450+2WR570+M450,采用手糊成型方式,则R=毡/(毡+布)=(300+450×4)/(300+450×4+570*5)=0.42;手糊成型,ψ=0.46-0.18×R=0.46-0.18×0.42=0.38。以0.38的玻纤含量通过ISO的公式计算得出最低性能要求如表5所示。
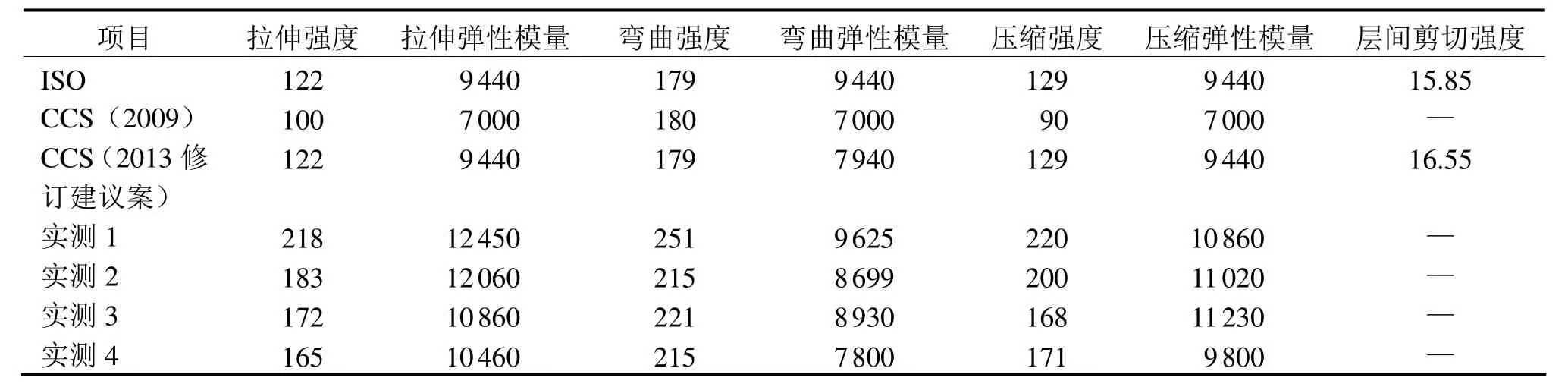
表5 某厂试板计算结果对比 N/mm2
该厂的层板测试数据较多,选取有代表性的4组实测数据,第1、4组为所有测试数据中最好和最差的,较常见情况的结果为第 3、4组。结合其他船厂的调研结果,从弯曲弹性模量来看,国内玻璃钢造船行业的平均水平大约在实测数据的第2和第4组之间。
4 结 语
CCS规范2013版修订建议案给目前国内使用最广、最常用的短切毡+方格布的最低性能要求引入了新的评价体系,其最低性能要求能随铺层玻璃纤维含量不同而变化,同时新增了层间剪切强度的测试要求,较2009版规范更为科学。建议案的总体技术要求与国际标准基本相当,并适用于国内现阶段的技术水平。该规范修订建议案已经通过评审并即将实施,相信在国内玻璃钢造船行业的生产及检验中能够起到积极作用。
[1] 中国船级社.《材料与焊接规范》[M]. 北京:人民交通出版社,2009.
[2] ISO12215-5:2008, Small Craft-Hull Construction and Scantlings-Part5: Design Pressures for Monohulls, Design Stresses,Scantlings Determination[S].